Das könnte Ihnen auch gefallen
- Form A Sensus Harian Indikator MutuDokument12 SeitenForm A Sensus Harian Indikator MutuNurul IsnaeniNoch keine Bewertungen
- Operasi Beban MaksimumDokument203 SeitenOperasi Beban MaksimumShabrina GhassaniNoch keine Bewertungen
- Quality Costing M 41Dokument5 SeitenQuality Costing M 41sm munNoch keine Bewertungen
- Statistik - Rio Fanny Syarifaiz Prasetyo - 180709317Dokument4 SeitenStatistik - Rio Fanny Syarifaiz Prasetyo - 180709317Rio Fanny Syarifaiz PrasetyoNoch keine Bewertungen
- Compare balance sheets of Alok Industries and Abhishek IndustriesDokument5 SeitenCompare balance sheets of Alok Industries and Abhishek Industriesvicky_tiwari1023Noch keine Bewertungen
- 01.02 Conteo VehicularDokument12 Seiten01.02 Conteo VehicularJimy Julian Condor AlfaroNoch keine Bewertungen
- RefCAXDokument1 SeiteRefCAXApply SofttechNoch keine Bewertungen
- Kpi MeiDokument7 SeitenKpi MeianggaNoch keine Bewertungen
- L1.1 AHP Level 1 v2Dokument26 SeitenL1.1 AHP Level 1 v2Yunial LailyNoch keine Bewertungen
- Maturity ZCYC (%) FWD RateDokument4 SeitenMaturity ZCYC (%) FWD RateGaurav SharmaNoch keine Bewertungen
- 3 Population Mean WorkbookDokument8 Seiten3 Population Mean WorkbookJohn SmithNoch keine Bewertungen
- Value at Risk ExercisesDokument6 SeitenValue at Risk ExercisesMeeroButtNoch keine Bewertungen
- Caso 4 InventariosDokument8 SeitenCaso 4 InventariosClari ClaritaNoch keine Bewertungen
- Lampiran 1 Latihan SpssDokument6 SeitenLampiran 1 Latihan SpssErwin NataNoch keine Bewertungen
- Uji ProgresDokument19 SeitenUji ProgresRAMA PUTRANoch keine Bewertungen
- Laporan Praktikum StatistikaDokument74 SeitenLaporan Praktikum StatistikaElexi Violletta Zidomi 2242101998Noch keine Bewertungen
- Mehran University of Engineering and Technology, JamshoroDokument6 SeitenMehran University of Engineering and Technology, JamshoroMuhammad Fahad AliNoch keine Bewertungen
- TALLER 5 DefinitivoDokument135 SeitenTALLER 5 DefinitivoLilia Nelly AREVALO ROJASNoch keine Bewertungen
- CONTOH DATA REGRESI DUMMYDokument10 SeitenCONTOH DATA REGRESI DUMMYBayu SaputraNoch keine Bewertungen
- Soal No 2Dokument3 SeitenSoal No 2priya teguhNoch keine Bewertungen
- LEUKOSIT, ERITROSIT and MEAN VALUES ReportDokument8 SeitenLEUKOSIT, ERITROSIT and MEAN VALUES ReportMOD RSPHSNoch keine Bewertungen
- Data Analysis (PLC) 2021Dokument3 SeitenData Analysis (PLC) 2021SHAHARATULNoch keine Bewertungen
- Obra EntregadaDokument7 SeitenObra EntregadaLEIDY RUALESNoch keine Bewertungen
- Score Conversion Tables 2018 ENGAADokument1 SeiteScore Conversion Tables 2018 ENGAAClintDoesMusicNoch keine Bewertungen
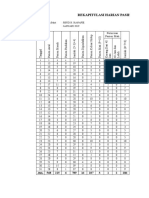
- Daily patient recapitulation inpatientDokument10 SeitenDaily patient recapitulation inpatientZiy RakelNoch keine Bewertungen
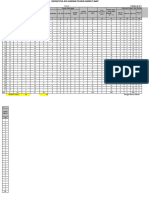
- Construction Project Cost and Progress ReportDokument2 SeitenConstruction Project Cost and Progress ReportOsamafaktafinish NdruruNoch keine Bewertungen
- WC List - 06-08-19Dokument147 SeitenWC List - 06-08-19roniNoch keine Bewertungen
- Group8 IBRM Assin07 Data 20221115Dokument16 SeitenGroup8 IBRM Assin07 Data 20221115jinklad47Noch keine Bewertungen
- Analisis Pencapaian Headcount Ppt/Ar2 Mata Pelajaran: Sekolah: Sekolah Menengah Kebangsaan Sri Kampar Tingkatan: T5Dokument15 SeitenAnalisis Pencapaian Headcount Ppt/Ar2 Mata Pelajaran: Sekolah: Sekolah Menengah Kebangsaan Sri Kampar Tingkatan: T5ryn8011Noch keine Bewertungen
- Process Capability Study TemplateDokument3 SeitenProcess Capability Study Templateapi-3852736100% (4)
- KHB SPN Tingkatan 3 Baiduri Analisis Item PercubaanDokument1 SeiteKHB SPN Tingkatan 3 Baiduri Analisis Item PercubaanFairus MinNoch keine Bewertungen
- KHB SPN Tingkatan 3 Baiduri Analisis Item PercubaanDokument1 SeiteKHB SPN Tingkatan 3 Baiduri Analisis Item PercubaanFairus MinNoch keine Bewertungen
- Nombor Soalan Markah Bahagian A 0 1 2 3Dokument1 SeiteNombor Soalan Markah Bahagian A 0 1 2 3Fairus MofireNoch keine Bewertungen
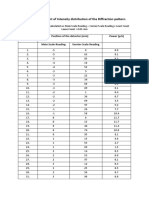
- (A) Measurement of Intensity Distribution of The Diffraction PatternDokument2 Seiten(A) Measurement of Intensity Distribution of The Diffraction PatternBhupesh YadavNoch keine Bewertungen
- Item AnalysisDokument3 SeitenItem AnalysisWan Nur AmalinaNoch keine Bewertungen
- I Qi Benefícios Netos Marg. Nuevas Asignaciones R R Asignaciones S. X Qi+ DQ X X X 6-2x 7-3x 8-x XDokument3 SeitenI Qi Benefícios Netos Marg. Nuevas Asignaciones R R Asignaciones S. X Qi+ DQ X X X 6-2x 7-3x 8-x XAntonny Luis Cabrera AlcantaraNoch keine Bewertungen
- Project Risk Management: Assignment No 2Dokument4 SeitenProject Risk Management: Assignment No 2USMAN TANVIRNoch keine Bewertungen
- Triple Sampling Curve Analysis and Probability CalculationsDokument44 SeitenTriple Sampling Curve Analysis and Probability CalculationsnoerNoch keine Bewertungen
- Group AssignmentDokument3 SeitenGroup Assignmentchegger accountNoch keine Bewertungen
- GC-MS detection of compound 4 in amphetamine sampleDokument3 SeitenGC-MS detection of compound 4 in amphetamine sampleSascha KoenenNoch keine Bewertungen
- Employee Absenteeism and Distance to Work RelationshipDokument11 SeitenEmployee Absenteeism and Distance to Work RelationshipLianne Claire San JoseNoch keine Bewertungen
- Brand Loyalty Data Logistic RegressionDokument4 SeitenBrand Loyalty Data Logistic Regressionritesh choudhuryNoch keine Bewertungen
- Achieving 80% Coverage of Complete Basic Immunization (IDLDokument29 SeitenAchieving 80% Coverage of Complete Basic Immunization (IDLeyun k firdausNoch keine Bewertungen
- DR - Amy Yasko Microbes Metals MethylationDokument211 SeitenDR - Amy Yasko Microbes Metals Methylationmaimutalin100% (2)
- KEPL-MR-17 - Summary of Internal Audit NCRDokument2 SeitenKEPL-MR-17 - Summary of Internal Audit NCRAvijit SenNoch keine Bewertungen
- Tugas Sesi 12 - Statistik Bisnis1 - Rintan Fujianti R - 1011119120918Dokument3 SeitenTugas Sesi 12 - Statistik Bisnis1 - Rintan Fujianti R - 1011119120918rintan fujianti rNoch keine Bewertungen
- 0° 5° K KP V: ProgramsDokument1 Seite0° 5° K KP V: ProgramsFernando FanteNoch keine Bewertungen
- AGO 732 Master Sheet 2023Dokument1 SeiteAGO 732 Master Sheet 2023Abdul IliyazNoch keine Bewertungen
- Ejercicios 0.07Dokument3 SeitenEjercicios 0.07Isis CarvajalNoch keine Bewertungen
- Book 1Dokument5 SeitenBook 1ma nurulhaqNoch keine Bewertungen
- Accounting Management System1Dokument86 SeitenAccounting Management System1Kristina PabloNoch keine Bewertungen
- Formula and discount factor sheetDokument3 SeitenFormula and discount factor sheetMohammad helal uddin ChowdhuryNoch keine Bewertungen
- Stuti Shah POMDokument14 SeitenStuti Shah POMKiran VidhaniNoch keine Bewertungen
- Nombre: Rosas García Paola Yamilet Ingeniería de Sistemas IiDokument6 SeitenNombre: Rosas García Paola Yamilet Ingeniería de Sistemas IiPAOLA YAMILET ROSAS GARCIANoch keine Bewertungen
- Sensus HarianDokument2 SeitenSensus HarianAlfin ApalahNoch keine Bewertungen
- Practice Questions - Statistical Process ControlDokument3 SeitenPractice Questions - Statistical Process ControlSachin SinghNoch keine Bewertungen
- Perancangan Sistem Kerja Ergonomi Pert-5 TriyoDokument9 SeitenPerancangan Sistem Kerja Ergonomi Pert-5 Triyotriyoh30Noch keine Bewertungen
- Chi CuadradoDokument3 SeitenChi CuadradoNailetiNoch keine Bewertungen
- EconometricsDokument30 SeitenEconometricsNini TkemaladzeNoch keine Bewertungen
- Math Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesVon EverandMath Practice Simplified: Decimals & Percents (Book H): Practicing the Concepts of Decimals and PercentagesBewertung: 5 von 5 Sternen5/5 (3)
- Ancient CareDokument2 SeitenAncient CareAkash MarathakamNoch keine Bewertungen
- SyringomyeliaDokument17 SeitenSyringomyeliaAkash Marathakam100% (2)
- Total Quality Management and Cost of QualityDokument67 SeitenTotal Quality Management and Cost of QualityAkash Marathakam100% (1)
- (Certified) Reference Materials: Ioannis PapadakisDokument35 Seiten(Certified) Reference Materials: Ioannis PapadakisAkash MarathakamNoch keine Bewertungen
- Validation of Analytical MethodsDokument53 SeitenValidation of Analytical MethodsAkash Marathakam100% (2)
- Iso 9000Dokument66 SeitenIso 9000Akash MarathakamNoch keine Bewertungen
- Hadjicostas - GLPDokument37 SeitenHadjicostas - GLPAkash MarathakamNoch keine Bewertungen
- Amino AcidsDokument25 SeitenAmino AcidsAkash Marathakam60% (5)
- Thin Layer Chromatography InvestigationsDokument23 SeitenThin Layer Chromatography InvestigationsAkash Marathakam50% (2)
- Practical Organic ChemistryDokument598 SeitenPractical Organic ChemistryGerardo Estrada99% (127)
- Accreditation or Certification For LaboratoriesDokument57 SeitenAccreditation or Certification For LaboratoriesAkash MarathakamNoch keine Bewertungen
- Introduction To Chromatography TheoryDokument18 SeitenIntroduction To Chromatography TheoryAkash Marathakam33% (3)
- ElecsyyysDokument45 SeitenElecsyyysARIF AHAMMED PNoch keine Bewertungen
- Improvement of AOAC Official Method 98427 For TheDokument36 SeitenImprovement of AOAC Official Method 98427 For Theputut d. utomoNoch keine Bewertungen
- Astm C114 18Dokument12 SeitenAstm C114 18maniharimeenaNoch keine Bewertungen
- Sodium in Water by Atomic Absorption SpectrophotometryDokument4 SeitenSodium in Water by Atomic Absorption SpectrophotometryAnonh AdikoNoch keine Bewertungen
- ILAC G12-2000 Guidelines For The Requirements For The Competence of Reference Materials ProducersDokument47 SeitenILAC G12-2000 Guidelines For The Requirements For The Competence of Reference Materials ProducersThippaya Junvee Fortune100% (2)
- Hair Repair CreamDokument2 SeitenHair Repair CreamHoracio GutierrezNoch keine Bewertungen
- Certified Reference Material AnalysisDokument4 SeitenCertified Reference Material AnalysisAnubhav LakhmaniNoch keine Bewertungen
- Coa PCTDokument9 SeitenCoa PCTMargaretaNoch keine Bewertungen
- Analytical Measurement UncertaintyDokument240 SeitenAnalytical Measurement Uncertaintyzilangamba_s4535Noch keine Bewertungen
- Eurachem 2019 Metrological TraceabilityDokument2 SeitenEurachem 2019 Metrological TraceabilityaloediyahNoch keine Bewertungen
- Iso Guide 30 Amd1-2008Dokument9 SeitenIso Guide 30 Amd1-2008Erick Leonardo Valle MendozaNoch keine Bewertungen
- CRM PPC BlainesDokument2 SeitenCRM PPC BlainesVara Prasad PaluriNoch keine Bewertungen
- A Method For The Rapid Evaluation of Leather Biodegradability During TheDokument11 SeitenA Method For The Rapid Evaluation of Leather Biodegradability During ThePABLITONoch keine Bewertungen
- EP25-A - Measuring Instability in The World of IVDDokument21 SeitenEP25-A - Measuring Instability in The World of IVDLorenaNoch keine Bewertungen
- ASTM G156.37902 Standard Practice For Selecting and Characterizing Weathering Reference Materials PDFDokument4 SeitenASTM G156.37902 Standard Practice For Selecting and Characterizing Weathering Reference Materials PDFkkakosimNoch keine Bewertungen
- A2LA - P102 PoliticasDokument26 SeitenA2LA - P102 PoliticasAnonymous HI6BetNoch keine Bewertungen
- E1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFDokument10 SeitenE1225-13 Standard Test Method For Thermal Conductivity of Solids Using The Guarded - Comparative PDFFernando Gastañaga Flores100% (2)
- GD0520 00 - Iron Cromazurol - 0Dokument2 SeitenGD0520 00 - Iron Cromazurol - 0Abdalrhman FarajNoch keine Bewertungen
- Iarm 4CDokument2 SeitenIarm 4CSunil KotwadekarNoch keine Bewertungen
- ASTM D5373-16 Standard Test Methods For Determination of Carbon, Hydroge...Dokument11 SeitenASTM D5373-16 Standard Test Methods For Determination of Carbon, Hydroge...akloioNoch keine Bewertungen
- CANNON Asphalt BrochureDokument12 SeitenCANNON Asphalt BrochureMohammed AliNoch keine Bewertungen
- Certificate of Analysis: 12X 19MNVS6Dokument4 SeitenCertificate of Analysis: 12X 19MNVS6rahulNoch keine Bewertungen
- NIST Traceable UV/Vis/NIR Reference Sets: ISO/IEC-17025 Accredited ISO Guide 34Dokument36 SeitenNIST Traceable UV/Vis/NIR Reference Sets: ISO/IEC-17025 Accredited ISO Guide 34Quoc BinhNoch keine Bewertungen
- Official: Usp Reference StandardsDokument4 SeitenOfficial: Usp Reference StandardsAbsheen ZamanNoch keine Bewertungen
- Astm E2857Dokument5 SeitenAstm E2857jrlr65100% (2)
- 4.13 Elemental Analysis Manual For Food and Related ProductsDokument15 Seiten4.13 Elemental Analysis Manual For Food and Related ProductsedwardlistNoch keine Bewertungen
- CRM Datasheet 2013.1Dokument2 SeitenCRM Datasheet 2013.1cahaya ayaNoch keine Bewertungen
- NISTIR 7383 20130424 20160123revDokument141 SeitenNISTIR 7383 20130424 20160123revDirector TYONoch keine Bewertungen
- Nabl 143Dokument11 SeitenNabl 143rahulNoch keine Bewertungen
- Total Mercury in Coal and Coal Combustion Residues by Acid Extraction or Wet Oxidation/Cold Vapor Atomic AbsorptionDokument7 SeitenTotal Mercury in Coal and Coal Combustion Residues by Acid Extraction or Wet Oxidation/Cold Vapor Atomic AbsorptionahmedNoch keine Bewertungen