Das könnte Ihnen auch gefallen
- Ball MillsDokument2 SeitenBall MillsJuan GonzalezNoch keine Bewertungen
- PallaDokument16 SeitenPallaJuan Alberto Giglio FernándezNoch keine Bewertungen
- Pebble Crusher Specific EnergyDokument10 SeitenPebble Crusher Specific Energy12milehillNoch keine Bewertungen
- 015-80T4-FW6 - Rev 1Dokument1 Seite015-80T4-FW6 - Rev 1José Luis TolaNoch keine Bewertungen
- Ball MillDokument7 SeitenBall MillAndres Acosta RozoNoch keine Bewertungen
- Letseng Diamonds Plant 2 DocumentationDokument14 SeitenLetseng Diamonds Plant 2 DocumentationKgotsofalang Kayson NqhwakiNoch keine Bewertungen
- Frequently Used Conversion Factors: Moly-Cop ToolsDokument4 SeitenFrequently Used Conversion Factors: Moly-Cop ToolsAnonymous TsKN7XZBNoch keine Bewertungen
- The Influence of Liner Wear On Milling EfficiencyDokument21 SeitenThe Influence of Liner Wear On Milling EfficiencyW ZuoNoch keine Bewertungen
- Mean Value of A Series Against A Fix Reference Value: Moly-Cop Tools (Version 3.0)Dokument5 SeitenMean Value of A Series Against A Fix Reference Value: Moly-Cop Tools (Version 3.0)Gonzalo LopezNoch keine Bewertungen
- CH 12 Rod & Ball MillsDokument40 SeitenCH 12 Rod & Ball Millsismael1806Noch keine Bewertungen
- SAG Mill ManufacturerDokument2 SeitenSAG Mill ManufacturerRodrigo GarcíaNoch keine Bewertungen
- SAGDokument9 SeitenSAGBrunoNoch keine Bewertungen
- Utilities - STD Sieve SeriesDokument1 SeiteUtilities - STD Sieve SeriespolsiemprealdoNoch keine Bewertungen
- Media Charge Wear Rod MillsDokument3 SeitenMedia Charge Wear Rod MillspolsiemprealdoNoch keine Bewertungen
- Project 200TPHDokument1 SeiteProject 200TPHDavid GarciaNoch keine Bewertungen
- ReporteDokument23 SeitenReporteevizcardo4617Noch keine Bewertungen
- 3 Stages of Crushing SAGDokument11 Seiten3 Stages of Crushing SAGLevent ErgunNoch keine Bewertungen
- Outotec Mineral Processing Solutions: BenefitsDokument12 SeitenOutotec Mineral Processing Solutions: BenefitsAndi FaesalNoch keine Bewertungen
- Prob (Comminution) PDFDokument3 SeitenProb (Comminution) PDFanasabdullahNoch keine Bewertungen
- 78-SAG, AG, Rod, Ball MillsDokument8 Seiten78-SAG, AG, Rod, Ball MillsJaime GutierrezNoch keine Bewertungen
- Scope:: About The Mill Power - SAG Mills Spreadsheet ..Dokument4 SeitenScope:: About The Mill Power - SAG Mills Spreadsheet ..percyNoch keine Bewertungen
- Scope:: About The Ballparam - Dual Spreadsheet ..Dokument57 SeitenScope:: About The Ballparam - Dual Spreadsheet ..lewis poma rojasNoch keine Bewertungen
- Csp703-Sluicepipe 1: Detail ADokument1 SeiteCsp703-Sluicepipe 1: Detail AKarlyCharlisNoch keine Bewertungen
- Autogenous SPDokument16 SeitenAutogenous SPMichael Mateo CerveraNoch keine Bewertungen
- Toromocho Project: Minera Chinalco Peru S.ADokument93 SeitenToromocho Project: Minera Chinalco Peru S.ALuis Valdez espinozaNoch keine Bewertungen
- Fine Grinding in The Australian Mining IndustryDokument11 SeitenFine Grinding in The Australian Mining IndustryATon GarsaNoch keine Bewertungen
- SAIL BSBK Visit Docx-15.06. R-1rtfDokument7 SeitenSAIL BSBK Visit Docx-15.06. R-1rtfsssadangi100% (1)
- 35 Alex Doll - Formato PRM16Dokument24 Seiten35 Alex Doll - Formato PRM16rodrigoalcaino100% (1)
- Belt Conveyor GB PDFDokument8 SeitenBelt Conveyor GB PDFkaniappan sakthivelNoch keine Bewertungen
- Delkor EspesadorDokument21 SeitenDelkor Espesadorrichard gutierrezNoch keine Bewertungen
- Dimensional Drawing: UPS 762UP110G01 Vendor Instruction English Plant Name: DG Khan Hub Contract Number: 15 - 45366Dokument3 SeitenDimensional Drawing: UPS 762UP110G01 Vendor Instruction English Plant Name: DG Khan Hub Contract Number: 15 - 45366Atiq_2909Noch keine Bewertungen
- Metsim MMD Sizer Simulation Major Input ParametersDokument6 SeitenMetsim MMD Sizer Simulation Major Input ParametersWalter Andrés OrqueraNoch keine Bewertungen
- Fuller-Traylor Gyratory CrushersDokument2 SeitenFuller-Traylor Gyratory CrushersIle JieNoch keine Bewertungen
- Guideline: Conveyor Manufacturers Association of Sa LimitedDokument37 SeitenGuideline: Conveyor Manufacturers Association of Sa LimitedYudhistira PratamaNoch keine Bewertungen
- 1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineDokument1 Seite1286 Sme Mining Engineering Handbook: Figure 12.8-14 Ore-Handling System at Olympic Dam MineYeimsNoch keine Bewertungen
- 2015 - SAG Conference - VTM Minas-Rio PDFDokument15 Seiten2015 - SAG Conference - VTM Minas-Rio PDFMauricio Narváez100% (1)
- 600-EQ-014 Operation Manual Stripping Machine PDFDokument90 Seiten600-EQ-014 Operation Manual Stripping Machine PDFcorasaulNoch keine Bewertungen
- Induction Motor Data: Siemens Industry, Inc. Norwood, OhioDokument3 SeitenInduction Motor Data: Siemens Industry, Inc. Norwood, OhioelvisNoch keine Bewertungen
- Dunlop Conveyor Belt Design ManualDokument16 SeitenDunlop Conveyor Belt Design ManualTabor TamiruNoch keine Bewertungen
- Outotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Dokument8 SeitenOutotec - Seismic Design of Elevated Slurry Storage Tanks For As NZS 1170 (Rosart)Serguei DobrinNoch keine Bewertungen
- Paste Thickening Iron Ore TailingsDokument8 SeitenPaste Thickening Iron Ore TailingsAlejandra Vega Avilez100% (1)
- Electrical Documentation For Level SwitchDokument7 SeitenElectrical Documentation For Level SwitchsatfasNoch keine Bewertungen
- A8 0 MineralsProcessing GBDokument6 SeitenA8 0 MineralsProcessing GBAnonymous T8aah3JfNoch keine Bewertungen
- (2004) Design and Operation of Vertimill For Secondary GrindingDokument12 Seiten(2004) Design and Operation of Vertimill For Secondary GrindingLuis Miguel La TorreNoch keine Bewertungen
- Dm-dcld-f-cm-0017 Rev 4 Ems Test ChargesDokument112 SeitenDm-dcld-f-cm-0017 Rev 4 Ems Test ChargesPervaiz BaigNoch keine Bewertungen
- KG Gyratory CrusherDokument5 SeitenKG Gyratory CrusherJhunior Contreras NeyraNoch keine Bewertungen
- DEM Modelling of Liner Evolution and Its Influence On Grinding Rate in Ball MillsDokument11 SeitenDEM Modelling of Liner Evolution and Its Influence On Grinding Rate in Ball MillsAlex vilcaNoch keine Bewertungen
- Rubber Mill LinersDokument8 SeitenRubber Mill LinersDiegoAlvarezHuguezNoch keine Bewertungen
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDokument1 SeiteFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNoch keine Bewertungen
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyDokument14 SeitenEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioNoch keine Bewertungen
- Mill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherDokument24 SeitenMill Lining Solutions For Horizontal Mills: Taking Your Grinding Process To The Next Level TogetherFrancisco TijouxNoch keine Bewertungen
- CMP2015 - Assessing Vertimill Ultrafine Grinding PerformanceDokument7 SeitenCMP2015 - Assessing Vertimill Ultrafine Grinding PerformancerodrigoNoch keine Bewertungen
- Jaw Crusher 2013Dokument8 SeitenJaw Crusher 2013dexsaNoch keine Bewertungen
- #21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFDokument11 Seiten#21. Pearce, Gagnon, Klein, MacIver, Makni, Fisher, - Kumar - Investigation of A Novel HPGR and Size Classification Circuit PDFManolo Sallo ValenzuelaNoch keine Bewertungen
- The Influence of Liner Wear On Milling EfficiencyDokument21 SeitenThe Influence of Liner Wear On Milling EfficiencyarlettNoch keine Bewertungen
- Diemme 2500x2500Dokument8 SeitenDiemme 2500x2500Cristian Mena HidalgoNoch keine Bewertungen
- About ... Moly-Cop ToolsDokument4 SeitenAbout ... Moly-Cop ToolssergiodiazsandivariNoch keine Bewertungen
- DEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINDokument12 SeitenDEC - 10 - RAJIV - PAPER Geearless Vs Geared Mill Drives PROCEMINPeluche de PapelNoch keine Bewertungen
- Whitepaper: The Reinvention of The Gear CouplingDokument4 SeitenWhitepaper: The Reinvention of The Gear CouplingCAT MINING SHOVELNoch keine Bewertungen
- Design of Sugar Mill Gears by P.w.jonesDokument5 SeitenDesign of Sugar Mill Gears by P.w.jonesanwarmughal0% (1)
- Guide Man SandDokument18 SeitenGuide Man SandapocalypsevoidNoch keine Bewertungen
- TRIO Feeders BrochureDokument8 SeitenTRIO Feeders BrochureZiggy GregoryNoch keine Bewertungen
- Standard Flat SpringDokument1 SeiteStandard Flat SpringZiggy GregoryNoch keine Bewertungen
- Nas 1bay QSG Panam PDFDokument2 SeitenNas 1bay QSG Panam PDFZiggy GregoryNoch keine Bewertungen
- Standard Flat SpringDokument1 SeiteStandard Flat SpringZiggy GregoryNoch keine Bewertungen
- SuredampDokument10 SeitenSuredampZiggy GregoryNoch keine Bewertungen
- Recycling - Waste - Screen - Eng - 09 10Dokument2 SeitenRecycling - Waste - Screen - Eng - 09 10Ziggy GregoryNoch keine Bewertungen
- CME Lifting Safety FlyerDokument3 SeitenCME Lifting Safety FlyerZiggy GregoryNoch keine Bewertungen
- 1 Screening Machine Type LIWELL - EnGDokument12 Seiten1 Screening Machine Type LIWELL - EnGZiggy GregoryNoch keine Bewertungen
- What's Up With Bump Testing ?: By: Jack D. PetersDokument47 SeitenWhat's Up With Bump Testing ?: By: Jack D. PetersArhab Abdillah Yusuf Rizal100% (1)
- Prof WodzinskiDokument17 SeitenProf WodzinskiZiggy GregoryNoch keine Bewertungen
- 7 Circular Motion Screening Machine Type DUK Delta 2 - EnGDokument2 Seiten7 Circular Motion Screening Machine Type DUK Delta 2 - EnGZiggy Gregory100% (1)
- Vibrating Stroke&GforceDokument1 SeiteVibrating Stroke&GforceZiggy GregoryNoch keine Bewertungen
- SKF Hydrostatic Shoe Bearing - 100119Dokument23 SeitenSKF Hydrostatic Shoe Bearing - 100119idontlikeebooksNoch keine Bewertungen
- Mills Rev 0Dokument3 SeitenMills Rev 0Ziggy GregoryNoch keine Bewertungen
- Mills Rev 0Dokument3 SeitenMills Rev 0Ziggy GregoryNoch keine Bewertungen
- Vibrating Screens - DewateringDokument2 SeitenVibrating Screens - DewateringZiggy GregoryNoch keine Bewertungen
- Vibrating Screens - Circular Motion Rev 1Dokument2 SeitenVibrating Screens - Circular Motion Rev 1Ziggy Gregory100% (1)
- Vibfem: Mobile Units With Jaw Crushers GJW SeriesDokument3 SeitenVibfem: Mobile Units With Jaw Crushers GJW SeriesZiggy GregoryNoch keine Bewertungen
- Cone Crushers-VIBFEM Rev 3Dokument4 SeitenCone Crushers-VIBFEM Rev 3Ziggy GregoryNoch keine Bewertungen
- Jaw Crusher 140x600 CurvedDokument1 SeiteJaw Crusher 140x600 CurvedZiggy GregoryNoch keine Bewertungen
- Impact Crushers Rev 2Dokument4 SeitenImpact Crushers Rev 2Ziggy GregoryNoch keine Bewertungen
- Sandwich SpringDokument1 SeiteSandwich SpringZiggy GregoryNoch keine Bewertungen
- Crusher SizerDokument4 SeitenCrusher SizerZiggy GregoryNoch keine Bewertungen
- Flip FlowDokument3 SeitenFlip FlowZiggy GregoryNoch keine Bewertungen
- Vibrating Screens - BananaDokument2 SeitenVibrating Screens - BananaZiggy Gregory0% (1)
- Flowability and Handling Characteristics of Bulk SolidsDokument11 SeitenFlowability and Handling Characteristics of Bulk SolidsZiggy GregoryNoch keine Bewertungen
- Dynamic Analysis Large Vibrating ScreenDokument4 SeitenDynamic Analysis Large Vibrating ScreenZiggy GregoryNoch keine Bewertungen
- Rudd's Apron FeederDokument2 SeitenRudd's Apron FeederZiggy Gregory100% (1)
- 1422 Chapt 15 ThermodynamicsDokument40 Seiten1422 Chapt 15 Thermodynamicstomm01Noch keine Bewertungen
- D3967-08. Splitting Tensile Strength of Intact Rock Core SpecimensDokument4 SeitenD3967-08. Splitting Tensile Strength of Intact Rock Core SpecimensIgnacio Padilla100% (2)
- NewpptmmsDokument28 SeitenNewpptmmsVaibhav Jain0% (1)
- APC200 ECM-ECI Error Codes Ver1.8Dokument11 SeitenAPC200 ECM-ECI Error Codes Ver1.8Jppi PtkNoch keine Bewertungen
- Cie As Physics 9702 Theory v1Dokument18 SeitenCie As Physics 9702 Theory v1Fasih AhmadNoch keine Bewertungen
- Wabco TEBS E2 ManualDokument238 SeitenWabco TEBS E2 ManualVincent Price100% (2)
- Algas SDI ZIMMER Brochure InternationalDokument4 SeitenAlgas SDI ZIMMER Brochure InternationalTECKNIPETROL 001Noch keine Bewertungen
- BHEL Haridwar Summer TrainingDokument23 SeitenBHEL Haridwar Summer TrainingNew CreationNoch keine Bewertungen
- Welder Qualification PDFDokument7 SeitenWelder Qualification PDFnarutothunderjet216Noch keine Bewertungen
- 03.shaft ComponentsDokument185 Seiten03.shaft ComponentsClio 77Noch keine Bewertungen
- MAI/Prime Parts 5736 North Michigan Road Indianapolis, IN 46228 317-257-6811 317-257-1590 FaxDokument14 SeitenMAI/Prime Parts 5736 North Michigan Road Indianapolis, IN 46228 317-257-6811 317-257-1590 FaxBhethhoNoch keine Bewertungen
- Science 6 Q3 Module 8 WK 8 - v.01 CC-released-07Mar2021Dokument20 SeitenScience 6 Q3 Module 8 WK 8 - v.01 CC-released-07Mar2021zangNoch keine Bewertungen
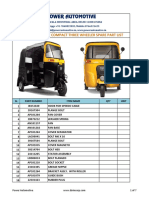
- List Power Bajaj Re 2S 225 Compact PartsDokument7 SeitenList Power Bajaj Re 2S 225 Compact PartsPower DomesticNoch keine Bewertungen
- STP1210 Eb.1415051 1 PDFDokument298 SeitenSTP1210 Eb.1415051 1 PDFpaolaNoch keine Bewertungen
- Reaffirmed 2001: For Current Committee PersonnelDokument24 SeitenReaffirmed 2001: For Current Committee PersonnelJoel CieltoNoch keine Bewertungen
- STEMCO Air Springs CatalogDokument91 SeitenSTEMCO Air Springs CatalogBlytzx GamesNoch keine Bewertungen
- BerlinerLuft. Brochure HygCond 2017-2021 Eng. WebDokument24 SeitenBerlinerLuft. Brochure HygCond 2017-2021 Eng. WebFabian FelsNoch keine Bewertungen
- Thermal PhysicsDokument6 SeitenThermal PhysicsDebojitNoch keine Bewertungen
- Proiect Lemn - Facultatea de Constructii IasiDokument24 SeitenProiect Lemn - Facultatea de Constructii IasiIordana-Paula ManoleNoch keine Bewertungen
- Introduction To Fluids in MotionDokument3 SeitenIntroduction To Fluids in MotionEditor IJRITCCNoch keine Bewertungen
- Amca 211-05 (Rev 6-12)Dokument61 SeitenAmca 211-05 (Rev 6-12)Call MeNoch keine Bewertungen
- Auxiliary Machinery SystemDokument86 SeitenAuxiliary Machinery SystemChristian Cañon GenterolaNoch keine Bewertungen
- Duo Safe Double Cont InstallDokument8 SeitenDuo Safe Double Cont InstallahmedNoch keine Bewertungen
- Pages From Ganz - Turbina-3Dokument1 SeitePages From Ganz - Turbina-3palanaruvaNoch keine Bewertungen
- TQ - MIDTERM - Gen Phys 1Dokument2 SeitenTQ - MIDTERM - Gen Phys 1Ma. Stephanie HerediaNoch keine Bewertungen
- Problem Set 2.projectile MotionDokument9 SeitenProblem Set 2.projectile MotionChristian OconNoch keine Bewertungen
- Three Phase Separator Sizing (Double Weir 1)Dokument3 SeitenThree Phase Separator Sizing (Double Weir 1)Saeid Rahimi MofradNoch keine Bewertungen
- Water Mist PresentationDokument26 SeitenWater Mist PresentationAmar BayasgalanNoch keine Bewertungen
- KC FLT 8809008 enDokument24 SeitenKC FLT 8809008 enAnonymous l05hkK4yUV50% (4)
- Tensile & Elongation PVC Compound VC 8500 BKR VC 8751 BKI VC 8751 GRI - 15102019Dokument1 SeiteTensile & Elongation PVC Compound VC 8500 BKR VC 8751 BKI VC 8751 GRI - 15102019Vinh DuongvanNoch keine Bewertungen