Das könnte Ihnen auch gefallen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- M Selvam Fabrication SupervisorDokument4 SeitenM Selvam Fabrication SupervisornaguNoch keine Bewertungen
- Sudip Kumar Jana: Application Applied For Pipe FabricatorDokument2 SeitenSudip Kumar Jana: Application Applied For Pipe FabricatornaguNoch keine Bewertungen
- M Selvam Fabrication FORMENDokument4 SeitenM Selvam Fabrication FORMENnaguNoch keine Bewertungen
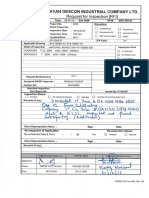
- Olayan Descon Industrial Company LTD.: Request For Inspection (RFI)Dokument1 SeiteOlayan Descon Industrial Company LTD.: Request For Inspection (RFI)naguNoch keine Bewertungen
- Material Rfi & Hydro Test ReportDokument2 SeitenMaterial Rfi & Hydro Test Reportnagu100% (1)
- RFI For Welding Inspection EJN00048Dokument1 SeiteRFI For Welding Inspection EJN00048nagu100% (2)
- Material Rfi, Test Report-30122016104619 PDFDokument2 SeitenMaterial Rfi, Test Report-30122016104619 PDFnagu100% (1)
- Gate PassDokument90 SeitenGate PassnaguNoch keine Bewertungen
- Golden Joint 100% PT (Root & Final Weld) FW-01, FW-02, FW-08ADokument2 SeitenGolden Joint 100% PT (Root & Final Weld) FW-01, FW-02, FW-08AnaguNoch keine Bewertungen
- New 2016 NDT Handbook Vol 10 2 PDFDokument600 SeitenNew 2016 NDT Handbook Vol 10 2 PDFnagu100% (1)
- Safety Presentation 1Dokument1 SeiteSafety Presentation 1naguNoch keine Bewertungen
- Weekly Welding Rejection RateDokument1 SeiteWeekly Welding Rejection Ratenagu100% (3)
- 16 - Work Place StressDokument10 Seiten16 - Work Place StressnaguNoch keine Bewertungen
- EHS Observtios For Flare Project DCS On 03 08 16Dokument41 SeitenEHS Observtios For Flare Project DCS On 03 08 16naguNoch keine Bewertungen
- 03 & 04 Duties of SWI and QualityDokument59 Seiten03 & 04 Duties of SWI and Qualitynagu100% (1)
- 2 Welding TerminologyDokument26 Seiten2 Welding TerminologynaguNoch keine Bewertungen
- SAFETY Action Plan For 2016Dokument6 SeitenSAFETY Action Plan For 2016naguNoch keine Bewertungen
- Cswip 3.2 Drawing ReviewDokument6 SeitenCswip 3.2 Drawing Reviewnagu75% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- 1MDS06004 en en REL 100 RELZ 100 Numerical Line Protection TerminalDokument8 Seiten1MDS06004 en en REL 100 RELZ 100 Numerical Line Protection TerminalRuhuluruj100% (1)
- Biogas Technology: Construction, Utilization and Operation ManualDokument52 SeitenBiogas Technology: Construction, Utilization and Operation ManualDwi Cahyo NugrohoNoch keine Bewertungen
- Bicycle and Motorcycle DynamicsDokument36 SeitenBicycle and Motorcycle DynamicsChanakya ChNoch keine Bewertungen
- Cryogenic and Its ApplicationDokument11 SeitenCryogenic and Its ApplicationBhoomika MansharamaniNoch keine Bewertungen
- Comb - Chemkin - Format PDFDokument5 SeitenComb - Chemkin - Format PDFMUHAMMAD FAREEZ IZWAN BIN ABDUL JALILNoch keine Bewertungen
- Fourier Series - MATLAB & Simulink PDFDokument7 SeitenFourier Series - MATLAB & Simulink PDFWanderson Antonio Sousa SilvaNoch keine Bewertungen
- Assignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Dokument85 SeitenAssignment Booklet Me2353 Finite Element Analysis Dec 2013 May 2014Ashok Kumar Rajendran100% (9)
- Mobile Network LayerDokument25 SeitenMobile Network LayerAmrendra Kumar Mishra100% (2)
- 2014 03 Istanbul PDFDokument3 Seiten2014 03 Istanbul PDFFaraj DividNoch keine Bewertungen
- Delphi Client ServerDokument9 SeitenDelphi Client Serverlukgv,hNoch keine Bewertungen
- Gama Dimat Catalog Be17Dokument16 SeitenGama Dimat Catalog Be17ELMIR ADILNoch keine Bewertungen
- Gear Mechanism Used in Wrist WatchesDokument5 SeitenGear Mechanism Used in Wrist WatchesRaja Rv0% (1)
- Infobasic ProgrammingDokument10 SeitenInfobasic Programmingjaved73bdNoch keine Bewertungen
- Ahu-Ok CatalogueDokument6 SeitenAhu-Ok Catalogue-Tokusatsu Man-Noch keine Bewertungen
- Shell Spirax S6 Txme: Performance, Features & BenefitsDokument2 SeitenShell Spirax S6 Txme: Performance, Features & BenefitsAbdelhadi HoussinNoch keine Bewertungen
- Case Study - RESCOMDokument43 SeitenCase Study - RESCOMMahima PriyadarshiniNoch keine Bewertungen
- Bricks ComparisonDokument13 SeitenBricks ComparisonMd. Numan HossainNoch keine Bewertungen
- Features General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartDokument15 SeitenFeatures General Description: 1.5A Low Dropout Linear Regulator With Programmable Soft-StartSivaNoch keine Bewertungen
- 05 MathematicalReference PDFDokument484 Seiten05 MathematicalReference PDFHassanKMNoch keine Bewertungen
- Fortranv 7Dokument173 SeitenFortranv 7mu4viewNoch keine Bewertungen
- AASHTO GeoTechnical Design of PileDokument5 SeitenAASHTO GeoTechnical Design of PiletrannguyenvietNoch keine Bewertungen
- Interfaces KelloggDokument16 SeitenInterfaces KelloggUrrNoch keine Bewertungen
- Applied Hydrology LabDokument6 SeitenApplied Hydrology Labshehbaz3gNoch keine Bewertungen
- Codex 2017 enDokument713 SeitenCodex 2017 enJIgnacio123Noch keine Bewertungen
- Yale PD2, C85, D85Dokument28 SeitenYale PD2, C85, D85LGWILDCAT73Noch keine Bewertungen
- SAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKDokument73 SeitenSAI GLOBAL, Index House, Ascot, Berks, SL5 7EU, UKtracyhopyNoch keine Bewertungen
- Commercial Office Space - Cyber CityDokument8 SeitenCommercial Office Space - Cyber CityankurNoch keine Bewertungen
- ACI 232.1 Use of Pozzolans in ConcreteDokument24 SeitenACI 232.1 Use of Pozzolans in ConcreteSree Nivas100% (1)