Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- ANSWER: See On The Right, A & B. Items Answer To Question A Answer To Question BDokument6 SeitenANSWER: See On The Right, A & B. Items Answer To Question A Answer To Question BphoebeNoch keine Bewertungen
- Handling Unit Management: Handling Unit Management in SAP MM - M. JAYABABU (SAP MM/ S4HANA Consultant)Dokument15 SeitenHandling Unit Management: Handling Unit Management in SAP MM - M. JAYABABU (SAP MM/ S4HANA Consultant)RULER KINGSNoch keine Bewertungen
- Category Strategy Development WorksheetsDokument18 SeitenCategory Strategy Development WorksheetsSainsuren SamdanrenchinNoch keine Bewertungen
- CIMA E1 Enterprise Operations Study Text 2013Dokument457 SeitenCIMA E1 Enterprise Operations Study Text 2013Bangladesher Sanadprapta HishabbigganiNoch keine Bewertungen
- Retail Management (Bajaj, Tuli, Srivastava) 2nd Ed.Dokument53 SeitenRetail Management (Bajaj, Tuli, Srivastava) 2nd Ed.Learner's LicenseNoch keine Bewertungen
- A Case Study ON Inventory ControlDokument7 SeitenA Case Study ON Inventory ControlZakirul HasanNoch keine Bewertungen
- The Role of Dry Ports in South Africa PDFDokument130 SeitenThe Role of Dry Ports in South Africa PDFJozee Johnson JosephNoch keine Bewertungen
- Industrial Marketing Management: Ismail Gölgeci, Olli KuivalainenDokument12 SeitenIndustrial Marketing Management: Ismail Gölgeci, Olli KuivalainenhbNoch keine Bewertungen
- TM201 Case AnalysisDokument29 SeitenTM201 Case AnalysisVenus MamucudNoch keine Bewertungen
- Production Planning OverviewDokument2 SeitenProduction Planning Overviewarunkumar189613Noch keine Bewertungen
- Concept of Cost in Long Run and EnvelopeDokument21 SeitenConcept of Cost in Long Run and Envelopeneha pu100% (1)
- Inventory Problem of Big BazaarDokument24 SeitenInventory Problem of Big Bazaarlokeshsharma8860% (5)
- Supply Chain Management and Its Relationship To Logistics, Marketing, Production, and Operations ManagementDokument16 SeitenSupply Chain Management and Its Relationship To Logistics, Marketing, Production, and Operations ManagementMuhammad KhairuddinNoch keine Bewertungen
- Digital Transformation and Industry 4.0 For Sustainable Supply Chain PerformanceDokument266 SeitenDigital Transformation and Industry 4.0 For Sustainable Supply Chain PerformanceRemia Puljanan100% (1)
- Quality Awards and QualityDokument22 SeitenQuality Awards and Qualitykhalid7861Noch keine Bewertungen
- Business ProcessesDokument25 SeitenBusiness Processesshazrah JamshaidNoch keine Bewertungen
- Materials Management Ch-3 - 121269071225Dokument63 SeitenMaterials Management Ch-3 - 121269071225best OneNoch keine Bewertungen
- Single Sourcing Vs Sole Sourcing 5m PROF - NEWDokument6 SeitenSingle Sourcing Vs Sole Sourcing 5m PROF - NEWZakarya Al AzriNoch keine Bewertungen
- Contoh BL JadiDokument1 SeiteContoh BL Jadidjamal berdikari100% (3)
- Lean Assessment Overview BriefDokument23 SeitenLean Assessment Overview Briefleansensei50% (2)
- SAP Provides A Separate Solution To Improve The Business of Automotive IndustryDokument1 SeiteSAP Provides A Separate Solution To Improve The Business of Automotive Industryjay_kay70Noch keine Bewertungen
- Demand ManagementDokument53 SeitenDemand ManagementChetan ChoudharyNoch keine Bewertungen
- Chapter Five: Channel ParticipantsDokument32 SeitenChapter Five: Channel ParticipantsHanchalu LikesaNoch keine Bewertungen
- Ans 1 204 End Term - 1Dokument2 SeitenAns 1 204 End Term - 1Rakesh NayakNoch keine Bewertungen
- Procurement JMDokument27 SeitenProcurement JMTakhleeq AkhterNoch keine Bewertungen
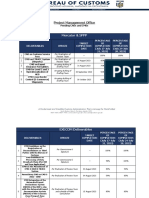
- PMO Deliverables (28 July 2023)Dokument13 SeitenPMO Deliverables (28 July 2023)Clinton SamsonNoch keine Bewertungen
- WP Assignment Week 5 AMLDokument8 SeitenWP Assignment Week 5 AMLIndahna SulfaNoch keine Bewertungen
- TOP 20 Resource Software: Enterprise PlanningDokument9 SeitenTOP 20 Resource Software: Enterprise PlanningmanojnarainNoch keine Bewertungen
- Facility Location DecisionDokument156 SeitenFacility Location DecisionRoshniNoch keine Bewertungen
- A Case Study On:: Utilisation of Container Movement-IRC: Import To ExportDokument22 SeitenA Case Study On:: Utilisation of Container Movement-IRC: Import To ExportCHAHATNoch keine Bewertungen