Das könnte Ihnen auch gefallen
- Procedure D'etalonnageDokument5 SeitenProcedure D'etalonnagelame lame2086% (7)
- Metrologie - Incertitude de MesureDokument6 SeitenMetrologie - Incertitude de MesureReignac100% (1)
- Incertitudes de Mesures TDokument22 SeitenIncertitudes de Mesures TYessine Mrabet100% (1)
- Cours de MétrologieDokument79 SeitenCours de MétrologieMohamed SahilNoch keine Bewertungen
- Cours MetrologieDokument41 SeitenCours MetrologieAbdelouahab Elhaji100% (2)
- Metrologie DimensionnelleDokument100 SeitenMetrologie Dimensionnelleachrofo89% (9)
- Metrologie PDFDokument106 SeitenMetrologie PDFhamou2577100% (3)
- Fonction Metrologie PDFDokument48 SeitenFonction Metrologie PDFBechir Ouhibi100% (3)
- MétrologieDokument56 SeitenMétrologieHakim Badri100% (4)
- Audit Fonction MetrologieDokument10 SeitenAudit Fonction MetrologieAnonh Adiko100% (2)
- Analyse Du Système de Mesure MSA: Fethi Derbeli 2021Dokument81 SeitenAnalyse Du Système de Mesure MSA: Fethi Derbeli 2021thouraya hadj hassenNoch keine Bewertungen
- M3312C GestionMetrologie CM (Prof)Dokument96 SeitenM3312C GestionMetrologie CM (Prof)noreddine saddouk100% (1)
- Guide Metrologie IndustrielleDokument105 SeitenGuide Metrologie IndustrielleBessem Younes75% (4)
- Cours de Métrologie Chap I Microsoft PowerPointDokument26 SeitenCours de Métrologie Chap I Microsoft PowerPointAbdelilah Mhaini100% (1)
- Métrologie IntéressantDokument133 SeitenMétrologie IntéressantHoussem Eddine Sassi0% (1)
- Métrologie: Fascicule de DocumentationDokument29 SeitenMétrologie: Fascicule de DocumentationHamza El-ghrir100% (1)
- Les Incertitudes en Métrologie TridimensionnelDokument32 SeitenLes Incertitudes en Métrologie TridimensionnelIsmail KlilaNoch keine Bewertungen
- Mode Operatoire Pied A CoulisseDokument5 SeitenMode Operatoire Pied A CoulisseaymenNoch keine Bewertungen
- Comment Étalonner Les ManomètresDokument2 SeitenComment Étalonner Les ManomètresGhalem KramNoch keine Bewertungen
- Livre Blanc MetrologieDokument20 SeitenLivre Blanc Metrologiemilou88Noch keine Bewertungen
- Initiation À La Recherche Dans Les Sciences Humaines (M.-A. Tremblay. McGraw-Hill, 1968) PDFDokument443 SeitenInitiation À La Recherche Dans Les Sciences Humaines (M.-A. Tremblay. McGraw-Hill, 1968) PDFErwan MorelNoch keine Bewertungen
- Cours de MétrologieDokument67 SeitenCours de Métrologiedomgue lorraine ildaNoch keine Bewertungen
- Pied A Coulisse Numérique Version FinalDokument43 SeitenPied A Coulisse Numérique Version FinalNawres MejriNoch keine Bewertungen
- Cours 17025 PDFDokument208 SeitenCours 17025 PDFhlbi50% (2)
- Calcul Des Incertitudes de Mesures Selon La Methode Gum NF EnvDokument32 SeitenCalcul Des Incertitudes de Mesures Selon La Methode Gum NF EnvNacer Mezghiche100% (1)
- 1 - Qu'Est Ce Que La Métrologie CoursDokument47 Seiten1 - Qu'Est Ce Que La Métrologie CoursAchy Joseph EtienneNoch keine Bewertungen
- NF Env 13005 IncertitudesDokument117 SeitenNF Env 13005 IncertitudesHocine Chelghoum100% (1)
- La Politique Du ProduitDokument15 SeitenLa Politique Du ProduitTaha Can100% (2)
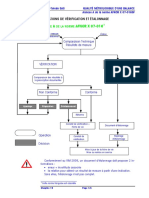
- Chapitre 04a - Vérification D'une BalanceDokument14 SeitenChapitre 04a - Vérification D'une BalanceGhaithNoch keine Bewertungen
- Cours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFDokument176 SeitenCours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFKenza Ammor100% (1)
- FORMATION ISO-CEI 17025-Version 1Dokument199 SeitenFORMATION ISO-CEI 17025-Version 1Hamed Lot ArjNoch keine Bewertungen
- Cours 3 Étalonnage Et Vérification BalanceDokument31 SeitenCours 3 Étalonnage Et Vérification BalanceHamza El-ghrir100% (1)
- Chapitre 4 Fonction Métrologique Dans L'entrepriseDokument27 SeitenChapitre 4 Fonction Métrologique Dans L'entrepriseMounir ben achourNoch keine Bewertungen
- Metrologie IDokument32 SeitenMetrologie ITim Stelens Seka100% (2)
- Etalonnage Manometre PDFDokument2 SeitenEtalonnage Manometre PDFKeith50% (2)
- Tables StatistiquesDokument13 SeitenTables StatistiquesVaio SonyNoch keine Bewertungen
- Métrologie PrésentationDokument176 SeitenMétrologie PrésentationLouafi Youssef100% (2)
- 4 - MétrologieDokument18 Seiten4 - MétrologieHassan HoudoudNoch keine Bewertungen
- La Métrologie IndustrielleDokument11 SeitenLa Métrologie IndustrielleHouss em100% (1)
- Chapitre 19 - Étalonnage Et VérificationDokument4 SeitenChapitre 19 - Étalonnage Et VérificationGhaith100% (1)
- Etalonnage TemDokument18 SeitenEtalonnage TemmakremNoch keine Bewertungen
- Bonne Partique Pesage PDFDokument76 SeitenBonne Partique Pesage PDFRaïsseNoch keine Bewertungen
- Formation Estimation Et Calcul Des Incertitudes de MesureDokument97 SeitenFormation Estimation Et Calcul Des Incertitudes de MesureNOUR DAGHESNINoch keine Bewertungen
- Lab Gta 95 PDFDokument46 SeitenLab Gta 95 PDFÄbÔùbäkër Ïd ÔmârNoch keine Bewertungen
- MetrologieDokument43 SeitenMetrologieOussamaNaciri67% (3)
- Caractérisation D'un Générateur de TempératureDokument10 SeitenCaractérisation D'un Générateur de TempératureNawres MejriNoch keine Bewertungen
- Pro-Pied A CoulisseDokument5 SeitenPro-Pied A Coulissemichel0% (1)
- Gestion Metrologie 2015 2016Dokument6 SeitenGestion Metrologie 2015 2016DK KDNoch keine Bewertungen
- Etalonage Des ThermohygrometreDokument5 SeitenEtalonage Des Thermohygrometreabdelhakim ougaidaNoch keine Bewertungen
- Métrologie Dans L'entrepriseDokument58 SeitenMétrologie Dans L'entrepriseAchat LyesNoch keine Bewertungen
- Ciranda Da Bailarina - Chico BuarqueDokument4 SeitenCiranda Da Bailarina - Chico BuarqueElton Coelho100% (1)
- Presentation Generale Metrologie v6 OlasDokument21 SeitenPresentation Generale Metrologie v6 Olasامين بوعزيزNoch keine Bewertungen
- Fonction Metrologie PDFDokument48 SeitenFonction Metrologie PDFOussama BouzidNoch keine Bewertungen
- Estimation IncertitudesDokument35 SeitenEstimation IncertitudesBacem Chaabane100% (1)
- Metrologie PDFDokument103 SeitenMetrologie PDFenzoNoch keine Bewertungen
- Caracterisation de Fours Metrologiques1Dokument38 SeitenCaracterisation de Fours Metrologiques1nakaruru55Noch keine Bewertungen
- Qualification Metrologie Dimensionnelle Et Géometrique PDFDokument73 SeitenQualification Metrologie Dimensionnelle Et Géometrique PDFsaid3232100% (2)
- These ÉtalonnageDokument198 SeitenThese ÉtalonnageEMA54Noch keine Bewertungen
- Fonction Métrologique-Office 2015Dokument67 SeitenFonction Métrologique-Office 2015Ahmed HamadaNoch keine Bewertungen
- ISO 17025 Partie 2 Chapitre 5 FormationDokument70 SeitenISO 17025 Partie 2 Chapitre 5 FormationMaryem Rezgui100% (1)
- Accreditation - NM - ISOCEI - 17025-A - 311 - Tableau - de - Tracabilite - MetrologiqueDokument3 SeitenAccreditation - NM - ISOCEI - 17025-A - 311 - Tableau - de - Tracabilite - MetrologiqueyassineNoch keine Bewertungen
- Devoir Maison MétrologieDokument6 SeitenDevoir Maison MétrologieMelissa CHERROUKNoch keine Bewertungen
- Calibration Process Requirements - PresentationDokument13 SeitenCalibration Process Requirements - PresentationdiopNoch keine Bewertungen
- Blanchin 1Dokument61 SeitenBlanchin 1Régis OngolloNoch keine Bewertungen
- Vii-210 1Dokument4 SeitenVii-210 1vista10Noch keine Bewertungen
- PQBE16V16S31pp PDFDokument31 SeitenPQBE16V16S31pp PDFvista10Noch keine Bewertungen
- Les IncertitudesDokument3 SeitenLes IncertitudesLine Hustling DollarNoch keine Bewertungen
- Les IncertitudesDokument3 SeitenLes IncertitudesLine Hustling DollarNoch keine Bewertungen
- Valve TroubleshootingDokument10 SeitenValve Troubleshootingvista10Noch keine Bewertungen
- Chap08 Cartes ShewhartDokument10 SeitenChap08 Cartes ShewhartWerner Schrammel100% (1)
- Cours de Marketing Industriel-2Dokument9 SeitenCours de Marketing Industriel-2vista10Noch keine Bewertungen
- Statistiques InférentiellesDokument20 SeitenStatistiques InférentiellesMarwane Belboualia100% (1)
- Méthode SODADokument27 SeitenMéthode SODAsaadNoch keine Bewertungen
- Support de Cours Stat Inferentielle 2023-2024Dokument30 SeitenSupport de Cours Stat Inferentielle 2023-2024manambinakNoch keine Bewertungen
- LVRFG 41253 P 251Dokument16 SeitenLVRFG 41253 P 251Chourouk El atbaouiNoch keine Bewertungen
- La Diffraction de Rayons XDokument5 SeitenLa Diffraction de Rayons XYassine FoutouhNoch keine Bewertungen
- Methodes de Resolution de ProblemesDokument1 SeiteMethodes de Resolution de ProblemesMoez AlouiNoch keine Bewertungen
- 7) La Microanalyse XDokument8 Seiten7) La Microanalyse XWarda Jory100% (1)
- Dessin TopoDokument10 SeitenDessin TopoSouleymane Traore100% (1)
- Cours Et Exercices Biostatistique M1BV Et PVDokument111 SeitenCours Et Exercices Biostatistique M1BV Et PVbelle mary100% (1)
- Les Plans D Experiences Par La Methode TaguchiDokument254 SeitenLes Plans D Experiences Par La Methode TaguchiGmati SoumaNoch keine Bewertungen
- Examen 2020Dokument16 SeitenExamen 2020Utchiha ZakariaNoch keine Bewertungen