Das könnte Ihnen auch gefallen
- Knitting Technology: A Comprehensive Handbook and Practical GuideVon EverandKnitting Technology: A Comprehensive Handbook and Practical GuideBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Reflection - Reading and Writing 3Dokument3 SeitenReflection - Reading and Writing 3Quỳnh HồNoch keine Bewertungen
- 7.1. Count:: Weaving Calculation & Useful FormulasDokument12 Seiten7.1. Count:: Weaving Calculation & Useful FormulaskreeshnuNoch keine Bewertungen
- Chapter Nine Gauze and Leno WeavesDokument20 SeitenChapter Nine Gauze and Leno Weavesshobsundar100% (2)
- Al-Farabi Fusul Al MadaniDokument107 SeitenAl-Farabi Fusul Al MadaniDaniel G.G.100% (1)
- CH 2 Geometric Modelling of Fabric Structure (1) ADokument38 SeitenCH 2 Geometric Modelling of Fabric Structure (1) AAmit pandeyNoch keine Bewertungen
- Carding: Q. Define Carding/Heart of SpinningDokument31 SeitenCarding: Q. Define Carding/Heart of SpinningSantoshNoch keine Bewertungen
- IPI Stands For Imperfection Index of YarnsDokument1 SeiteIPI Stands For Imperfection Index of YarnsShoreless Shaikat100% (5)
- Warping CalculationsDokument5 SeitenWarping CalculationsNasir Sarwar100% (4)
- Textile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceVon EverandTextile Processing and Properties: Preparation, Dyeing, Finishing and PerformanceBewertung: 5 von 5 Sternen5/5 (5)
- Sectional WarpingDokument12 SeitenSectional WarpingManoj Bhatia100% (1)
- Piston Master PumpsDokument14 SeitenPiston Master PumpsMauricio Ariel H. OrellanaNoch keine Bewertungen
- Pepsi Mix Max Mox ExperimentDokument2 SeitenPepsi Mix Max Mox Experimentanon_192325873Noch keine Bewertungen
- What Is Sectional Warping?: Creel Drum BeamDokument6 SeitenWhat Is Sectional Warping?: Creel Drum Beamamar9247Noch keine Bewertungen
- Importance of Analysis of Fabric SampleDokument5 SeitenImportance of Analysis of Fabric SampleRavi Jain75% (4)
- Calculation of Woven FabricDokument3 SeitenCalculation of Woven FabricTridip Tepantor100% (1)
- Advantage and Disadvantage of Conventional and Unconventional LoomsDokument18 SeitenAdvantage and Disadvantage of Conventional and Unconventional LoomsSushma BalgarNoch keine Bewertungen
- Advanced Fabric Structure PDFDokument35 SeitenAdvanced Fabric Structure PDFManoj Mondal83% (6)
- Spinning Maths-4 PDFDokument9 SeitenSpinning Maths-4 PDFSantoshNoch keine Bewertungen
- Study On Cone WindingDokument18 SeitenStudy On Cone WindingNasim Hassan Raj67% (3)
- Winding Efficiency and CalculationDokument16 SeitenWinding Efficiency and CalculationTanzila NusratNoch keine Bewertungen
- Textile Calculation Different Formula of Textile CalculationDokument9 SeitenTextile Calculation Different Formula of Textile CalculationJaved AyubNoch keine Bewertungen
- Calculate The Cleaning Efficiency of Blow Room Line.Dokument2 SeitenCalculate The Cleaning Efficiency of Blow Room Line.Ammar Naeem Bhatti83% (6)
- GATE Textile Fibres Study Material Book 2 FabricDokument15 SeitenGATE Textile Fibres Study Material Book 2 FabricSantosh100% (1)
- Fiber Fineness, Yarn Counts and ConversionsDokument11 SeitenFiber Fineness, Yarn Counts and ConversionsBhaskar LoganathanNoch keine Bewertungen
- Calculate Nominal Production of A Fleece-Knitting Machine Per HourDokument3 SeitenCalculate Nominal Production of A Fleece-Knitting Machine Per HourkhurshidNoch keine Bewertungen
- Tightness FactorDokument2 SeitenTightness FactorAbi NikilNoch keine Bewertungen
- Yarn Numbering SystemDokument36 SeitenYarn Numbering SystemARYAN RATHORE100% (4)
- Cloth GeometryDokument15 SeitenCloth GeometryAshraful Himel67% (3)
- Draw Frame: ##Difference Between Card Sliver and Drawn SliverDokument13 SeitenDraw Frame: ##Difference Between Card Sliver and Drawn SlivermdnadimNoch keine Bewertungen
- Automatic Weaving Part IDokument17 SeitenAutomatic Weaving Part IHasmukh ShahNoch keine Bewertungen
- Assignment ON Combing ProcessDokument11 SeitenAssignment ON Combing ProcessBoier Sesh Pata0% (2)
- Some Important Weaving CalculationsDokument3 SeitenSome Important Weaving CalculationsRagavendhiran ChandrasekaranNoch keine Bewertungen
- Blow Room Production Calculations Formula With ExampleDokument23 SeitenBlow Room Production Calculations Formula With ExampleAbel TayeNoch keine Bewertungen
- 11 Fabric GeometryDokument30 Seiten11 Fabric GeometryUday RajNoch keine Bewertungen
- Automatic Shuttle LoomsDokument24 SeitenAutomatic Shuttle Loomsparthraj89100% (2)
- yarn-II NoteDokument118 Seitenyarn-II NoteMoshiur Rahman Kayes100% (1)
- SelvedgeDokument3 SeitenSelvedgemuhidul70% (1)
- Study On Sizing ProcessDokument9 SeitenStudy On Sizing ProcessAbid hasanNoch keine Bewertungen
- Draw Frame Hooks ControlDokument17 SeitenDraw Frame Hooks ControlNeelakandan DNoch keine Bewertungen
- Twist MultiplierDokument1 SeiteTwist MultiplierAniket Mahajan100% (5)
- Process Control in SpinningDokument31 SeitenProcess Control in Spinningapi-2649455553% (15)
- Cover Factor Part 1Dokument13 SeitenCover Factor Part 1Shanmugam Bagavathiyappan0% (1)
- Blending at BlowroomDokument3 SeitenBlending at Blowroommoosking100% (1)
- Yarn WindingDokument22 SeitenYarn WindingPRAKASH B. MALAKANE0% (1)
- Lect2 - Blow Room 1Dokument18 SeitenLect2 - Blow Room 1Mina Samy abd el zaherNoch keine Bewertungen
- Spinning Prepretory - II 18-19Dokument51 SeitenSpinning Prepretory - II 18-19Sushil Mali100% (4)
- Chapter-4 - Basic Weft Structure of Knitting & Fabric PropertiesDokument38 SeitenChapter-4 - Basic Weft Structure of Knitting & Fabric PropertiesMD Shakil Khan50% (2)
- Textilecalculations 131030144207 Phpapp01Dokument15 SeitenTextilecalculations 131030144207 Phpapp01jazzlovey100% (1)
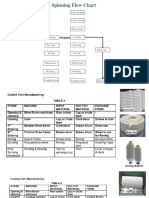
- Yarn Manufacturing - IDokument1 SeiteYarn Manufacturing - ISiva Jagadish Kumar M100% (2)
- Multiphase, A New Concept of WeavingDokument25 SeitenMultiphase, A New Concept of Weavingishtiaque67% (3)
- All Lab ReportDokument31 SeitenAll Lab ReportMuneeb Tahir100% (4)
- SanforizingDokument2 SeitenSanforizingFernando Harahap100% (1)
- Blow RoomDokument27 SeitenBlow Roomapi-377494789% (19)
- Ginning and Blowroom Two Marks Question With AnswerDokument6 SeitenGinning and Blowroom Two Marks Question With AnswerSivakumar K100% (2)
- Fabric Manufacturing I WindingDokument30 SeitenFabric Manufacturing I WindingSanjay Saha100% (2)
- Theory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsVon EverandTheory of Silk Weaving A Treatise on the Construction and Application of Weaves, and the Decomposition and Calculation of Broad and Narrow, Plain, Novelty and Jacquard Silk FabricsNoch keine Bewertungen
- Dictionary of Textile Finishing: Deutsch/Englisch, English/GermanVon EverandDictionary of Textile Finishing: Deutsch/Englisch, English/GermanBewertung: 1.5 von 5 Sternen1.5/5 (3)
- Knitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019Dokument16 SeitenKnitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019fekadeNoch keine Bewertungen
- Tex FormulaDokument11 SeitenTex FormulaThangaraj Goldking0% (1)
- Knitting CalculationsDokument11 SeitenKnitting CalculationsArul Deepak50% (2)
- FM-III Unit 3Dokument72 SeitenFM-III Unit 3Jjeerryyy NikharNoch keine Bewertungen
- Marketing Plan Nokia - Advanced MarketingDokument8 SeitenMarketing Plan Nokia - Advanced MarketingAnoop KeshariNoch keine Bewertungen
- EQUIP9-Operations-Use Case ChallengeDokument6 SeitenEQUIP9-Operations-Use Case ChallengeTushar ChaudhariNoch keine Bewertungen
- Communication MethodDokument30 SeitenCommunication MethodMisganaw GishenNoch keine Bewertungen
- CIVE2304 C1-1 Hydrological CycleDokument54 SeitenCIVE2304 C1-1 Hydrological CyclenaserNoch keine Bewertungen
- Mystakidis2022 MetaverseDokument13 SeitenMystakidis2022 MetaverseVennela NandikondaNoch keine Bewertungen
- Matrix CPP CombineDokument14 SeitenMatrix CPP CombineAbhinav PipalNoch keine Bewertungen
- AJ IntroductionDokument31 SeitenAJ IntroductiontrollergamehuydkNoch keine Bewertungen
- Skills Check Extra 2ADokument1 SeiteSkills Check Extra 2AVishmi JayawardeneNoch keine Bewertungen
- Evolution of Management AccountingDokument35 SeitenEvolution of Management AccountingNuqiah Fathiah Seri100% (1)
- How Do I Predict Event Timing Saturn Nakshatra PDFDokument5 SeitenHow Do I Predict Event Timing Saturn Nakshatra PDFpiyushNoch keine Bewertungen
- Prosocial Behaviour: Hans W. BierhoffDokument20 SeitenProsocial Behaviour: Hans W. BierhoffSahil Mushaf100% (1)
- Duties and Responsibilities - Filipino DepartmentDokument2 SeitenDuties and Responsibilities - Filipino DepartmentEder Aguirre Capangpangan100% (2)
- Data SheetDokument14 SeitenData SheetAnonymous R8ZXABkNoch keine Bewertungen
- Cultural AnthropologyDokument12 SeitenCultural AnthropologyTRISH BOCANoch keine Bewertungen
- Learning Spanish - 1dDokument23 SeitenLearning Spanish - 1dChima C. Ugwuegbu100% (1)
- Aryan Civilization and Invasion TheoryDokument60 SeitenAryan Civilization and Invasion TheorySaleh Mohammad Tarif 1912343630Noch keine Bewertungen
- Bsa2105 FS2021 Vat Da22412Dokument7 SeitenBsa2105 FS2021 Vat Da22412ela kikayNoch keine Bewertungen
- Review On Antibiotic Reidues in Animl ProductsDokument6 SeitenReview On Antibiotic Reidues in Animl ProductsMa. Princess LumainNoch keine Bewertungen
- Tech SharmitDokument16 SeitenTech SharmitRishu SinhaNoch keine Bewertungen
- Python Programming Laboratory Manual & Record: Assistant Professor Maya Group of Colleges DehradunDokument32 SeitenPython Programming Laboratory Manual & Record: Assistant Professor Maya Group of Colleges DehradunKingsterz gamingNoch keine Bewertungen
- Libel Arraignment Pre Trial TranscriptDokument13 SeitenLibel Arraignment Pre Trial TranscriptAnne Laraga LuansingNoch keine Bewertungen
- As I Lay Writing How To Write Law Review ArticleDokument23 SeitenAs I Lay Writing How To Write Law Review ArticleWalter Perez NiñoNoch keine Bewertungen
- Invenio Flyer enDokument2 SeitenInvenio Flyer enErcx Hijo de AlgoNoch keine Bewertungen
- Idoc - Pub - Pokemon Liquid Crystal PokedexDokument19 SeitenIdoc - Pub - Pokemon Liquid Crystal PokedexPerfect SlaNaaCNoch keine Bewertungen
- A-Z Survival Items Post SHTFDokument28 SeitenA-Z Survival Items Post SHTFekott100% (1)
- Smashing HTML5 (Smashing Magazine Book Series)Dokument371 SeitenSmashing HTML5 (Smashing Magazine Book Series)tommannanchery211Noch keine Bewertungen