Das könnte Ihnen auch gefallen
- Petroleum ContractsDokument27 SeitenPetroleum Contractsdinesh_hsenid100% (2)
- Gas Treating and ProcessingDokument3 SeitenGas Treating and ProcessingRoger AP100% (1)
- Casing While Drilling PPT (2) - 1Dokument33 SeitenCasing While Drilling PPT (2) - 1Sangam ShiralNoch keine Bewertungen
- Overview of Gas ProcessingDokument74 SeitenOverview of Gas Processinghoangduy7696Noch keine Bewertungen
- CHAPTER 4 Jan 2022 Natural Gas 2Dokument67 SeitenCHAPTER 4 Jan 2022 Natural Gas 2Intan HoranNoch keine Bewertungen
- VolumetricsDokument54 SeitenVolumetricsdinesh_hsenidNoch keine Bewertungen
- Engineering Design Guidelines Flare Systems Rev3.4webDokument25 SeitenEngineering Design Guidelines Flare Systems Rev3.4webAntonioNoch keine Bewertungen
- Separator: Principles and Design: PAB 2073 Lecturer: Putri Nurizatulshira BuangDokument46 SeitenSeparator: Principles and Design: PAB 2073 Lecturer: Putri Nurizatulshira Buangdinesh_hsenidNoch keine Bewertungen
- Specifying SeparatorsDokument33 SeitenSpecifying Separatorsdinesh_hsenid100% (1)
- Basic Well Log InterpretationDokument40 SeitenBasic Well Log InterpretationQUrnia Wulan Cucur100% (17)
- 2.surface FacilitiesDokument40 Seiten2.surface Facilitiesdinesh_hsenidNoch keine Bewertungen
- Physics and Mechanics of Primary Well CementingDokument111 SeitenPhysics and Mechanics of Primary Well CementingPedro GamardoNoch keine Bewertungen
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsVon EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNoch keine Bewertungen
- HydraulicFracturing IIDokument4 SeitenHydraulicFracturing IIMohammadFaisalQureshiNoch keine Bewertungen
- Chapter 4 (A) General Theory & Two Phase SeparatorsDokument139 SeitenChapter 4 (A) General Theory & Two Phase Separatorsdinesh_hsenid100% (2)
- Chapter 4 SeparatorsDokument109 SeitenChapter 4 Separatorsdinesh_hsenid100% (1)
- Wax RemediationDokument3 SeitenWax RemediationDonna GrayNoch keine Bewertungen
- 11 - Data Obtained During WTDokument18 Seiten11 - Data Obtained During WTAmin Amin100% (1)
- 2 SonicScope Schlumberger PDFDokument19 Seiten2 SonicScope Schlumberger PDFner68Noch keine Bewertungen
- s3 - Sweetening ProcessDokument38 Seitens3 - Sweetening ProcessMd Abid AfridiNoch keine Bewertungen
- What Is Design Interpretation?Dokument17 SeitenWhat Is Design Interpretation?Qaisir MehmoodNoch keine Bewertungen
- Natural Gas ProductionDokument65 SeitenNatural Gas Productiondinesh_hsenidNoch keine Bewertungen
- Sliding Contact BearingsDokument8 SeitenSliding Contact BearingssrbavantyNoch keine Bewertungen
- L4 Casing IntroductionDokument26 SeitenL4 Casing IntroductionAjay SinghNoch keine Bewertungen
- 07-Hoan Thien Gieng Optimize PDFDokument93 Seiten07-Hoan Thien Gieng Optimize PDFGiang Nguyen NinhNoch keine Bewertungen
- Casing DesignDokument2 SeitenCasing DesignTariq SaihoodNoch keine Bewertungen
- Natural Gas ProcessingDokument47 SeitenNatural Gas Processingdinesh_hsenid100% (1)
- Velocity String Helps To Revive A Standing Gas Well in Saudi ArabiaDokument14 SeitenVelocity String Helps To Revive A Standing Gas Well in Saudi Arabiaerdal aydin100% (1)
- Porosity, Permeability & Skin FactorDokument27 SeitenPorosity, Permeability & Skin FactorPratick Tibrewala100% (1)
- Deepwater Gas What ' S The Problem?Dokument31 SeitenDeepwater Gas What ' S The Problem?1mmahoneyNoch keine Bewertungen
- Fundamentals and Applications of Bionic Drilling FluidsVon EverandFundamentals and Applications of Bionic Drilling FluidsNoch keine Bewertungen
- What Does Choke Valve MeanDokument5 SeitenWhat Does Choke Valve MeanWael_Barakat_3179Noch keine Bewertungen
- NGE - Lecture 6-1Dokument17 SeitenNGE - Lecture 6-1Sahil PatilNoch keine Bewertungen
- Offshore Gas Hydrates: Origins, Development, and ProductionVon EverandOffshore Gas Hydrates: Origins, Development, and ProductionNoch keine Bewertungen
- A Intro To Fracturing SmallDokument19 SeitenA Intro To Fracturing SmallAbdel-Rahman AshryNoch keine Bewertungen
- 5.1-Casing DesignDokument23 Seiten5.1-Casing DesignnabeelkhanNoch keine Bewertungen
- Bio GasDokument20 SeitenBio GasMajor Singh SidhuNoch keine Bewertungen
- PDFDokument45 SeitenPDFDaniel Dennis Escobar SubiranaNoch keine Bewertungen
- Current Status of CFD Modeling of Liquid Loading Phenomena in Gas Wells: A Literature ReviewDokument15 SeitenCurrent Status of CFD Modeling of Liquid Loading Phenomena in Gas Wells: A Literature ReviewAdazeNoch keine Bewertungen
- Hydraulic FracturingDokument2 SeitenHydraulic FracturingJeff LewisNoch keine Bewertungen
- 2441 Unit 23Dokument42 Seiten2441 Unit 23mahaveen100% (1)
- Post Job Report: Aminex Petroleum CompanyDokument12 SeitenPost Job Report: Aminex Petroleum CompanyaliNoch keine Bewertungen
- Directional DrillingDokument16 SeitenDirectional DrillingRajeev LochanamNoch keine Bewertungen
- WST - Hydraulic Fracturing Part 1 - S12020 PDFDokument23 SeitenWST - Hydraulic Fracturing Part 1 - S12020 PDFShadishwaren ParameswaranNoch keine Bewertungen
- Tubing PatcDokument2 SeitenTubing PatcAminollah PayvandNoch keine Bewertungen
- Introduction To Coiled Tubing: Module 00 - Day OneDokument7 SeitenIntroduction To Coiled Tubing: Module 00 - Day OneFauzan Rahman HaqNoch keine Bewertungen
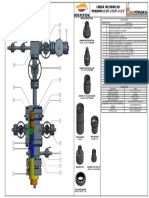
- Cabezal Multibowl Bes PROGRAMA 13 3/8" X 9 5/8" X 4 1/2": Instalations ToolsDokument1 SeiteCabezal Multibowl Bes PROGRAMA 13 3/8" X 9 5/8" X 4 1/2": Instalations ToolsJonathan AguirreNoch keine Bewertungen
- Introduction To Tubulars Page 06 of 10Dokument1 SeiteIntroduction To Tubulars Page 06 of 10Shodji MabungaNoch keine Bewertungen
- 1.0 A Introduce, Recognize Loading PDFDokument132 Seiten1.0 A Introduce, Recognize Loading PDFvicbru08Noch keine Bewertungen
- SPEMC Presentation 011708Dokument68 SeitenSPEMC Presentation 011708SJLibraryNoch keine Bewertungen
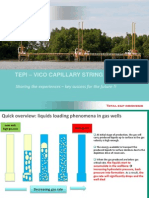
- TEPI - VICO Capillary String WorkshopDokument21 SeitenTEPI - VICO Capillary String WorkshopArief FatharoniNoch keine Bewertungen
- Drilling & Production (Summarized)Dokument8 SeitenDrilling & Production (Summarized)Mubin Ashraf SheikhNoch keine Bewertungen
- Chapter 5Dokument21 SeitenChapter 5kiran367Noch keine Bewertungen
- Gas PlantsDokument67 SeitenGas PlantsAhmed Sabry El-sotohyNoch keine Bewertungen
- To NitrogenDokument54 SeitenTo Nitrogenbedoo54Noch keine Bewertungen
- Spontaneous Potential (SP) LogDokument14 SeitenSpontaneous Potential (SP) LogMuhammad NursalamNoch keine Bewertungen
- Gas Field Engineering - Gas Well PerformanceDokument20 SeitenGas Field Engineering - Gas Well PerformanceLoh Chun LiangNoch keine Bewertungen
- Single Phase Flow in Porous Media: Darcy's LawDokument40 SeitenSingle Phase Flow in Porous Media: Darcy's LawSALIM AL MAQBALINoch keine Bewertungen
- Water Content in Sour GasDokument4 SeitenWater Content in Sour GasAnonymous jqevOeP7Noch keine Bewertungen
- Well Testing MilisDokument40 SeitenWell Testing Milisdrg100% (1)
- Crude Oil ProcessingDokument58 SeitenCrude Oil ProcessingOmariNoch keine Bewertungen
- Saltel Expandable Steel Patch PsDokument1 SeiteSaltel Expandable Steel Patch PsrezaNoch keine Bewertungen
- Eor Methods-Msc 1 2013Dokument109 SeitenEor Methods-Msc 1 2013Karwan DilmanyNoch keine Bewertungen
- Design 2P Separators in Rigth LimitsDokument8 SeitenDesign 2P Separators in Rigth Limitsedgardiaz5519Noch keine Bewertungen
- Coiltools Dimple Connector PsDokument2 SeitenCoiltools Dimple Connector PsCARLOSELSOARESNoch keine Bewertungen
- Onshore Offshore Oil Field DevelopmentDokument10 SeitenOnshore Offshore Oil Field DevelopmentAnre Thanh HungNoch keine Bewertungen
- H010920 MPFM PDFDokument2 SeitenH010920 MPFM PDFFriday IjokgwungNoch keine Bewertungen
- Introduction To Well EngineeringDokument14 SeitenIntroduction To Well EngineeringHammed Lateef KennyNoch keine Bewertungen
- Well Stimulation IntroductionDokument15 SeitenWell Stimulation IntroductionDinesh KanesanNoch keine Bewertungen
- Hydrocarbon Fluid Inclusions in Petroliferous BasinsVon EverandHydrocarbon Fluid Inclusions in Petroliferous BasinsNoch keine Bewertungen
- Microbial Enhancement of Oil Recovery - Recent AdvancesVon EverandMicrobial Enhancement of Oil Recovery - Recent AdvancesNoch keine Bewertungen
- Natgas ProcessDokument20 SeitenNatgas ProcessHarold AldayNoch keine Bewertungen
- Scrubbing DAN EMILDokument15 SeitenScrubbing DAN EMILRonald Andrei DaguioNoch keine Bewertungen
- Calculate Water SturationDokument25 SeitenCalculate Water Sturationdinesh_hsenid100% (1)
- PotentialDokument40 SeitenPotentialRaj GuptaNoch keine Bewertungen
- Society of Petroleum GeophysicistsDokument57 SeitenSociety of Petroleum Geophysicistsdinesh_hsenidNoch keine Bewertungen
- Shaly Sand PorosityDokument20 SeitenShaly Sand Porositydinesh_hsenidNoch keine Bewertungen
- Transient Convective Heat Transfer: J. PadetDokument23 SeitenTransient Convective Heat Transfer: J. PadetshrikantjdvNoch keine Bewertungen
- Class Assignment CalculationsDokument9 SeitenClass Assignment CalculationsAkindunni DanielNoch keine Bewertungen
- Instructions Manual FASW 62S SFODokument77 SeitenInstructions Manual FASW 62S SFODmitriy BelskyyNoch keine Bewertungen
- MODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Dokument23 SeitenMODULE 2 UNIT 1 - COAGULATION and FLOCCULATION - PART 4Kyle Dela CruzNoch keine Bewertungen
- Temperature Distribution in Aluminum Extrusion BilletsDokument28 SeitenTemperature Distribution in Aluminum Extrusion BilletsrobadvancedautomatioNoch keine Bewertungen
- Act 8 Bunsen Burner Answer SheetDokument3 SeitenAct 8 Bunsen Burner Answer SheetMaria Angela GeongoNoch keine Bewertungen
- Den Jet Accessory Catalog 2018Dokument52 SeitenDen Jet Accessory Catalog 2018RusmansyahNoch keine Bewertungen
- Basic Sand Control Methods in Oil and Gas IndustryDokument5 SeitenBasic Sand Control Methods in Oil and Gas IndustrysleimNoch keine Bewertungen
- PHY 101 2019-2020 Fluid MechanicsDokument26 SeitenPHY 101 2019-2020 Fluid MechanicsDave LarryNoch keine Bewertungen
- Different Types of Water According To USPDokument9 SeitenDifferent Types of Water According To USPThea MarieNoch keine Bewertungen
- Index: 3-A Sanitary Standards, 3-A Accepted Practices, & P3-A Sanitary StandardsDokument4 SeitenIndex: 3-A Sanitary Standards, 3-A Accepted Practices, & P3-A Sanitary Standardsveeru singhNoch keine Bewertungen
- Progress and Problems in Gas-Turbine CombustionDokument9 SeitenProgress and Problems in Gas-Turbine CombustionSeptian BrandalzxNoch keine Bewertungen
- Psi OmegaDokument10 SeitenPsi OmegaPranav VyasNoch keine Bewertungen
- Digester HeatingDokument5 SeitenDigester HeatingAnonymous 0krfoNLGJNoch keine Bewertungen
- Maintenance and Troubleshooting of A Bop Control SystemDokument12 SeitenMaintenance and Troubleshooting of A Bop Control SystemHamid Reza BabaeiNoch keine Bewertungen
- Coal Stockyard Storm Water TreatmentDokument23 SeitenCoal Stockyard Storm Water TreatmentRajaram Jayaraman100% (1)
- Part 1Dokument3 SeitenPart 1Jester NavarquezNoch keine Bewertungen
- Flutec High Pressure Ball ValveDokument2 SeitenFlutec High Pressure Ball ValvefahazumeeNoch keine Bewertungen
- 1.bernoullis TheoryDokument10 Seiten1.bernoullis TheorySWETHANoch keine Bewertungen
- DryingDokument25 SeitenDryingVeena Subramanian0% (1)
- Syllabus 4Dokument33 SeitenSyllabus 4microsoftkarthiNoch keine Bewertungen
- Standard Dryer PDFDokument4 SeitenStandard Dryer PDFAveenNoch keine Bewertungen
- New Microsoft Office PowerPoint PresentationDokument9 SeitenNew Microsoft Office PowerPoint PresentationRAMA MNoch keine Bewertungen
- LectureEKC216 CH7Dokument38 SeitenLectureEKC216 CH7Siva SangaryNoch keine Bewertungen
- P13-Analysis of Burning CandleDokument5 SeitenP13-Analysis of Burning CandleRingo042Noch keine Bewertungen
- Prasad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 197 012076Dokument8 SeitenPrasad 2017 IOP Conf. Ser.3A Mater. Sci. Eng. 197 012076Shah TufailNoch keine Bewertungen