Das könnte Ihnen auch gefallen
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasVon EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNoch keine Bewertungen
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoVon EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNoch keine Bewertungen
- Análise estrutural no Ftool 4.00Dokument27 SeitenAnálise estrutural no Ftool 4.00Sarah Matias FernandesNoch keine Bewertungen
- Tabela de Comparacoes Entre Perfis PDFDokument9 SeitenTabela de Comparacoes Entre Perfis PDFPedrinhoPassos0% (1)
- 2 - Equipamentos Estáticos - Módulo 2Dokument80 Seiten2 - Equipamentos Estáticos - Módulo 2Antonio Rigno de SousaNoch keine Bewertungen
- Elementos Máquinas ShigleyDokument3 SeitenElementos Máquinas Shigleytristtessa0% (1)
- Dimensionamento de EixosDokument19 SeitenDimensionamento de EixosGabriel BeniniNoch keine Bewertungen
- Norma Cema BDokument5 SeitenNorma Cema BVladimir Illich PinzonNoch keine Bewertungen
- Elementos Maquina 51elemDokument5 SeitenElementos Maquina 51elemProfissional SENAINoch keine Bewertungen
- Esforços Vento EstruturasDokument91 SeitenEsforços Vento EstruturasWilliam PolNoch keine Bewertungen
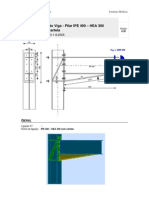
- Ligacao IPE400 HEA 300 Cartelas 1Dokument11 SeitenLigacao IPE400 HEA 300 Cartelas 1Demóstenes OliveiraNoch keine Bewertungen
- Comparativo AISC e NBR 8800Dokument4 SeitenComparativo AISC e NBR 8800ivan.ryuzoNoch keine Bewertungen
- Aula 04 - Barras FletidasDokument36 SeitenAula 04 - Barras FletidasGuilherme Teles100% (1)
- N-2683 - Dimensionamento de Olhais de IçamentoDokument1 SeiteN-2683 - Dimensionamento de Olhais de IçamentoAlexandre GermanoNoch keine Bewertungen
- Cálculo de dimensões para curvas e reduções em tubulaçõesDokument10 SeitenCálculo de dimensões para curvas e reduções em tubulaçõesOtavio Castro - (ASSIST. ENGENHARIA)100% (1)
- Eixos e árvores de transmissão paraDokument31 SeitenEixos e árvores de transmissão paraMarcio MartinsNoch keine Bewertungen
- Tecnologia de estampagem - operações de corte e deformação em chapas metálicasDokument110 SeitenTecnologia de estampagem - operações de corte e deformação em chapas metálicasCunha Projetos de Cilindros HidráulicosNoch keine Bewertungen
- Apostila - Estrutura Metalica - Parte2Dokument106 SeitenApostila - Estrutura Metalica - Parte2Ana Luiza Souza Mota100% (1)
- Exercícios Elementos de Máquinas - USPDokument60 SeitenExercícios Elementos de Máquinas - USPDiego MarquesNoch keine Bewertungen
- Sales, JoseJairo LigacoesEstruturasAcoDokument129 SeitenSales, JoseJairo LigacoesEstruturasAcoKassio Ferreira - Portal da Engenharia100% (1)
- Transportador HelicoidalDokument4 SeitenTransportador HelicoidalJosé RatolaNoch keine Bewertungen
- Tabelas de propriedades mecânicas e dimensões de peças metálicasDokument52 SeitenTabelas de propriedades mecânicas e dimensões de peças metálicasBarbaraNoch keine Bewertungen
- Elementos de Máquinas I: Tensões em Roscas e Tipos de ParafusosDokument24 SeitenElementos de Máquinas I: Tensões em Roscas e Tipos de ParafusosLincoln B. DominguesNoch keine Bewertungen
- Dimensionamento de Ligas Soldadas e ParafusadasDokument37 SeitenDimensionamento de Ligas Soldadas e Parafusadascarolina loppesNoch keine Bewertungen
- Cálculo de potência de motores para acionamentosDokument76 SeitenCálculo de potência de motores para acionamentosJucyelaine CardosoNoch keine Bewertungen
- Desenvolvimento helicoidal para fabricaçãoDokument1 SeiteDesenvolvimento helicoidal para fabricaçãosergiooiNoch keine Bewertungen
- Projeto de Mezanino: Cálculos e DimensionamentoDokument81 SeitenProjeto de Mezanino: Cálculos e DimensionamentoJair BatistaNoch keine Bewertungen
- Dimensionamento FerroviaDokument8 SeitenDimensionamento FerroviaPeterNoch keine Bewertungen
- Sistema de aquecimento e pressurizaçãoDokument18 SeitenSistema de aquecimento e pressurizaçãoalexandrefonsecaengNoch keine Bewertungen
- TCC - Análise de Falhas em RolamentosDokument19 SeitenTCC - Análise de Falhas em RolamentosOlivio De Lisboa CostaNoch keine Bewertungen
- 1 Manual GalpoesDokument76 Seiten1 Manual GalpoesMarcos M. Pereira100% (2)
- Aula 5 - Dimensionamento de Ligações em Estruturas de AçoDokument66 SeitenAula 5 - Dimensionamento de Ligações em Estruturas de AçoMarilyn TamaraNoch keine Bewertungen
- Dimensionamento de Um Transportador Continuo para o Transporte de Minerio de BauxitaDokument79 SeitenDimensionamento de Um Transportador Continuo para o Transporte de Minerio de BauxitaMarianneAraújoNoch keine Bewertungen
- Molas helicoidais: propriedades e dimensionamentoDokument11 SeitenMolas helicoidais: propriedades e dimensionamentoDaniel Belmiro PereiraNoch keine Bewertungen
- Manual07jun09 CorrenteDokument19 SeitenManual07jun09 CorrenteKlebersonRamosNoch keine Bewertungen
- Carregamento granel trombas HaverDokument16 SeitenCarregamento granel trombas HaverFernando ChevalierNoch keine Bewertungen
- Espessura Dos Cordões de SoldaDokument15 SeitenEspessura Dos Cordões de SoldaDouglas RamosNoch keine Bewertungen
- Dimensão de vigas de aço sujeitas à flexãoDokument21 SeitenDimensão de vigas de aço sujeitas à flexãogeziel79Noch keine Bewertungen
- Transportador Helicoidal Ou Rosca Sem FimDokument6 SeitenTransportador Helicoidal Ou Rosca Sem Fim10samuca10Noch keine Bewertungen
- Apostila Maquinas de Elevacao e TransporteDokument214 SeitenApostila Maquinas de Elevacao e TransporteEdimilson Alves100% (2)
- Metais Nao FerrososDokument6 SeitenMetais Nao FerrososBrunoF82Noch keine Bewertungen
- Catálogo de chumbadores para estruturas de aço ASTM A-36Dokument1 SeiteCatálogo de chumbadores para estruturas de aço ASTM A-36AcnetNoch keine Bewertungen
- Projeto de Maquinas VL09Dokument18 SeitenProjeto de Maquinas VL09Claudio_Terran_2088100% (2)
- Análise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerVon EverandAnálise Modal Operacional: a metodologia de análise de vibrações estruturais aplicada em um píerNoch keine Bewertungen
- Pontes em concreto armado: Análise e dimensionamentoVon EverandPontes em concreto armado: Análise e dimensionamentoNoch keine Bewertungen
- Soldagem TIGDokument37 SeitenSoldagem TIGSaymon Feliz100% (1)
- Ufmg Fundamentos Da Solda TIGDokument19 SeitenUfmg Fundamentos Da Solda TIGmullerbarbosaNoch keine Bewertungen
- Soldagem 40hDokument98 SeitenSoldagem 40hDIVAINE FERREIRA DE ANDRADE100% (1)
- Apresenta ÆoBrasagem EMBDokument156 SeitenApresenta ÆoBrasagem EMBjeffersonNoch keine Bewertungen
- Apresentação SoldagemDokument47 SeitenApresentação SoldagemJulia AlvesNoch keine Bewertungen
- Processos de soldagem e ligaçãoDokument10 SeitenProcessos de soldagem e ligaçãoJosé C. RochaNoch keine Bewertungen
- Normas e processos de soldadura em tanques e tubulaçõesDokument11 SeitenNormas e processos de soldadura em tanques e tubulaçõesQuelton NgulubeNoch keine Bewertungen
- Guia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoDokument28 SeitenGuia do usuário e lista de peças da fonte DPT 350 HD para soldagem TIG e eletrodo revestidoMarcos Lima0% (1)
- Guia completo da solda TIG: técnicas, aplicações e solução de problemasDokument71 SeitenGuia completo da solda TIG: técnicas, aplicações e solução de problemasLeandro BaiocchiNoch keine Bewertungen
- Solda e CorteDokument37 SeitenSolda e CorteAndré BoldriniNoch keine Bewertungen
- Cloro 1Dokument64 SeitenCloro 1Anny MarinhoNoch keine Bewertungen
- Petrobras - Selos Mecânicos PDFDokument69 SeitenPetrobras - Selos Mecânicos PDFjean_luizNoch keine Bewertungen
- Dimensionamento de Equipamentos 1 - Vasos de PressãoDokument104 SeitenDimensionamento de Equipamentos 1 - Vasos de Pressãonosepe100% (63)
- Apostila Vibração PetrobrásDokument43 SeitenApostila Vibração PetrobrásDaniel Ferreira QueirozNoch keine Bewertungen
- 1ComoSelecionarEoperacionalizarGruasEmCanteirosDeObras PauloReisDokument48 Seiten1ComoSelecionarEoperacionalizarGruasEmCanteirosDeObras PauloReisNilton GoulartNoch keine Bewertungen
- Equipamentos Manual de Manut.Dokument379 SeitenEquipamentos Manual de Manut.Diego Rossitti100% (4)
- BomaxDokument71 SeitenBomaxjean_luizNoch keine Bewertungen
- Análise de Vibração Nas Linhas Da Casa de Compressores - Upgn CandeiasDokument16 SeitenAnálise de Vibração Nas Linhas Da Casa de Compressores - Upgn Candeiasjean_luizNoch keine Bewertungen
- Curso WEGDokument81 SeitenCurso WEGAnonymous zzfx7mz3Noch keine Bewertungen
- Apostila Vibração PetrobrásDokument43 SeitenApostila Vibração PetrobrásDaniel Ferreira QueirozNoch keine Bewertungen
- ManitowocDokument41 SeitenManitowocjean_luizNoch keine Bewertungen
- Tratamentos térmicos de aços para construção mecânicaDokument93 SeitenTratamentos térmicos de aços para construção mecânicalucavanisteroyNoch keine Bewertungen
- AP CambioDokument25 SeitenAP Cambiowalasmaya100% (2)
- TS-300BR Volvo VM-310 6 PDFDokument7 SeitenTS-300BR Volvo VM-310 6 PDFMarco CarlosNoch keine Bewertungen
- Ferrovia: Elementos, Geometria e Dimensionamento Estrutural da Via PermanenteDokument81 SeitenFerrovia: Elementos, Geometria e Dimensionamento Estrutural da Via PermanenteHenrique CagninNoch keine Bewertungen
- Apostila Vasos de PressãoDokument156 SeitenApostila Vasos de Pressãoaoflima100% (3)
- CorreDores RodoviaRiosDokument56 SeitenCorreDores RodoviaRiosjean_luizNoch keine Bewertungen
- GT 600B 1 10402 Ex80 Kg48uxlDokument12 SeitenGT 600B 1 10402 Ex80 Kg48uxlOtto Heinrich Wehmann100% (1)
- Dimensionamento de Placas de OrifícioDokument16 SeitenDimensionamento de Placas de OrifícioAndré Pimentel100% (1)
- Acad 5 05 TransportesDokument57 SeitenAcad 5 05 Transportesjean_luizNoch keine Bewertungen
- Otimizacao Dos Custos de Transporte de Madeira e Estradas FlorestaisDokument81 SeitenOtimizacao Dos Custos de Transporte de Madeira e Estradas FlorestaisjujubalandNoch keine Bewertungen
- CorreDores RodoviaRiosDokument56 SeitenCorreDores RodoviaRiosjean_luizNoch keine Bewertungen
- Apostila ConformaçãoDokument52 SeitenApostila Conformaçãojean_luizNoch keine Bewertungen
- Manual técnico de bombas e motobombas SchneiderDokument50 SeitenManual técnico de bombas e motobombas SchneiderFernando AlmeidaNoch keine Bewertungen
- Materiais Móveis DetalhamentoDokument98 SeitenMateriais Móveis DetalhamentoDeborah Diniz100% (2)
- Catálogo Câmara Fria para Laboratório 2020 Rev02Dokument2 SeitenCatálogo Câmara Fria para Laboratório 2020 Rev02mendoncasegundoNoch keine Bewertungen
- Dispositivos Simples de Energía Libre - Es.ptDokument4 SeitenDispositivos Simples de Energía Libre - Es.ptAdriano SouzaNoch keine Bewertungen
- Ventiladores in-line SVDokument292 SeitenVentiladores in-line SVVillela FontesNoch keine Bewertungen
- Cabos @certielDokument6 SeitenCabos @certielRui Rego100% (1)
- Revestimento de Granito com Inserts MetálicosDokument35 SeitenRevestimento de Granito com Inserts MetálicosNewton MunhozNoch keine Bewertungen
- Características PP reprocessado peças automotivasDokument53 SeitenCaracterísticas PP reprocessado peças automotivasAntônio César da SilvaNoch keine Bewertungen
- Cuidados para Estampar CanecaDokument14 SeitenCuidados para Estampar CanecaHernane GuimarãesNoch keine Bewertungen
- Aula3 PTR0115NDokument69 SeitenAula3 PTR0115NJoão Pedro BragaNoch keine Bewertungen
- Galvanoplastia protege peças contra corrosãoDokument2 SeitenGalvanoplastia protege peças contra corrosãoELLEN CRYSTINA LESTENSKY PEREIRANoch keine Bewertungen
- Propriedades Físicas dos MateriaisDokument4 SeitenPropriedades Físicas dos MateriaisFILOMENO GONÇALVES Santos100% (1)
- Prova Ciências 5º Ano 1º BimestreDokument4 SeitenProva Ciências 5º Ano 1º BimestreSilvia HelenaNoch keine Bewertungen
- Nanocompósitos automotivosDokument45 SeitenNanocompósitos automotivosRafael HenriqueNoch keine Bewertungen
- Rochas e minerais na escola EB 2,3 FERNANDO TÁVORADokument4 SeitenRochas e minerais na escola EB 2,3 FERNANDO TÁVORAFernando Jorge Teixeira100% (3)
- Projeto Padrão - Componentes e ConsumosDokument294 SeitenProjeto Padrão - Componentes e ConsumosmarcosboaNoch keine Bewertungen
- Orçamento de alvenaria e concreto comDokument15 SeitenOrçamento de alvenaria e concreto comMarcela OliveiraNoch keine Bewertungen
- Lista Exercícios Intro Química OrgânicaDokument6 SeitenLista Exercícios Intro Química OrgânicaCarlos WestrupNoch keine Bewertungen
- Aula 0889 - 1 Série EM - Química - Substância Pura Simples e Composta - Prof. Núbia - Aula 09Dokument16 SeitenAula 0889 - 1 Série EM - Química - Substância Pura Simples e Composta - Prof. Núbia - Aula 09Jefeson JonasNoch keine Bewertungen
- Pilha de LatinhaDokument2 SeitenPilha de LatinhaGabriel AraújoNoch keine Bewertungen
- Slides - Pedras NaturaisDokument43 SeitenSlides - Pedras NaturaisIdieni Amélia MöllerNoch keine Bewertungen
- Defeitos de Fundição PDFDokument15 SeitenDefeitos de Fundição PDFMarcelo ViníciusNoch keine Bewertungen
- Proaço PR35 e PR40Dokument64 SeitenProaço PR35 e PR40nandoenaniNoch keine Bewertungen
- Artigo-Geo RS 2009Dokument10 SeitenArtigo-Geo RS 2009JúniorLopesNoch keine Bewertungen
- Cobre Eletrolítico C-110 propriedadesDokument4 SeitenCobre Eletrolítico C-110 propriedadesventooesteNoch keine Bewertungen
- Corrosão de armaduras em concretoDokument36 SeitenCorrosão de armaduras em concretolucas5nilhaNoch keine Bewertungen
- Eco Resins Ecocompositos Versao 1 Dez 2015 PDFDokument133 SeitenEco Resins Ecocompositos Versao 1 Dez 2015 PDFNelson CoelhoNoch keine Bewertungen
- Fases Da Pesquisa MineralDokument1 SeiteFases Da Pesquisa Minerallucas50% (2)
- Principais áreas de pesquisa e províncias do Cráton AmazônicoDokument51 SeitenPrincipais áreas de pesquisa e províncias do Cráton AmazônicoAlex RamiresNoch keine Bewertungen
- Geomechanical behavior and alterability of Simplício dam gneissDokument206 SeitenGeomechanical behavior and alterability of Simplício dam gneissVeronica MaynardNoch keine Bewertungen
- Materiais de Construção: Propriedades e ClassificaçãoDokument31 SeitenMateriais de Construção: Propriedades e ClassificaçãoAlbeneir RibeiroNoch keine Bewertungen