Das könnte Ihnen auch gefallen
- Tool Makers MicroscopeDokument11 SeitenTool Makers Microscopeirfanajai100% (1)
- Tool Makers MicroscopeDokument13 SeitenTool Makers MicroscopeLokesh LokiNoch keine Bewertungen
- Atlas 4350 Hacksaw ManualDokument6 SeitenAtlas 4350 Hacksaw Manualf4d711Noch keine Bewertungen
- Lecture#09 (A) Shaper, Planer, Slotter and Boring MachineDokument12 SeitenLecture#09 (A) Shaper, Planer, Slotter and Boring MachineQazi Muhammed FayyazNoch keine Bewertungen
- Surface PlateDokument5 SeitenSurface Platetevqwe1Noch keine Bewertungen
- Tool Makers Micro ScopeDokument7 SeitenTool Makers Micro ScopeskumarNoch keine Bewertungen
- Screwthread and Gear MeasurementDokument19 SeitenScrewthread and Gear MeasurementseenuNoch keine Bewertungen
- Main Parts of Capstan Lathe and Turret LatheDokument8 SeitenMain Parts of Capstan Lathe and Turret LatheShuvoVatt0% (1)
- Southbend South Bend Sb1027 Users Manual 447654Dokument84 SeitenSouthbend South Bend Sb1027 Users Manual 447654Maximiliano Alvarez RinconNoch keine Bewertungen
- Metal Working Tools and MachinesDokument35 SeitenMetal Working Tools and MachinessolarbobkyNoch keine Bewertungen
- WB the+Awesome+MF+WorkbenchDokument72 SeitenWB the+Awesome+MF+WorkbenchZé MarcoNoch keine Bewertungen
- Capstan & Turret LatheDokument27 SeitenCapstan & Turret LatheMuraliNoch keine Bewertungen
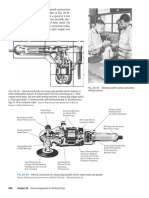
- Fig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsDokument7 SeitenFig. 26-54 Fig. 26-55: 26 General Equipment For Welding ShopsWilly UioNoch keine Bewertungen
- Experiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineDokument5 SeitenExperiment No. 1: Study of Universal 3 Jaw Chuck Lathe MachineHasnain AshrafNoch keine Bewertungen
- Automated Metal Cutting MachineDokument14 SeitenAutomated Metal Cutting MachineAmlan pandaNoch keine Bewertungen
- Capstan and Turret LathesDokument2 SeitenCapstan and Turret LathesrsdeshmukhNoch keine Bewertungen
- How Do I Build A Telescope at Home PDFDokument1 SeiteHow Do I Build A Telescope at Home PDFjelenjek83Noch keine Bewertungen
- LaserDokument29 SeitenLaserGaurav YadavNoch keine Bewertungen
- Linear MeasurementDokument79 SeitenLinear MeasurementRht BrdNoch keine Bewertungen
- Mechanical Work Shop Lab ReportDokument9 SeitenMechanical Work Shop Lab ReportOG HackNoch keine Bewertungen
- Lathe MachineDokument22 SeitenLathe MachineRaghavMaheshwariNoch keine Bewertungen
- South Bend LatheDokument84 SeitenSouth Bend LatheHoltelino TlocaletlasNoch keine Bewertungen
- (##) Non Conventional Air Compressor (Compressed Air Production From Speed SDokument73 Seiten(##) Non Conventional Air Compressor (Compressed Air Production From Speed SSakthiVelMNoch keine Bewertungen
- Ipe Lab Report 1-1Dokument16 SeitenIpe Lab Report 1-1Sourav SutradharNoch keine Bewertungen
- For Wood Cutter MachineDokument19 SeitenFor Wood Cutter MachineRahul Rajput100% (1)
- Sagar Institute of Research & Technalogy-Excellence, BhopalDokument14 SeitenSagar Institute of Research & Technalogy-Excellence, BhopalfadyaNoch keine Bewertungen
- Photochemical MachiningDokument9 SeitenPhotochemical MachiningKAMALJEET SINGHNoch keine Bewertungen
- Module 1 MergedDokument209 SeitenModule 1 MergedDivyansh JainNoch keine Bewertungen
- Surface PlateDokument3 SeitenSurface PlateSaket OraonNoch keine Bewertungen
- I Am Sharing 'Elements of Machine Design Micro Project' With YouDokument10 SeitenI Am Sharing 'Elements of Machine Design Micro Project' With YouUttareshwar Mohalkar100% (1)
- How To Make A Projector and TelescopeDokument18 SeitenHow To Make A Projector and TelescopeAbhishek GargNoch keine Bewertungen
- GERE Axum 8Dokument36 SeitenGERE Axum 8Misge Chekole100% (1)
- Dual Acting ShaperDokument30 SeitenDual Acting ShaperAbhijeet NaikNoch keine Bewertungen
- GEARS FUNdaMENTALS of Design Topic 6 PDFDokument62 SeitenGEARS FUNdaMENTALS of Design Topic 6 PDFCristina Andreea CrissyNoch keine Bewertungen
- Unit 3 and Unit 4 - Optoelectronic Devices and NanophotonicsDokument62 SeitenUnit 3 and Unit 4 - Optoelectronic Devices and Nanophotonicsshaguftha shaNoch keine Bewertungen
- 01 Die Blocks PDFDokument26 Seiten01 Die Blocks PDFLibardo Cardenas PNoch keine Bewertungen
- Hand Tools in BenchworkDokument4 SeitenHand Tools in BenchworkmarkvillaplazaNoch keine Bewertungen
- 65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 NewDokument15 Seiten65e0233c88677 Submission Template Varroc Eureka Challenge 2.0 Newmr.tommy12143Noch keine Bewertungen
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDokument38 SeitenAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNoch keine Bewertungen
- Shaper and PlannerDokument33 SeitenShaper and PlannerCody Lee100% (1)
- Work HoldingDokument5 SeitenWork HoldingKANDALA RAJASHEKAR REDDYNoch keine Bewertungen
- Assignment 1 - Brief - Unit 13 - LA 062016 No ComDokument4 SeitenAssignment 1 - Brief - Unit 13 - LA 062016 No ComIsaiahNoch keine Bewertungen
- Bachelor of Technology in Department of Electronics and Communication EngineeringDokument26 SeitenBachelor of Technology in Department of Electronics and Communication Engineeringjnapana h sNoch keine Bewertungen
- ACIERA Milling Machine 1Dokument11 SeitenACIERA Milling Machine 1adhencandraNoch keine Bewertungen
- MCMT Unit-IIDokument190 SeitenMCMT Unit-IISai RamNoch keine Bewertungen
- WErbsen CourseworkDokument562 SeitenWErbsen CourseworkRoberto Alexis Rodríguez TorresNoch keine Bewertungen
- Chapter 3 - Principles of Arc WeldingDokument32 SeitenChapter 3 - Principles of Arc Weldingsipi maseleNoch keine Bewertungen
- Building Your Very First Radio TelescopeDokument13 SeitenBuilding Your Very First Radio TelescopescribdjemrdkaNoch keine Bewertungen
- Thermal Dynamics Ultra-Cut 200 Eng-OmDokument168 SeitenThermal Dynamics Ultra-Cut 200 Eng-OmsajsigalomaNoch keine Bewertungen
- Workshop Practice: Course Code: Btmp101-18Dokument12 SeitenWorkshop Practice: Course Code: Btmp101-18Dhiraj DhimanNoch keine Bewertungen
- Automatic Drilling Machine Using PLC IJISETDokument6 SeitenAutomatic Drilling Machine Using PLC IJISETTimothy FieldsNoch keine Bewertungen
- Screw Threads & Gear MeasurementsDokument49 SeitenScrew Threads & Gear MeasurementsManvendra Pratap Singh BishtNoch keine Bewertungen
- Interchangeability in MetrologyDokument5 SeitenInterchangeability in Metrologyesakkiraj05100% (1)
- VT 4Dokument18 SeitenVT 4demoknight tf2Noch keine Bewertungen
- Measurement and InspectionDokument33 SeitenMeasurement and InspectionSri RNoch keine Bewertungen
- Computer Aided Quality Control: Unit-5Dokument14 SeitenComputer Aided Quality Control: Unit-5kula shekar reddyNoch keine Bewertungen
- Automated Inspection: Unit ViDokument45 SeitenAutomated Inspection: Unit ViAnonymous surAitMpaNoch keine Bewertungen
- Lecture 1 MeasurementDokument30 SeitenLecture 1 Measurementakash258456Noch keine Bewertungen
- Met - 1Dokument132 SeitenMet - 1Ashwani KaninaNoch keine Bewertungen
- Lec 2 - Quality AssuranceDokument26 SeitenLec 2 - Quality AssuranceJenny Rieta CatenzaNoch keine Bewertungen
- Fangling Digital Control Incise Machine System Manual: (Model: F2100B)Dokument86 SeitenFangling Digital Control Incise Machine System Manual: (Model: F2100B)Marco JaramilloNoch keine Bewertungen
- Overhead Set (OBC) k50Dokument24 SeitenOverhead Set (OBC) k50julian ienNoch keine Bewertungen
- Library AutomationDokument7 SeitenLibrary AutomationDana Michele Rivera CastroNoch keine Bewertungen
- RT21 Wheeled Loading ShovelDokument5 SeitenRT21 Wheeled Loading Shovelpeking79Noch keine Bewertungen
- Cold Planer PL 2000 S PL 2000 LS: Operating InstructionsDokument236 SeitenCold Planer PL 2000 S PL 2000 LS: Operating InstructionsJorge Bustos Rojas100% (1)
- Descriptive Title: Department of Mechanical EngineeringDokument50 SeitenDescriptive Title: Department of Mechanical EngineeringNikol NekolNoch keine Bewertungen
- SureshkumarDokument4 SeitenSureshkumarsureshsri1976Noch keine Bewertungen
- Understanding CNC Routers - Parte 1Dokument17 SeitenUnderstanding CNC Routers - Parte 1laleesamNoch keine Bewertungen
- Mechatronics and Control Engineering Course OutlineDokument5 SeitenMechatronics and Control Engineering Course OutlineKhDaniNoch keine Bewertungen
- 190 MAIN Operation & Maintenance Manual Rev 00Dokument324 Seiten190 MAIN Operation & Maintenance Manual Rev 00Laur Iri100% (1)
- The New TPM - Total Predictive Maintenance - Shawn Rogers - Pulse - LinkedInDokument3 SeitenThe New TPM - Total Predictive Maintenance - Shawn Rogers - Pulse - LinkedInAnonymous CoGUaJNoch keine Bewertungen
- INDOSA Technology: The World's No. 1 in Can MachineryDokument25 SeitenINDOSA Technology: The World's No. 1 in Can Machinery高金辉Noch keine Bewertungen
- Caterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB02001 and Up) PDFDokument26 SeitenCaterpillar Cat M318C MH WHEELED EXCAVATOR (Prefix BEB) Service Repair Manual (BEB02001 and Up) PDFfkdmmaNoch keine Bewertungen
- BTech - ME Scheme - 2016 OnwardsDokument3 SeitenBTech - ME Scheme - 2016 OnwardsNamrata BhatiaNoch keine Bewertungen
- Canon imageRUNNER 2600 Series Parts Catalog E - SPL R4Dokument179 SeitenCanon imageRUNNER 2600 Series Parts Catalog E - SPL R4dieubimatNoch keine Bewertungen
- Lonworks in Brief PDFDokument21 SeitenLonworks in Brief PDFRubens MartinsNoch keine Bewertungen
- Takahiko Ishikawa, Donn Draeger.-Judo - Training Methods PDFDokument326 SeitenTakahiko Ishikawa, Donn Draeger.-Judo - Training Methods PDFZlatko Alomerovic100% (4)
- PLC Alarms EngDokument298 SeitenPLC Alarms EngAiman EbraheemNoch keine Bewertungen
- PneumaticDokument36 SeitenPneumaticJohn Paul BruanNoch keine Bewertungen
- Homag Wood Cad CamDokument20 SeitenHomag Wood Cad CamPat MontalbanoNoch keine Bewertungen
- Third Periodical Test in Science V NameDokument1 SeiteThird Periodical Test in Science V Nameravagerburnt100% (7)
- PCR DTH F101eDokument103 SeitenPCR DTH F101eAouini Walid100% (1)
- Expt No: Date:: Load Test On Pelton WheelDokument4 SeitenExpt No: Date:: Load Test On Pelton WheelAlex ChollackalNoch keine Bewertungen
- Brochure 031017 English Print ICML-web PDFDokument4 SeitenBrochure 031017 English Print ICML-web PDFEmerson 2140Noch keine Bewertungen
- The Jig Saw MachineDokument29 SeitenThe Jig Saw MachineGoutham ReddyNoch keine Bewertungen
- Bug-O Systems MDS Spec Sheet PDFDokument16 SeitenBug-O Systems MDS Spec Sheet PDFmarlon diazNoch keine Bewertungen
- Electropneumatics Module 4Dokument27 SeitenElectropneumatics Module 4Mustun Sultan100% (1)
- Unit 5. Forces: 1. Forces and Their Effects 2. Simple Machines 3. Types of Forces 4. Common ForcesDokument31 SeitenUnit 5. Forces: 1. Forces and Their Effects 2. Simple Machines 3. Types of Forces 4. Common ForcesgenusxyzNoch keine Bewertungen
- NB Series Setup Manual PDFDokument95 SeitenNB Series Setup Manual PDFSergio A. A.Noch keine Bewertungen
- Machine GuardingDokument106 SeitenMachine GuardingManish100% (1)