Das könnte Ihnen auch gefallen
- Welder's Handbook PDFDokument48 SeitenWelder's Handbook PDFdoanhbk20000100% (1)
- Mig Gmaw Welding 1Dokument26 SeitenMig Gmaw Welding 1HAZEL BELLONoch keine Bewertungen
- Gas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechDokument50 SeitenGas Metal Arc Welding (MIG) Presented by N.Sankar/Ap /mechlastjohnNoch keine Bewertungen
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonVon EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNoch keine Bewertungen
- Seminar Report TIGDokument13 SeitenSeminar Report TIGRahul ShawNoch keine Bewertungen
- 13 Mig & Mag WeldingDokument24 Seiten13 Mig & Mag WeldingMohamed BencharifNoch keine Bewertungen
- Study of Tig WeldingDokument11 SeitenStudy of Tig WeldingChandan Srivastava100% (1)
- Engineering Welding Handbook99 PDF TigDokument48 SeitenEngineering Welding Handbook99 PDF TigSorin Stanescu100% (1)
- Welder's Handbook (Air Products Co.)Dokument48 SeitenWelder's Handbook (Air Products Co.)Patrick DominguezNoch keine Bewertungen
- Tig Mig PlasmaDokument29 SeitenTig Mig PlasmaManojKumarNoch keine Bewertungen
- Group 8, Welding AssignmentDokument11 SeitenGroup 8, Welding AssignmentKavish ChandraNoch keine Bewertungen
- Welding: Reprsenters GroupDokument29 SeitenWelding: Reprsenters GroupmohanNoch keine Bewertungen
- Oxywelding Cutting To StudentsDokument45 SeitenOxywelding Cutting To StudentsFemi TokunboNoch keine Bewertungen
- Welding: Welding Is A Fabrication or Sculptural Process That Joins Materials, Usually MetalsDokument21 SeitenWelding: Welding Is A Fabrication or Sculptural Process That Joins Materials, Usually Metalsvishnu0751Noch keine Bewertungen
- A5-8 Tig WeldingDokument104 SeitenA5-8 Tig Weldinghema_avraoNoch keine Bewertungen
- Basic Guide To WeldingDokument7 SeitenBasic Guide To WeldingJaveed A. KhanNoch keine Bewertungen
- Welder Training EssentialsDokument3 SeitenWelder Training EssentialscordobaluisfNoch keine Bewertungen
- WeldingDokument27 SeitenWeldingankit4565Noch keine Bewertungen
- TB Welding-English PDFDokument20 SeitenTB Welding-English PDFdanghpNoch keine Bewertungen
- Tig MigDokument15 SeitenTig Migsatish448Noch keine Bewertungen
- 3 Major Types of Welding Machines & Their FeaturesDokument2 Seiten3 Major Types of Welding Machines & Their FeaturesPratibha MauryaNoch keine Bewertungen
- MIG Welding Vs Oxy - Docx Aasiemnet 2Dokument9 SeitenMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahNoch keine Bewertungen
- TIG Presentation.Dokument31 SeitenTIG Presentation.Md Anamul HoqueNoch keine Bewertungen
- Guide To Types of Welding PDFDokument24 SeitenGuide To Types of Welding PDFbhaskarjalanNoch keine Bewertungen
- 87 Technical Sheet - Tig WeldingDokument1 Seite87 Technical Sheet - Tig WeldingZeu AressNoch keine Bewertungen
- Aluminium Mig WeldingDokument5 SeitenAluminium Mig WeldingManish SharmaNoch keine Bewertungen
- Lathe MachineDokument12 SeitenLathe MachineHermilih SiregarNoch keine Bewertungen
- Gas Tungsten-Arc Welding GTAW - Welding TechnologyDokument2 SeitenGas Tungsten-Arc Welding GTAW - Welding TechnologyMuhammadNoch keine Bewertungen
- WeldingDokument752 SeitenWeldingAndres_Pastor1987100% (3)
- The Heat Treatment Solution Overview 180306Dokument16 SeitenThe Heat Treatment Solution Overview 180306amd mhmNoch keine Bewertungen
- Disston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderVon EverandDisston Lumberman Handbook - Containing A Treatise Of The Construction Of Saws And How To Keep Them In OrderNoch keine Bewertungen
- Electric WeldingDokument28 SeitenElectric WeldingmayankNoch keine Bewertungen
- Arc Welding Process PDFDokument12 SeitenArc Welding Process PDFBiswanath RoulNoch keine Bewertungen
- General Carbide Designer GuideDokument60 SeitenGeneral Carbide Designer GuideEmmanuel Lugo BeltranNoch keine Bewertungen
- WeldingDokument29 SeitenWeldingRobert Cooper100% (1)
- Mig and Tig Welding: Group 1 - Ilmu Bahan Dan Pengerjaan LogamDokument11 SeitenMig and Tig Welding: Group 1 - Ilmu Bahan Dan Pengerjaan LogamNicholas AnthonyNoch keine Bewertungen
- Handbook Spot WeldingDokument24 SeitenHandbook Spot WeldingGuilherme MoreiraNoch keine Bewertungen
- Introduction To Arc Welding: Information Sheet - "Dokument14 SeitenIntroduction To Arc Welding: Information Sheet - "Eahbm KaduNoch keine Bewertungen
- Oxy Fuel Cutting QualityDokument44 SeitenOxy Fuel Cutting Qualitybekaret100% (1)
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- NortonSuperabrasives NortonToolroomWheelsDokument33 SeitenNortonSuperabrasives NortonToolroomWheelsarminhecimovicNoch keine Bewertungen
- TIG Welding TipsDokument4 SeitenTIG Welding TipsEnrico959Noch keine Bewertungen
- Module 6 PDFDokument180 SeitenModule 6 PDFyoustruelyNoch keine Bewertungen
- Welding TermsDokument9 SeitenWelding Termssanjibkrjana100% (1)
- PCD Wire Edm Technology PDFDokument6 SeitenPCD Wire Edm Technology PDFyorf1989Noch keine Bewertungen
- CatalogDokument235 SeitenCatalogcustomerx50% (4)
- TIG Welding Techniques, Tips, Tungsten Inert Gas WeldingDokument17 SeitenTIG Welding Techniques, Tips, Tungsten Inert Gas WeldingirvansyahrazadinNoch keine Bewertungen
- Wear Analysis of Hard Faced Agricultural Equipment - Doc FFDokument15 SeitenWear Analysis of Hard Faced Agricultural Equipment - Doc FFSunil BasavarajuNoch keine Bewertungen
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Dokument7 Seiten(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNoch keine Bewertungen
- Metallurgy, Properties, and Uses of FerrousDokument37 SeitenMetallurgy, Properties, and Uses of FerrousAl DrinNoch keine Bewertungen
- DCSP Tig Welding of Aa2219 Aluminum AlloyDokument14 SeitenDCSP Tig Welding of Aa2219 Aluminum AlloySgk ManikandanNoch keine Bewertungen
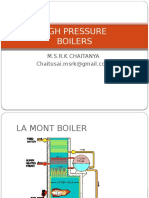
- High Pressure BoilersDokument15 SeitenHigh Pressure BoilersChaitanya MsrkNoch keine Bewertungen
- EscortsDokument2 SeitenEscortspratikNoch keine Bewertungen
- 1.07 TIG Welding Part-2Dokument79 Seiten1.07 TIG Welding Part-2rohit mathanker100% (1)
- How To Weld Aluminum - 13 Steps (With Pictures) - WikiHowDokument4 SeitenHow To Weld Aluminum - 13 Steps (With Pictures) - WikiHowprajneshNoch keine Bewertungen
- Fundamentals of Joining ProcessesDokument21 SeitenFundamentals of Joining ProcessesNosta Silva100% (1)
- Gas Tungsten Arc Welding ProcessDokument9 SeitenGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- How To Weld - TIG WeldingDokument14 SeitenHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- The Evolution of Modern Band Saw Mills for Sawing LogsVon EverandThe Evolution of Modern Band Saw Mills for Sawing LogsNoch keine Bewertungen
- JJ303 Report TigDokument10 SeitenJJ303 Report TigAh Tiang67% (9)
- JJ310 STRENGTH OF MATERIAL Chapter 6 TorsionDokument21 SeitenJJ310 STRENGTH OF MATERIAL Chapter 6 TorsionAh Tiang0% (1)
- JJ308 REPORT Layout and Piping of The Steam Power Plant SystemDokument9 SeitenJJ308 REPORT Layout and Piping of The Steam Power Plant SystemAh Tiang86% (7)
- JJ310 STRENGTH OF MATERIAL Chapter 4 (B) Bending StressDokument14 SeitenJJ310 STRENGTH OF MATERIAL Chapter 4 (B) Bending StressAh TiangNoch keine Bewertungen
- JJ310 STRENGTH OF MATERIAL Chapter 5 (B) Beam DeflectionDokument18 SeitenJJ310 STRENGTH OF MATERIAL Chapter 5 (B) Beam DeflectionAh TiangNoch keine Bewertungen
- JJ310 STRENGTH OF MATERIAL Chapter 3 (A) Shear Force & Bending Moment ADokument22 SeitenJJ310 STRENGTH OF MATERIAL Chapter 3 (A) Shear Force & Bending Moment AAh TiangNoch keine Bewertungen
- JJ310 STRENGTH OF MATERIAL Chapter 5 (A) Beam DeflectionDokument20 SeitenJJ310 STRENGTH OF MATERIAL Chapter 5 (A) Beam DeflectionAh TiangNoch keine Bewertungen
- JJ310 STRENGTH OF MATERIAL Chapter 1 (A) Forces On MaterialDokument18 SeitenJJ310 STRENGTH OF MATERIAL Chapter 1 (A) Forces On MaterialAh Tiang100% (1)
- JJ310 STRENGTH OF MATERIAL Chapter 1 (B) Forces On MaterialDokument20 SeitenJJ310 STRENGTH OF MATERIAL Chapter 1 (B) Forces On MaterialAh TiangNoch keine Bewertungen
- JJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressDokument16 SeitenJJ310 STRENGTH OF MATERIAL Chapter 4 (A) Bending StressAh Tiang50% (2)
- JJ310 STRENGTH OF MATERIAL Chapter 2 Thermal Stresses and Composite BarsDokument20 SeitenJJ310 STRENGTH OF MATERIAL Chapter 2 Thermal Stresses and Composite BarsAh Tiang50% (6)
- JJ311 MECHANICAL OF MACHINE CH 5 BalancingDokument26 SeitenJJ311 MECHANICAL OF MACHINE CH 5 BalancingAh Tiang33% (3)
- BA201 Engineering Mathematic UNIT8 - Cramer's Rule and Inverse Matrix MethodDokument14 SeitenBA201 Engineering Mathematic UNIT8 - Cramer's Rule and Inverse Matrix MethodAh TiangNoch keine Bewertungen
- JJ306 Autodesk Inventor Week 2 - Project 3 - Air Cover PartDokument21 SeitenJJ306 Autodesk Inventor Week 2 - Project 3 - Air Cover PartAh TiangNoch keine Bewertungen
- JJ311 MECHANICAL OF MACHINE CH 3 Velocity and Acceleration DiagramDokument31 SeitenJJ311 MECHANICAL OF MACHINE CH 3 Velocity and Acceleration DiagramAh Tiang100% (1)
- JJ311 MECHANICAL OF MACHINE CH 4 FrictionDokument12 SeitenJJ311 MECHANICAL OF MACHINE CH 4 FrictionAh Tiang100% (2)
- JJ311 MECHANICAL OF MACHINE CH 2 Simple Harmonic MotionDokument38 SeitenJJ311 MECHANICAL OF MACHINE CH 2 Simple Harmonic MotionAh Tiang100% (3)
- JJ306 Autodesk Inventor Week 2 - Project 2 - Flange Manifold PartDokument42 SeitenJJ306 Autodesk Inventor Week 2 - Project 2 - Flange Manifold PartAh TiangNoch keine Bewertungen
- JJ311 Mechanical of Machine CH 1 HoistDokument15 SeitenJJ311 Mechanical of Machine CH 1 HoistAh Tiang100% (3)
- JF302 Material Technology Topic 4 Mechanical TestDokument4 SeitenJF302 Material Technology Topic 4 Mechanical TestAh TiangNoch keine Bewertungen
- JF302 Material Technology TOPIC 1 Material Structure and Binary Alloy SystemDokument26 SeitenJF302 Material Technology TOPIC 1 Material Structure and Binary Alloy SystemAh TiangNoch keine Bewertungen
- BA201 Engineering Mathematic UNIT7 - Matrices OperationDokument28 SeitenBA201 Engineering Mathematic UNIT7 - Matrices OperationAh TiangNoch keine Bewertungen
- BA201 Engineering Mathematic UNIT2 - Measures of Central TendencyDokument19 SeitenBA201 Engineering Mathematic UNIT2 - Measures of Central TendencyAh TiangNoch keine Bewertungen
- PassYear - JJ207 Thermodynamic - SesiJun2012Dokument7 SeitenPassYear - JJ207 Thermodynamic - SesiJun2012Ah TiangNoch keine Bewertungen
- Chapter 3 Cont'Dokument39 SeitenChapter 3 Cont'shruthi venkataramanNoch keine Bewertungen
- Process Instrumentation - Module 3Dokument100 SeitenProcess Instrumentation - Module 3ibuddhaNoch keine Bewertungen
- Fluid Pressure Measurement PDFDokument51 SeitenFluid Pressure Measurement PDFNateNoch keine Bewertungen
- Zweiköpfige Exzenter-Membranpumpe Als Miniaturpumpen Für Z. B. Portable GasanalysegeräteDokument3 SeitenZweiköpfige Exzenter-Membranpumpe Als Miniaturpumpen Für Z. B. Portable GasanalysegeräteSchwarzer Precision GmbH & Co. KGNoch keine Bewertungen
- Specialized Training For Oil Tankers CH 09 INERT GAS SYSTEMDokument41 SeitenSpecialized Training For Oil Tankers CH 09 INERT GAS SYSTEMLaurentiu Matei100% (2)
- Lab 3 PETE 310Dokument4 SeitenLab 3 PETE 310Jon DewsNoch keine Bewertungen
- D 5604 - 96 R01 - Rdu2mdq - PDFDokument5 SeitenD 5604 - 96 R01 - Rdu2mdq - PDFAbraham Gallardo OrtegaNoch keine Bewertungen
- Penelitian Absorbsi CO2 Dengan Solven MDEA Dan GliserolDokument10 SeitenPenelitian Absorbsi CO2 Dengan Solven MDEA Dan GliserolNanda Satya AnindraNoch keine Bewertungen
- HT1-2 - (Quantity of Heat) v2Dokument17 SeitenHT1-2 - (Quantity of Heat) v2Alrence BajumNoch keine Bewertungen
- Activity 3 DistillationDokument2 SeitenActivity 3 DistillationMaria Hazel AbayaNoch keine Bewertungen
- Introduction To Fluid Mechanics and HydraulicsDokument53 SeitenIntroduction To Fluid Mechanics and HydraulicsLily QuiNoch keine Bewertungen
- Pump Fundamentals: Darwin S. IbanezDokument58 SeitenPump Fundamentals: Darwin S. IbanezYsaiNoch keine Bewertungen
- F. M. 1Dokument3 SeitenF. M. 1Aashish PardeshiNoch keine Bewertungen
- Gas Laws in RespirationDokument3 SeitenGas Laws in Respirationroberto543Noch keine Bewertungen
- 2D System - Nature Nanotech. - Gibertini PDFDokument12 Seiten2D System - Nature Nanotech. - Gibertini PDFSuchanda MondalNoch keine Bewertungen
- FREEMIUM - 11th JEE - Hinglish - Valence Bond Theory - 53Dokument35 SeitenFREEMIUM - 11th JEE - Hinglish - Valence Bond Theory - 53Rathana sabpathyNoch keine Bewertungen
- Lectures of Second Semester ChemicalDokument53 SeitenLectures of Second Semester Chemicalعراقية KHNoch keine Bewertungen
- CompotecLine CrytocecDokument2 SeitenCompotecLine CrytocecSeptian FirdausNoch keine Bewertungen
- Lab 7 - Phase DiagramsDokument7 SeitenLab 7 - Phase Diagramsabd333Noch keine Bewertungen
- Three Phase Water Boiler 2253n42Dokument8 SeitenThree Phase Water Boiler 2253n42วรศิษฐ์ อ๋องNoch keine Bewertungen
- HW 1Dokument1 SeiteHW 1AlexSeniukNoch keine Bewertungen
- Performance Analysis of A Domestic Refrigerator Using Various Alternative RefrigerantDokument24 SeitenPerformance Analysis of A Domestic Refrigerator Using Various Alternative RefrigerantNovelty JournalsNoch keine Bewertungen
- Chapter 1 Thermal SensorsDokument20 SeitenChapter 1 Thermal SensorsAzizIkramNoch keine Bewertungen
- Phase and One Component SystemDokument5 SeitenPhase and One Component SystemMumtaz AhmadNoch keine Bewertungen
- Tabrizy, Vahid AlipourDokument114 SeitenTabrizy, Vahid AlipourJorge A. Vázquez OlveraNoch keine Bewertungen
- Chemical Principles 6th Edition Atkins Solutions ManualDokument12 SeitenChemical Principles 6th Edition Atkins Solutions Manualpaullopez22021999cke100% (21)
- Tim1 KelasADokument5 SeitenTim1 KelasARiatus SNoch keine Bewertungen
- SyngasDokument23 SeitenSyngasKaycee ChirendaNoch keine Bewertungen
- Class 6 Geography Monthly Test - Weather and ClimateDokument3 SeitenClass 6 Geography Monthly Test - Weather and ClimateEdu Tainment100% (2)
- Main ISM Ch07Dokument14 SeitenMain ISM Ch07Shoja Sammy RahimianNoch keine Bewertungen