Das könnte Ihnen auch gefallen
- MET - Ch30 1 9fusion Welding PDFDokument28 SeitenMET - Ch30 1 9fusion Welding PDFDevout PrakosoNoch keine Bewertungen
- CH 15Dokument23 SeitenCH 15Shaimah Rinda SariNoch keine Bewertungen
- Sheet Metal Forming (Presentation) PDFDokument60 SeitenSheet Metal Forming (Presentation) PDFbedo39Noch keine Bewertungen
- 4 - Ch21 - Fundamental of MachiningDokument30 Seiten4 - Ch21 - Fundamental of MachiningCham Amirruddin100% (1)
- Testing of MaterialsDokument35 SeitenTesting of MaterialsArvin ArviniNoch keine Bewertungen
- Ch34 Surface TreatmentDokument13 SeitenCh34 Surface TreatmenthasbyNoch keine Bewertungen
- Chapter 34 Surface Treatments, Coatings, and CleaningDokument13 SeitenChapter 34 Surface Treatments, Coatings, and CleaningTrí NguyễnNoch keine Bewertungen
- Surface Treatments, Coatings, and CleaningDokument13 SeitenSurface Treatments, Coatings, and CleaningQuốc HoàngNoch keine Bewertungen
- Fabrication of Microelectronic DevicesDokument32 SeitenFabrication of Microelectronic Devicesshashankmay18Noch keine Bewertungen
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDokument40 SeitenMachining Processes Used To Produce Round Shapes: Turning and Hole MakingAnonymous rYwUkp100% (1)
- Brazing, Soldering, Adhesive-Bonding, and Mechanical-Fastening ProcessesDokument23 SeitenBrazing, Soldering, Adhesive-Bonding, and Mechanical-Fastening ProcessesQuốc HoàngNoch keine Bewertungen
- Mechanical Behaviour, Testing and Manufacturing Properties of MaterialsDokument26 SeitenMechanical Behaviour, Testing and Manufacturing Properties of Materialssengcan100% (1)
- Welding PDFDokument22 SeitenWelding PDFFaisalTahirRambeNoch keine Bewertungen
- CH 27Dokument19 SeitenCH 27marihomenonNoch keine Bewertungen
- Ch30 Fusion WeldingDokument38 SeitenCh30 Fusion WeldingSidd Sal100% (1)
- WeldingDokument27 SeitenWeldingCleo Elveña100% (1)
- Minggu-3 Manufacturing ProcessesDokument77 SeitenMinggu-3 Manufacturing ProcessesGesta DebriyantoNoch keine Bewertungen
- Joining AND Assembly Processes:: WeldingDokument27 SeitenJoining AND Assembly Processes:: Weldingravi00098Noch keine Bewertungen
- Ch16 - Sheet-Metal Forming Processes and EquipmentDokument42 SeitenCh16 - Sheet-Metal Forming Processes and Equipmentlam minhNoch keine Bewertungen
- CH 15Dokument24 SeitenCH 15marihomenonNoch keine Bewertungen
- Welding ProcessesDokument46 SeitenWelding Processesbabitasharma100% (1)
- Chapter 6 - Joining ProcessesDokument88 SeitenChapter 6 - Joining Processesquan quanNoch keine Bewertungen
- Mechanical Behavior, Testing, and Manufacturing Properties of MaterialsDokument35 SeitenMechanical Behavior, Testing, and Manufacturing Properties of MaterialsFennyFebrinaNurlitaSariNoch keine Bewertungen
- Ch09 ME 406 Grinding and NTM With ProblemsDokument44 SeitenCh09 ME 406 Grinding and NTM With ProblemsKhaled HassanNoch keine Bewertungen
- The Effect of Rotational Speed On Flow BDokument8 SeitenThe Effect of Rotational Speed On Flow Bالسيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- Bibliography of Resistance Welding, Compiled For The PDFDokument46 SeitenBibliography of Resistance Welding, Compiled For The PDFdhruvaNoch keine Bewertungen
- Manufacturing Science Part 1Dokument154 SeitenManufacturing Science Part 1Nimmagadda Bharath100% (1)
- Welding ManualDokument17 SeitenWelding Manualalexmty2013Noch keine Bewertungen
- Chapter 30 - Manufacturing ProcessDokument22 SeitenChapter 30 - Manufacturing ProcessENI MERRYANANoch keine Bewertungen
- Abrasive Machining and Finishing OperationsDokument40 SeitenAbrasive Machining and Finishing OperationsbabutyNoch keine Bewertungen
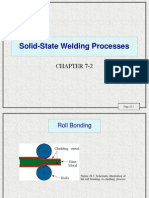
- Solid-State Welding Processes: Chapter 7-2Dokument18 SeitenSolid-State Welding Processes: Chapter 7-2Marko RisticNoch keine Bewertungen
- Study of The Potentiality To Manufacture Forming Tools Via Waam (Wire + Arc Additive Manufacturing)Dokument10 SeitenStudy of The Potentiality To Manufacture Forming Tools Via Waam (Wire + Arc Additive Manufacturing)jefferson segundoNoch keine Bewertungen
- Sheet-Metal Forming ProcessesDokument60 SeitenSheet-Metal Forming Processesharishkumar.ravichandran100% (1)
- Welding Metallurgy of Stainless Steels 12363Dokument12 SeitenWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDokument40 SeitenMachining Processes Used To Produce Round Shapes: Turning and Hole MakingSaurabh ChoudhariNoch keine Bewertungen
- Effect of SiC on Friction WeldingDokument9 SeitenEffect of SiC on Friction WeldingGaddipati MohankrishnaNoch keine Bewertungen
- Chapter 21Dokument27 SeitenChapter 21Jkun gamingNoch keine Bewertungen
- Metal Powder Processing Metal Powder ProcessingDokument29 SeitenMetal Powder Processing Metal Powder ProcessingdzinsyahNoch keine Bewertungen
- Manufacturing ProcessesDokument26 SeitenManufacturing ProcessesVinit AhluwaliaNoch keine Bewertungen
- Temperature & Density For CastingsDokument46 SeitenTemperature & Density For CastingsRobinson GnanaduraiNoch keine Bewertungen
- Pub 139 Copper Nickel Welding and Fabrication PDFDokument32 SeitenPub 139 Copper Nickel Welding and Fabrication PDFG.SWAMI100% (1)
- Forming and Shaping Plastic and Composites MaterialsDokument33 SeitenForming and Shaping Plastic and Composites MaterialsManjit SinghNoch keine Bewertungen
- PVD Coating-ADokument12 SeitenPVD Coating-Arijoy p pNoch keine Bewertungen
- Production Technology Ch29Dokument20 SeitenProduction Technology Ch29Nimmagadda BharathNoch keine Bewertungen
- To Appear in MeasurementDokument28 SeitenTo Appear in Measurementالسيد ابراهيم عبدالعزيز عبداللهNoch keine Bewertungen
- Basic Concept of WeldingDokument15 SeitenBasic Concept of WeldingAnish KumarNoch keine Bewertungen
- Eurocode 9 To Estimate The Fatigue Life of Friction Stir Welded Aluminium Panels PDFDokument7 SeitenEurocode 9 To Estimate The Fatigue Life of Friction Stir Welded Aluminium Panels PDFdjordjeueNoch keine Bewertungen
- Sheet-Metal Forming ProcessesDokument56 SeitenSheet-Metal Forming Processesenverkara80Noch keine Bewertungen
- Ceramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesVon EverandCeramic Materials for Energy Applications V: A Collection of Papers Presented at the 39th International Conference on Advanced Ceramics and CompositesJosef MatyášNoch keine Bewertungen
- Friction Stir Welding of High Strength 7XXX Aluminum AlloysVon EverandFriction Stir Welding of High Strength 7XXX Aluminum AlloysNoch keine Bewertungen
- Advances in Ceramic Armor XVon EverandAdvances in Ceramic Armor XJerry C. LaSalviaNoch keine Bewertungen
- Die Casting Metallurgy: Butterworths Monographs in MaterialsVon EverandDie Casting Metallurgy: Butterworths Monographs in MaterialsBewertung: 3.5 von 5 Sternen3.5/5 (2)
- Automation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingVon EverandAutomation and Robotisation in Welding and Allied Processes: Proceedings of the International Conference Held at Strasbourg, France, 2-3 September 1985, under the Auspices of the International Institute of WeldingP D BoydNoch keine Bewertungen
- Spot Welding Interview Success: An Introduction to Spot WeldingVon EverandSpot Welding Interview Success: An Introduction to Spot WeldingNoch keine Bewertungen
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesVon EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNoch keine Bewertungen
- Welding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Von EverandWelding for Challenging Environments: Proceedings of the International Conference on Welding for Challenging Environments, Toronto, Ontario, Canada, 15–17 October 1985Noch keine Bewertungen
- The Fracture of Brittle Materials: Testing and AnalysisVon EverandThe Fracture of Brittle Materials: Testing and AnalysisNoch keine Bewertungen
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesVon EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNoch keine Bewertungen
- A Computational Model For The Prediction of Steel HardenabilityDokument12 SeitenA Computational Model For The Prediction of Steel HardenabilityfdcarazoNoch keine Bewertungen
- Phase DiagramsDokument30 SeitenPhase DiagramsjerfmosNoch keine Bewertungen
- 5404 22637 1 PBDokument1 Seite5404 22637 1 PBfdcarazoNoch keine Bewertungen
- 1994 PDFDokument93 Seiten1994 PDFfdcarazoNoch keine Bewertungen
- programPM PDFDokument3 SeitenprogramPM PDFFernandoNoch keine Bewertungen
- Are, Therefore, Not Possible. Please NoteDokument21 SeitenAre, Therefore, Not Possible. Please NoteFernandoNoch keine Bewertungen
- Ple and NpleDokument2 SeitenPle and NplefdcarazoNoch keine Bewertungen
- Solidification 2Dokument20 SeitenSolidification 2fdcarazoNoch keine Bewertungen
- Abstract CALPHAD 2018 Garcia LauraDokument2 SeitenAbstract CALPHAD 2018 Garcia LaurafdcarazoNoch keine Bewertungen
- Paper HansenDokument2 SeitenPaper HansenfdcarazoNoch keine Bewertungen
- mechanicsofMaterialsVol42 2010 pp31 43 PDFDokument13 SeitenmechanicsofMaterialsVol42 2010 pp31 43 PDFfdcarazoNoch keine Bewertungen
- Fem Approach To Simulating Al QuenchDokument13 SeitenFem Approach To Simulating Al QuenchfdcarazoNoch keine Bewertungen
- 1 s2.0 S0029801814003023 MainDokument14 Seiten1 s2.0 S0029801814003023 MainFernandoNoch keine Bewertungen
- Four Laws That Drive The Universe: Peter AtkinsDokument48 SeitenFour Laws That Drive The Universe: Peter AtkinsfdcarazoNoch keine Bewertungen
- Divergent Pearlite in A Manganese Eutectoid Steel 1963 Acta MetallurgicaDokument14 SeitenDivergent Pearlite in A Manganese Eutectoid Steel 1963 Acta MetallurgicafdcarazoNoch keine Bewertungen
- Takaki 2013Dokument12 SeitenTakaki 2013fdcarazoNoch keine Bewertungen
- Thermo-Mechanical Consequences of Phase Transformations in The Heat-Affected Zone Using A Cyclic Uniaxial TestDokument22 SeitenThermo-Mechanical Consequences of Phase Transformations in The Heat-Affected Zone Using A Cyclic Uniaxial TestfdcarazoNoch keine Bewertungen
- 8i3a Review On Jominy Test and Determination of Effect of Alloying Elements On Hardenability of Steel Using Jominy End Quench Test Copyright IjaetDokument7 Seiten8i3a Review On Jominy Test and Determination of Effect of Alloying Elements On Hardenability of Steel Using Jominy End Quench Test Copyright IjaetPraveen SpNoch keine Bewertungen
- Document 3Dokument91 SeitenDocument 3fdcarazoNoch keine Bewertungen
- Document 3Dokument91 SeitenDocument 3fdcarazoNoch keine Bewertungen
- Complementary Use of Transmission Electron Microscopy and Atom Probe Tomography For The Investigation of Steels Nanostructured by Severe Plastic DeforDokument6 SeitenComplementary Use of Transmission Electron Microscopy and Atom Probe Tomography For The Investigation of Steels Nanostructured by Severe Plastic DeforfdcarazoNoch keine Bewertungen
- Stored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiaDokument6 SeitenStored Energy and Structure in Top Down Processed Nanostructured Metals 2009 Scripta MaterialiafdcarazoNoch keine Bewertungen
- New Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsDokument14 SeitenNew Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsfdcarazoNoch keine Bewertungen
- Model - Martensite To Austenite Phase Transformation Kinetics in An Ultrafine-Grained Metastable Austenitic Stainless Steel - Acta 2011Dokument11 SeitenModel - Martensite To Austenite Phase Transformation Kinetics in An Ultrafine-Grained Metastable Austenitic Stainless Steel - Acta 2011fdcarazoNoch keine Bewertungen
- A New Route To Fabricate Ultrafine Grained Structures in Carbon Steels Without Severe Plastic Deformation 2009 Scripta MaterialiaDokument4 SeitenA New Route To Fabricate Ultrafine Grained Structures in Carbon Steels Without Severe Plastic Deformation 2009 Scripta MaterialiafdcarazoNoch keine Bewertungen
- 1 s2.0 S1359645402002604 MainDokument13 Seiten1 s2.0 S1359645402002604 MainfdcarazoNoch keine Bewertungen
- Hot-Rolling and Microstructure Model for Dual-Phase SteelsDokument31 SeitenHot-Rolling and Microstructure Model for Dual-Phase SteelsfdcarazoNoch keine Bewertungen
- New Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsDokument14 SeitenNew Thermomechanical Hot Rolling Schedule For The Processing of High Strength Fine Grained Multiphase SteelsfdcarazoNoch keine Bewertungen
- 8 PDFDokument4 Seiten8 PDFfdcarazoNoch keine Bewertungen
- 3a4 0946Dokument5 Seiten3a4 0946fdcarazoNoch keine Bewertungen
- What Is Exothermic Welding - AIWELD®Dokument4 SeitenWhat Is Exothermic Welding - AIWELD®JayNoch keine Bewertungen
- Breaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01Dokument5 SeitenBreaker Cores: Data Sheet IE 6.60 Product Data Sheet - Feeding Materials Edition 11/01jose.figueroa@foseco.comNoch keine Bewertungen
- Pop RivetDokument3 SeitenPop RivetKaran SharmaNoch keine Bewertungen
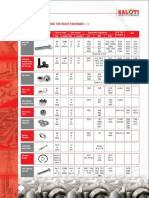
- TI KAL: A Chart To Choose The Right FastenerDokument2 SeitenTI KAL: A Chart To Choose The Right Fastenervelu.gNoch keine Bewertungen
- Pre-Heating System Number Designation Engine 611.981/ 983 Engine 612.983Dokument7 SeitenPre-Heating System Number Designation Engine 611.981/ 983 Engine 612.983M̶i̶c̶h̶e̶l̶ MejiaNoch keine Bewertungen
- 1015 To Hastelloy VickoDokument14 Seiten1015 To Hastelloy Vickovgestantyo100% (1)
- Wave Cyber 4 Inch MPV Spare Parts List (300 PSI&450PSI)Dokument11 SeitenWave Cyber 4 Inch MPV Spare Parts List (300 PSI&450PSI)Leni YusnidaNoch keine Bewertungen
- Drilling CatalogDokument20 SeitenDrilling CatalogIlkin HasanliNoch keine Bewertungen
- Steel SpecificationsDokument4 SeitenSteel Specificationsgaurav tiwariNoch keine Bewertungen
- TorqueDokument6 SeitenTorqueRavindra PawarNoch keine Bewertungen
- Drill Pipe Flow Chart PDFDokument1 SeiteDrill Pipe Flow Chart PDFairlinemembershipNoch keine Bewertungen
- Bench Vise Isometric, Front, Side and Top ViewsDokument1 SeiteBench Vise Isometric, Front, Side and Top ViewsshubhamNoch keine Bewertungen
- LED Infinity Cube End TableDokument23 SeitenLED Infinity Cube End TableEldglay da Silva DomingosNoch keine Bewertungen
- Seamless Mechanical Steel Tubing Specification & SizesDokument6 SeitenSeamless Mechanical Steel Tubing Specification & Sizespasanac77Noch keine Bewertungen
- ME137L - Heat TreatmentDokument34 SeitenME137L - Heat TreatmentDiego LoyzagaNoch keine Bewertungen
- Bend AllowanceDokument2 SeitenBend AllowancewentropremNoch keine Bewertungen
- List of Power Hammers 05-02-18Dokument9 SeitenList of Power Hammers 05-02-18Anonymous FGzNDzIeJNoch keine Bewertungen
- Design For Manufacturing ExamplesDokument13 SeitenDesign For Manufacturing ExamplesVikash Singh100% (1)
- PEN TURNING 101: Getting Started GuideDokument2 SeitenPEN TURNING 101: Getting Started GuidedevheadbotNoch keine Bewertungen
- Ch14 - Metal-Forging Processes and EquipmentDokument26 SeitenCh14 - Metal-Forging Processes and Equipmentlam minhNoch keine Bewertungen
- CMZ Programming ManualDokument133 SeitenCMZ Programming Manualrastaegg100% (6)
- Visual Inspection of WeldsDokument35 SeitenVisual Inspection of Weldsbck055Noch keine Bewertungen
- Introduction To MTripleP IMetalDokument21 SeitenIntroduction To MTripleP IMetalKrishna Mohan T.RNoch keine Bewertungen
- Aloris p2-3Dokument2 SeitenAloris p2-3Paisaje SilenciosoNoch keine Bewertungen
- AMPT (3140204) LAB MANUAL 2022 LNJDokument100 SeitenAMPT (3140204) LAB MANUAL 2022 LNJShubham JadavNoch keine Bewertungen
- MST-ME331-Prospect of Cutting Tool ManufacturingDokument7 SeitenMST-ME331-Prospect of Cutting Tool ManufacturingAmin Al ShuvoNoch keine Bewertungen
- Sample-Locked-83-4 CNC Programming Workbook - LatheDokument148 SeitenSample-Locked-83-4 CNC Programming Workbook - LatheNicu Ion0% (1)
- Termeni Si Expresii UzualeDokument4 SeitenTermeni Si Expresii UzualeToader AlexNoch keine Bewertungen
- Lathe Tooling: # Answer 1. 2Dokument4 SeitenLathe Tooling: # Answer 1. 2David BumbaloughNoch keine Bewertungen
- MCQ WeldingDokument3 SeitenMCQ WeldingMostafaRock100% (2)