Das könnte Ihnen auch gefallen
- Fixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsVon EverandFixed-Bed Reactor Design and Diagnostics: Gas-Phase ReactionsBewertung: 4 von 5 Sternen4/5 (5)
- Introduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionVon EverandIntroduction to Applied Thermodynamics: The Commonwealth and International Library: Mechanical Engineering DivisionBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Mathematical Modeling: A Chemical Engineer's PerspectiveVon EverandMathematical Modeling: A Chemical Engineer's PerspectiveBewertung: 5 von 5 Sternen5/5 (2)
- Phase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringVon EverandPhase Equilibrium in Mixtures: International Series of Monographs in Chemical EngineeringNoch keine Bewertungen
- Transport Phenomena for Chemical Reactor DesignVon EverandTransport Phenomena for Chemical Reactor DesignBewertung: 3 von 5 Sternen3/5 (1)
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersVon EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersBewertung: 4 von 5 Sternen4/5 (13)
- The Theory of Recycle Processes in Chemical Engineering: International Series of Monographs on Chemical Engineering, Vol. 3Von EverandThe Theory of Recycle Processes in Chemical Engineering: International Series of Monographs on Chemical Engineering, Vol. 3Noch keine Bewertungen
- One-Dimensional Compressible Flow: Thermodynamics and Fluid Mechanics SeriesVon EverandOne-Dimensional Compressible Flow: Thermodynamics and Fluid Mechanics SeriesNoch keine Bewertungen
- Power Electronics: Switches and ConvertersVon EverandPower Electronics: Switches and ConvertersBewertung: 2 von 5 Sternen2/5 (1)
- Advanced Engineering Thermodynamics: Thermodynamics and Fluid Mechanics SeriesVon EverandAdvanced Engineering Thermodynamics: Thermodynamics and Fluid Mechanics SeriesBewertung: 4 von 5 Sternen4/5 (9)
- Multiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsVon EverandMultiphase Catalytic Reactors: Theory, Design, Manufacturing, and ApplicationsNoch keine Bewertungen
- Reactor and Process Design in Sustainable Energy TechnologyVon EverandReactor and Process Design in Sustainable Energy TechnologyFan ShiBewertung: 3 von 5 Sternen3/5 (2)
- Mechanical Engineering Science: In SI UnitsVon EverandMechanical Engineering Science: In SI UnitsBewertung: 5 von 5 Sternen5/5 (4)
- Batch and Semi-batch Reactors: Practical Guides in Chemical EngineeringVon EverandBatch and Semi-batch Reactors: Practical Guides in Chemical EngineeringNoch keine Bewertungen
- Classical Thermodynamics of Non-Electrolyte SolutionsVon EverandClassical Thermodynamics of Non-Electrolyte SolutionsNoch keine Bewertungen
- PNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGVon EverandPNEUMATICS AND AIR CIRCUITS UNDERSTANDING THE CASCADE VALVE AND PLC UNDERSTANDINGNoch keine Bewertungen
- The Steam Engine and Turbine - A Text Book for Engineering CollegesVon EverandThe Steam Engine and Turbine - A Text Book for Engineering CollegesNoch keine Bewertungen
- Electrical Circuits with Variable Parameters: Including Pulsed-Control SystemsVon EverandElectrical Circuits with Variable Parameters: Including Pulsed-Control SystemsNoch keine Bewertungen
- Power Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlVon EverandPower Electronics Applied to Industrial Systems and Transports, Volume 2: Power Converters and their ControlBewertung: 5 von 5 Sternen5/5 (1)
- Analogue Computing Methods: The Commonwealth and International Library: Applied Electricity and Electronics DivisionVon EverandAnalogue Computing Methods: The Commonwealth and International Library: Applied Electricity and Electronics DivisionNoch keine Bewertungen
- Computational Methods for Process SimulationVon EverandComputational Methods for Process SimulationBewertung: 3 von 5 Sternen3/5 (1)
- A Modern Course in Statistical PhysicsVon EverandA Modern Course in Statistical PhysicsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Hypoelliptic Laplacian and Orbital Integrals (AM-177)Von EverandHypoelliptic Laplacian and Orbital Integrals (AM-177)Noch keine Bewertungen
- Transient Phenomena in Electrical Power Systems: Problems and IllustrationsVon EverandTransient Phenomena in Electrical Power Systems: Problems and IllustrationsBewertung: 1.5 von 5 Sternen1.5/5 (3)
- Finite Physical Dimensions Optimal Thermodynamics 1: FundamentalsVon EverandFinite Physical Dimensions Optimal Thermodynamics 1: FundamentalsNoch keine Bewertungen
- Simulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorVon EverandSimulation of Some Power System, Control System and Power Electronics Case Studies Using Matlab and PowerWorld SimulatorNoch keine Bewertungen
- Numerical Simulation of Multiphase Reactors with Continuous Liquid PhaseVon EverandNumerical Simulation of Multiphase Reactors with Continuous Liquid PhaseNoch keine Bewertungen
- Modelling of Nuclear Reactor Multi-physics: From Local Balance Equations to Macroscopic Models in Neutronics and Thermal-HydraulicsVon EverandModelling of Nuclear Reactor Multi-physics: From Local Balance Equations to Macroscopic Models in Neutronics and Thermal-HydraulicsNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Calculation Sheet: 2-Phase Control Valve CalculationDokument13 SeitenCalculation Sheet: 2-Phase Control Valve CalculationEslamSheblNoch keine Bewertungen
- Comparing Technologies - Conventional ASP, SBR, MBBR, MBRDokument3 SeitenComparing Technologies - Conventional ASP, SBR, MBBR, MBRJanakiram GoudNoch keine Bewertungen
- 2.1. Technical Datasheet PDFDokument2 Seiten2.1. Technical Datasheet PDFYasmine ياسمينNoch keine Bewertungen
- DrahmedsoilMechanicsnoteschapter5 PDFDokument61 SeitenDrahmedsoilMechanicsnoteschapter5 PDFRavaliNoch keine Bewertungen
- Sewage Treatment Plant (STP) Log Book: KALYANI HOSPITAL Gurgaon Sector 14Dokument16 SeitenSewage Treatment Plant (STP) Log Book: KALYANI HOSPITAL Gurgaon Sector 14Deepak panditNoch keine Bewertungen
- Objective: Find The Displacement and Stress Fields. Problem Definition: Consider An Ideal Flow of Air Around A Cylinder, As Shown in Figure. TheDokument1 SeiteObjective: Find The Displacement and Stress Fields. Problem Definition: Consider An Ideal Flow of Air Around A Cylinder, As Shown in Figure. ThepmagrawalNoch keine Bewertungen
- Shape Optimization of An Autonomous Underwater Vehicle With A Ducted Propeller Using Computational Fluid Dynamics AnalysisDokument13 SeitenShape Optimization of An Autonomous Underwater Vehicle With A Ducted Propeller Using Computational Fluid Dynamics AnalysishanstiwariNoch keine Bewertungen
- Conduction Convection RadiationDokument26 SeitenConduction Convection Radiationnavketsharma6280100% (1)
- Ce 701 Geotechnical Engineering Dec 2020Dokument2 SeitenCe 701 Geotechnical Engineering Dec 2020Yash MalviyaNoch keine Bewertungen
- Flow MeasurementDokument245 SeitenFlow MeasurementOlanshile100% (1)
- Numerical Simulation of Sleeve Repair Welding on 16Mn Crude Oil PipelinesDokument5 SeitenNumerical Simulation of Sleeve Repair Welding on 16Mn Crude Oil PipelinesjangdiniNoch keine Bewertungen
- Polyhydron Check ValveDokument2 SeitenPolyhydron Check ValveEzhil KumarNoch keine Bewertungen
- Simplified PFD of IPC-FPSO Bertam Crude Oil ProcessDokument1 SeiteSimplified PFD of IPC-FPSO Bertam Crude Oil ProcessMohd Qamarulariffin Mohd NorNoch keine Bewertungen
- Piping Codes PDFDokument47 SeitenPiping Codes PDFsosatlantiqueNoch keine Bewertungen
- Determination of KlaDokument12 SeitenDetermination of KlaKaycee ChirendaNoch keine Bewertungen
- Catalytic Oxidation of Ammonia I Reaction Kinetic and Mechanism Ilchenko Et Al J. Catal. 1975Dokument16 SeitenCatalytic Oxidation of Ammonia I Reaction Kinetic and Mechanism Ilchenko Et Al J. Catal. 1975juan davidNoch keine Bewertungen
- Fetkovich IPR Analysis and PlottingDokument17 SeitenFetkovich IPR Analysis and PlottingMuhammad ShehryarNoch keine Bewertungen
- Use of Short Term Multiple Rate Flow Tests To Predict Performance of Wells Having TurbulenceDokument12 SeitenUse of Short Term Multiple Rate Flow Tests To Predict Performance of Wells Having TurbulenceRafa JzzNoch keine Bewertungen
- Heat Tracing InsulationDokument8 SeitenHeat Tracing InsulationJessie PimentelNoch keine Bewertungen
- Hydrotest Reports ORR 8inch KM 06-10 REALDokument47 SeitenHydrotest Reports ORR 8inch KM 06-10 REALMAS CONSTRUCTIONSNoch keine Bewertungen
- Cranfield Flow Assurance MSCDokument12 SeitenCranfield Flow Assurance MSCJamesGascoineNoch keine Bewertungen
- Chapter-2 Energy Dissipation StructureDokument15 SeitenChapter-2 Energy Dissipation StructureGoytom yigezuNoch keine Bewertungen
- HYdraulics LabDokument55 SeitenHYdraulics LabAbu Bakar DaudNoch keine Bewertungen
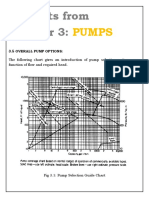
- Pumps Excerpts From Mihir's Handbook of CPE!Dokument18 SeitenPumps Excerpts From Mihir's Handbook of CPE!SathishkumarNoch keine Bewertungen
- Thermal Energy Storage SystemDokument55 SeitenThermal Energy Storage SystemTrain13100% (1)
- Pressure Regulators Selection Guidelines & CriteriaDokument17 SeitenPressure Regulators Selection Guidelines & CriteriaTala RamezaniNoch keine Bewertungen
- Section Cover Page: Section 15399 Sprinkler System 2005-02-08 Inspection, Testing, and MaintenanceDokument5 SeitenSection Cover Page: Section 15399 Sprinkler System 2005-02-08 Inspection, Testing, and MaintenancekusdiyantaNoch keine Bewertungen
- Kim and Maruta PDFDokument19 SeitenKim and Maruta PDFbhuvanNoch keine Bewertungen
- Santee Cooper FGD System Functional OverviewDokument3 SeitenSantee Cooper FGD System Functional OverviewravikumarangNoch keine Bewertungen
- In-Situ Combustion EOR ProjectDokument49 SeitenIn-Situ Combustion EOR ProjectMohamed ElkumatiNoch keine Bewertungen