Das könnte Ihnen auch gefallen
- Processes Used To Form Metallic MaterialsDokument23 SeitenProcesses Used To Form Metallic MaterialsHimanshu GuptaNoch keine Bewertungen
- Plastic Metal Forming of Metals and PowdersDokument20 SeitenPlastic Metal Forming of Metals and Powdersيوسف عادل حسانينNoch keine Bewertungen
- Extrusion and DrawingDokument19 SeitenExtrusion and DrawingBatuhan YildizNoch keine Bewertungen
- Cold Roll Forming MachineDokument43 SeitenCold Roll Forming MachineVishw Group IndiaNoch keine Bewertungen
- Sheet FormingDokument18 SeitenSheet FormingBachar FouadNoch keine Bewertungen
- Pneumatic Auto Feed Sheet Cutting MachineDokument5 SeitenPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Sheet Metal WorkingDokument23 SeitenSheet Metal WorkingSujit MishraNoch keine Bewertungen
- Sheet FormingDokument4 SeitenSheet Formingvenkat_222123Noch keine Bewertungen
- Forming Assessment Questions - SanfoundryDokument5 SeitenForming Assessment Questions - SanfoundryrahmaNoch keine Bewertungen
- Gas Tungsten Arc Welding ProcessDokument9 SeitenGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Broach and Form ToolDokument20 SeitenBroach and Form Toolsonu kumarNoch keine Bewertungen
- TIG Welding Amp ChartsDokument3 SeitenTIG Welding Amp ChartsHikmet ParakNoch keine Bewertungen
- Mould BaseDokument8 SeitenMould BaseMould Base ManufacturerNoch keine Bewertungen
- Plastic Molding MachineDokument46 SeitenPlastic Molding Machinenthung114Noch keine Bewertungen
- Module 1 MergedDokument209 SeitenModule 1 MergedDivyansh JainNoch keine Bewertungen
- Dies1 2Dokument23 SeitenDies1 2Ajay BabuNoch keine Bewertungen
- TB Grinding EnglishDokument20 SeitenTB Grinding EnglishVk PrabakranNoch keine Bewertungen
- Arc Welding Process PDFDokument12 SeitenArc Welding Process PDFBiswanath RoulNoch keine Bewertungen
- Sheet Metal Processes BendingDokument11 SeitenSheet Metal Processes BendingYashvir SinghNoch keine Bewertungen
- PressWorking SDokument49 SeitenPressWorking SRafiqueNoch keine Bewertungen
- Mechanism of RollingDokument4 SeitenMechanism of RollingGanesh Kotipalli100% (1)
- Metal FormingDokument7 SeitenMetal FormingAl Fredo100% (3)
- Turning and Drilling PPT MFG Chapter23 FinalDokument78 SeitenTurning and Drilling PPT MFG Chapter23 FinalRavichandran GNoch keine Bewertungen
- Solidification Analysis of Investment Cast Knee Joint ImplantDokument7 SeitenSolidification Analysis of Investment Cast Knee Joint ImplantijsretNoch keine Bewertungen
- For Wood Cutter MachineDokument19 SeitenFor Wood Cutter MachineRahul Rajput100% (1)
- NC CNC Machine ToolDokument50 SeitenNC CNC Machine ToolShoaib MultaniNoch keine Bewertungen
- Casting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Dokument59 SeitenCasting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Kanav GoyalNoch keine Bewertungen
- Generalitati Mold DesignDokument9 SeitenGeneralitati Mold DesignStefan VladNoch keine Bewertungen
- Pr2302 Metal Forming TechnologyDokument1 SeitePr2302 Metal Forming TechnologyarunsunderNoch keine Bewertungen
- MP SheetMetal PDFDokument48 SeitenMP SheetMetal PDFNhan LeNoch keine Bewertungen
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDokument86 SeitenSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- Welded Tube PDFDokument17 SeitenWelded Tube PDFhirenkumar patelNoch keine Bewertungen
- Mini Review On Desiging of Press Tools For Sheet Metal PartsDokument11 SeitenMini Review On Desiging of Press Tools For Sheet Metal Partsdhananjaya_eeeNoch keine Bewertungen
- Squeeze Casting - An Overview PDFDokument9 SeitenSqueeze Casting - An Overview PDFDian Try SaputriNoch keine Bewertungen
- Edm ReportDokument25 SeitenEdm ReportPablo Contreras100% (1)
- Design of Miniature GearboxDokument32 SeitenDesign of Miniature GearboxSatish HSNoch keine Bewertungen
- SHEARINGDokument6 SeitenSHEARINGanmol6237Noch keine Bewertungen
- Cutting & Stripping MCDokument2 SeitenCutting & Stripping MCMuh TadinNoch keine Bewertungen
- Plastic Design Guide - Part Design, Material Selection, Processing ConditionsDokument5 SeitenPlastic Design Guide - Part Design, Material Selection, Processing ConditionsAdithya SjNoch keine Bewertungen
- Aferican Oxcart Design and ManufactureDokument62 SeitenAferican Oxcart Design and ManufacturereissmachinistNoch keine Bewertungen
- Ch21 Fundamentals of Cutting2Dokument70 SeitenCh21 Fundamentals of Cutting2manojc68Noch keine Bewertungen
- CNC Products and ServicesDokument24 SeitenCNC Products and ServicesPaul VeramendiNoch keine Bewertungen
- U1Metal Cutting & Tool DesignDokument62 SeitenU1Metal Cutting & Tool DesignVansh puriNoch keine Bewertungen
- Dry Machining: Under The Guidance of Prof. S. R. PatilDokument19 SeitenDry Machining: Under The Guidance of Prof. S. R. PatilChetan ChaudhariNoch keine Bewertungen
- Lec 6 Extrusion Metal WorkingDokument29 SeitenLec 6 Extrusion Metal WorkingSidra SaeedNoch keine Bewertungen
- Spinning: Department of Mechanical Engineering, BVCOE & RI NasikDokument37 SeitenSpinning: Department of Mechanical Engineering, BVCOE & RI NasikKaustubh JoshiNoch keine Bewertungen
- Free Hand Skech Book - 579Dokument22 SeitenFree Hand Skech Book - 579mpatilboy25Noch keine Bewertungen
- The Art of Sheet Metal DesignDokument3 SeitenThe Art of Sheet Metal Designsssf-dobojNoch keine Bewertungen
- Sheet Metal Working PDFDokument75 SeitenSheet Metal Working PDFKainat jamilNoch keine Bewertungen
- A-313 - 98Dokument7 SeitenA-313 - 98José Ramón GutierrezNoch keine Bewertungen
- PCD Wire Edm Technology PDFDokument6 SeitenPCD Wire Edm Technology PDFyorf1989Noch keine Bewertungen
- Introduction To Forging ProcessDokument8 SeitenIntroduction To Forging ProcessSirat kalsiiNoch keine Bewertungen
- 6.pneumatic Operated Multi Purpose Grinding MachineDokument33 Seiten6.pneumatic Operated Multi Purpose Grinding Machinevijay vijay100% (1)
- Unit-III - Theory On The Metal Cutting OperationDokument217 SeitenUnit-III - Theory On The Metal Cutting OperationKansath KamalNoch keine Bewertungen
- Deep DrawDokument4 SeitenDeep DrawCarlos FiorilloNoch keine Bewertungen
- Unit-I Theory of Metal CuttingDokument73 SeitenUnit-I Theory of Metal CuttingSarvesh Kumarasamy100% (1)
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- Dimethyl Ether Synthesis From CO2 Hydrogenation On ADokument8 SeitenDimethyl Ether Synthesis From CO2 Hydrogenation On AshaNoch keine Bewertungen
- A New Approach For Sizing Finger Type MuDokument14 SeitenA New Approach For Sizing Finger Type Musenopati libraryNoch keine Bewertungen
- Polyester-Based Coil CoatingsDokument7 SeitenPolyester-Based Coil CoatingsRodolvano EmilianoNoch keine Bewertungen
- Jacketed Tubing Fittings Data SheetDokument4 SeitenJacketed Tubing Fittings Data SheetadrianioantomaNoch keine Bewertungen
- Arrestor ListDokument4 SeitenArrestor ListHassan GDOURANoch keine Bewertungen
- علاء ملف واحدDokument53 Seitenعلاء ملف واحدحسنين محمد عبدالرضا فليحNoch keine Bewertungen
- 3 3 6 5 7 2 2 3 6 5 7 Sodium Bicarbonate Citric Acid Water Carbon Dioxide Sodium CitrateDokument2 Seiten3 3 6 5 7 2 2 3 6 5 7 Sodium Bicarbonate Citric Acid Water Carbon Dioxide Sodium Citratemuhammad shoaibNoch keine Bewertungen
- Internal Flow: Fluid Mechanics: Fundamentals and Applications, 2nd EditionDokument103 SeitenInternal Flow: Fluid Mechanics: Fundamentals and Applications, 2nd EditionFurkan memonNoch keine Bewertungen
- BAB-7 Pengolahan Limbah Gas - (B)Dokument49 SeitenBAB-7 Pengolahan Limbah Gas - (B)Hafizh tarunaNoch keine Bewertungen
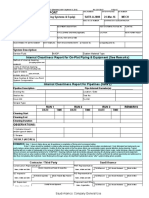
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechDokument2 SeitenSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 24-Mar-16 MechSajid ShaikhNoch keine Bewertungen
- Science 7 Quarter 3 Summative TestDokument3 SeitenScience 7 Quarter 3 Summative TestQueenie Jam BautistaNoch keine Bewertungen
- Minimum and Full Fluidization Velocity For Alumina Used in The Aluminum SmelterDokument7 SeitenMinimum and Full Fluidization Velocity For Alumina Used in The Aluminum SmelterTerrence Terry BhengoeNoch keine Bewertungen
- Fabrizio Fornasiero ResumeDokument1 SeiteFabrizio Fornasiero ResumeAtifIqbalKidwaiNoch keine Bewertungen
- Lean in Apparel IndustryDokument52 SeitenLean in Apparel IndustryWaqar Afzal100% (1)
- iGCSE - Chem - Worksheet 20 - RatesDokument3 SeiteniGCSE - Chem - Worksheet 20 - Rateskashif mohammedNoch keine Bewertungen
- Sheet 3Dokument5 SeitenSheet 3Yasmin RedaNoch keine Bewertungen
- Directional Solenoid and Pneumatic ValvesDokument176 SeitenDirectional Solenoid and Pneumatic ValvesKelvin Viza SoraideNoch keine Bewertungen
- Sampling Conditioning SystemDokument24 SeitenSampling Conditioning System王祚Noch keine Bewertungen
- Andrew Pravin - Field OperatorDokument6 SeitenAndrew Pravin - Field OperatorVenkatesh VaradarajanNoch keine Bewertungen
- Exothermic Endothermic Exothermic EndothermicDokument2 SeitenExothermic Endothermic Exothermic EndothermiccharlesNoch keine Bewertungen
- Unit Operations in Tablet Manufacturing MainDokument13 SeitenUnit Operations in Tablet Manufacturing MainMd. Neyamat UllahNoch keine Bewertungen
- Fluid Mechanics & Fluid Machines (Book)Dokument269 SeitenFluid Mechanics & Fluid Machines (Book)Aaditya SrivastavaNoch keine Bewertungen
- HYDREX™ - Full Range of Water Treatment Additives - Brochure - LRDokument4 SeitenHYDREX™ - Full Range of Water Treatment Additives - Brochure - LRAntonio CardosoNoch keine Bewertungen
- Topic 2.0. Introduction To Process ControlpptxDokument48 SeitenTopic 2.0. Introduction To Process ControlpptxProsper ChimukaNoch keine Bewertungen
- ESL School OF WeldingDokument1 SeiteESL School OF WeldingesltrichyseoNoch keine Bewertungen
- Master Plumber Elements Bank - 01 QuestionsDokument19 SeitenMaster Plumber Elements Bank - 01 QuestionsEdric Andrew FontelaraNoch keine Bewertungen
- Flow Meter Selection TableDokument1 SeiteFlow Meter Selection TableZaineb ElhamdiNoch keine Bewertungen
- N5 Industrial Instruments August 2021Dokument8 SeitenN5 Industrial Instruments August 2021Kelsey BothaNoch keine Bewertungen
- Multi Component DistilationDokument3 SeitenMulti Component DistilationKaleem UllahNoch keine Bewertungen
- Refrigeration Cycle Presentation 1 JSarkarDokument11 SeitenRefrigeration Cycle Presentation 1 JSarkarKusmakarNoch keine Bewertungen