Das könnte Ihnen auch gefallen
- Welding MetallurgyDokument30 SeitenWelding MetallurgySamanthaPereraNoch keine Bewertungen
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantVon EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantBewertung: 3.5 von 5 Sternen3.5/5 (3)
- Weldability of Steels: CSWIP 3.1 Welding InspectionDokument105 SeitenWeldability of Steels: CSWIP 3.1 Welding InspectionLương Hồ VũNoch keine Bewertungen
- Welding Processes and EquipmentDokument167 SeitenWelding Processes and EquipmentTAF150850Noch keine Bewertungen
- 2017-91 Heat Treatment of SteelDokument74 Seiten2017-91 Heat Treatment of SteelJen Megah Bremanda SembiringNoch keine Bewertungen
- Heat Treatment of Welded Structures: CSWIP 3.1welding InspectionDokument25 SeitenHeat Treatment of Welded Structures: CSWIP 3.1welding InspectionLương Hồ VũNoch keine Bewertungen
- Lecture 1-Fundamentals of Welding MetallurgyDokument46 SeitenLecture 1-Fundamentals of Welding MetallurgyHamiduNoch keine Bewertungen
- Lectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5JDokument25 SeitenLectut MT 307 PPT MT 307 04 Weld Metallurgy - WYlLE5Jsachingir100% (1)
- The Iron Puddler My life in the rolling mills and what came of itVon EverandThe Iron Puddler My life in the rolling mills and what came of itNoch keine Bewertungen
- Welding DefectsDokument68 SeitenWelding DefectsRahulKumarNoch keine Bewertungen
- Welding ConsumablesDokument86 SeitenWelding ConsumablesLương Hồ Vũ100% (1)
- WPE2 Course Notes PDFDokument356 SeitenWPE2 Course Notes PDFQuoc Vinh100% (2)
- ME 328.3 E5 - Welding MetallurgyDokument41 SeitenME 328.3 E5 - Welding Metallurgytbmari100% (1)
- ARC WeldingDokument41 SeitenARC WeldingAravind Raj100% (1)
- Basic MetallurgyDokument72 SeitenBasic MetallurgyMuhammad Haris100% (1)
- 1 - MMAW Process - PPT (Compatibility Mode)Dokument44 Seiten1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- To Heat Treatment of Welded Structures and Technical Data: CooperheatDokument11 SeitenTo Heat Treatment of Welded Structures and Technical Data: Cooperheatsnipertomb100% (9)
- Unit 1 Heat Treatment of SteelsDokument207 SeitenUnit 1 Heat Treatment of SteelsAishwarya JanbandhuNoch keine Bewertungen
- Welding Metallurgy of Carbon Steel PDFDokument17 SeitenWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- 15.welding Engineering PDFDokument15 Seiten15.welding Engineering PDFEmad A.Ahmad100% (2)
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985Von EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNoch keine Bewertungen
- Mechanical Working of Metals: Theory and PracticeVon EverandMechanical Working of Metals: Theory and PracticeBewertung: 5 von 5 Sternen5/5 (2)
- Iws Materials and Their Behaviour PDFDokument282 SeitenIws Materials and Their Behaviour PDFkatfy1Noch keine Bewertungen
- Welding MetallurgyDokument69 SeitenWelding MetallurgyManish Sharma100% (8)
- Applied Welding Engineering: Processes, Codes, and StandardsVon EverandApplied Welding Engineering: Processes, Codes, and StandardsBewertung: 3.5 von 5 Sternen3.5/5 (7)
- Steel and Its Heat Treatment: Bofors HandbookVon EverandSteel and Its Heat Treatment: Bofors HandbookBewertung: 2.5 von 5 Sternen2.5/5 (3)
- Welding Metallurgy & Weld Ability of MetalsDokument131 SeitenWelding Metallurgy & Weld Ability of MetalsTAF150850Noch keine Bewertungen
- Welding Defect TWI CSWIPDokument54 SeitenWelding Defect TWI CSWIPMahdi Daly100% (4)
- Material InspectionDokument25 SeitenMaterial InspectionAhmed Gomaa100% (2)
- Wire DrawingDokument4 SeitenWire DrawingVenkat KrishnaNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokument91 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Weld RepairsDokument24 SeitenWeld RepairsLương Hồ VũNoch keine Bewertungen
- Tungsten Inert Gas or Gas Tungsten Arc WeldingDokument35 SeitenTungsten Inert Gas or Gas Tungsten Arc WeldingLương Hồ Vũ75% (4)
- TWI Welding Training 4Dokument36 SeitenTWI Welding Training 4Simbu Arasan100% (1)
- Heat TreatmentDokument59 SeitenHeat TreatmentINSTECH Consulting100% (1)
- Welding Process and ConsumableDokument64 SeitenWelding Process and Consumablenizar_ikmps100% (1)
- CWEng SampleQuestionsDokument8 SeitenCWEng SampleQuestionsSungJun ParkNoch keine Bewertungen
- Distortion in Welding 1111111Dokument40 SeitenDistortion in Welding 1111111wenigma100% (1)
- Chapter 4 Heat Treatment of SteelDokument29 SeitenChapter 4 Heat Treatment of SteelDa Champ Cena100% (2)
- Wtia Iiw Iwe V3 - 0 PDFDokument2 SeitenWtia Iiw Iwe V3 - 0 PDFRizwan NazirNoch keine Bewertungen
- Basic Weld MetallurgyDokument34 SeitenBasic Weld Metallurgydaha333Noch keine Bewertungen
- Welding Types Procedures ParametersDokument156 SeitenWelding Types Procedures ParametersVinodh Kumar YallaNoch keine Bewertungen
- Thermal Analysis of Cast Iron PDFDokument27 SeitenThermal Analysis of Cast Iron PDFRasoul SadeghiNoch keine Bewertungen
- CSWIP 3.1 Study Book 2013 Rev 2 EditionDokument601 SeitenCSWIP 3.1 Study Book 2013 Rev 2 EditionAndrés Maigua100% (1)
- METALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipDokument36 SeitenMETALURGI LAS (Welding Metallurgy) : Kristiana Pasau, ST., MT Teknik Mesin UkipRobinson PasaribuNoch keine Bewertungen
- Welding MetallurgyDokument37 SeitenWelding MetallurgyHary adiNoch keine Bewertungen
- Materi Prosman 2Dokument198 SeitenMateri Prosman 2Agil SetyawanNoch keine Bewertungen
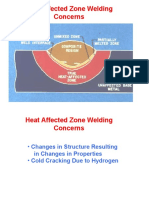
- Heat Affected Zone Welding ConcernsDokument10 SeitenHeat Affected Zone Welding ConcernsKirandeep GandhamNoch keine Bewertungen
- Welding MetallurgyDokument30 SeitenWelding MetallurgySenakeNoch keine Bewertungen
- Heat Treatment and The Effect of Welding: Week 2Dokument44 SeitenHeat Treatment and The Effect of Welding: Week 2Arun SundarNoch keine Bewertungen
- Non Destructive TestingDokument62 SeitenNon Destructive Testingjoescribd55Noch keine Bewertungen
- Unit 2 Welding III HazDokument9 SeitenUnit 2 Welding III HazHada NanuNoch keine Bewertungen
- Heat Treatment ProcessesDokument44 SeitenHeat Treatment Processesmesa142Noch keine Bewertungen
- Ferrous Alloys Eutectoid Portion of Fe-C DiagramDokument28 SeitenFerrous Alloys Eutectoid Portion of Fe-C DiagramcastibraNoch keine Bewertungen
- Welding CODESDokument4 SeitenWelding CODEShemant1886Noch keine Bewertungen
- GATE Mechanical Engineering 2002Dokument12 SeitenGATE Mechanical Engineering 2002hemant1886Noch keine Bewertungen
- International Standards OrganizationsDokument5 SeitenInternational Standards Organizationshemant1886Noch keine Bewertungen
- Gost StandardsDokument10 SeitenGost Standardshemant1886Noch keine Bewertungen
- Most Popular Titles From APIDokument2 SeitenMost Popular Titles From APIhemant1886Noch keine Bewertungen
- BSIDokument163 SeitenBSIhemant1886100% (1)
- Aws Welding ShowDokument21 SeitenAws Welding Showhemant1886Noch keine Bewertungen
- API Safety and Fire Protection STANDARDSDokument3 SeitenAPI Safety and Fire Protection STANDARDShemant1886Noch keine Bewertungen
- Quality STANDARDDokument3 SeitenQuality STANDARDhemant1886100% (1)
- Gate 2014 1 PDFDokument25 SeitenGate 2014 1 PDFhemant1886Noch keine Bewertungen
- WIS5 Imperfections 2006Dokument78 SeitenWIS5 Imperfections 2006hemant1886Noch keine Bewertungen
- Microsoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Dokument81 SeitenMicrosoft PowerPoint - Austenitic Manganese Steel Compatibility Mode 2Damla Kaymakçı100% (1)
- Health & SAFETY STANDARDDokument2 SeitenHealth & SAFETY STANDARDhemant1886Noch keine Bewertungen
- GATE 2013: Answer Keys For ME - Mechanical EngineeringDokument2 SeitenGATE 2013: Answer Keys For ME - Mechanical Engineeringhemant1886Noch keine Bewertungen
- Weld TestingDokument51 SeitenWeld TestingYuki FongNoch keine Bewertungen
- Steel Heat Treatment Metallurgy and TechnologiesDokument832 SeitenSteel Heat Treatment Metallurgy and TechnologiesSUNDRAMNAGANoch keine Bewertungen
- RC2 30 07008 WRR 000 0001 B CDokument5 SeitenRC2 30 07008 WRR 000 0001 B CRene D. ArrietaNoch keine Bewertungen
- Arc Welding and Cutting NoiseDokument45 SeitenArc Welding and Cutting Noisehemant1886Noch keine Bewertungen
- Offshore EngineeringDokument392 SeitenOffshore Engineeringriz2010Noch keine Bewertungen
- General Specification FOR Material, Fabrication and Installation of StructureDokument58 SeitenGeneral Specification FOR Material, Fabrication and Installation of Structuredang_noex56% (9)
- Basic Weld JointsDokument14 SeitenBasic Weld Jointshemant1886Noch keine Bewertungen
- Linings Vs CoatingsDokument2 SeitenLinings Vs Coatingshemant1886Noch keine Bewertungen
- Welding Metallurgy - Detailed PDFDokument28 SeitenWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- 2004A Rev.4Dokument83 Seiten2004A Rev.4Ridwan Baharum100% (2)
- Offshore Engineering - An IntroductionDokument273 SeitenOffshore Engineering - An Introductionloveforyou_erNoch keine Bewertungen
- Clad Vessle InfoDokument81 SeitenClad Vessle Infohemant1886Noch keine Bewertungen
- Welding MetallurgyDokument37 SeitenWelding Metallurgyhemant1886100% (4)
- MSS SP-75 2004Dokument31 SeitenMSS SP-75 2004Argenis Daniel Nieves BerroetaNoch keine Bewertungen
- Abs GuidlineDokument340 SeitenAbs Guidlinehemant1886Noch keine Bewertungen
- Welding Metallurgy - Detailed PDFDokument28 SeitenWelding Metallurgy - Detailed PDFkarcoepm100% (1)
- Mac Puarsa MRL SCHEMATICDokument28 SeitenMac Puarsa MRL SCHEMATICthanggimme.phanNoch keine Bewertungen
- Strategic Management: Internal AssessmentDokument33 SeitenStrategic Management: Internal AssessmentSAEID RAHMAN100% (1)
- English Daily ConversationDokument27 SeitenEnglish Daily ConversationIrma Chyntia Dewi100% (2)
- Sony Blitz h36 - ManualDokument212 SeitenSony Blitz h36 - ManualBohorc Ivica JerryNoch keine Bewertungen
- Tutorial 9Dokument4 SeitenTutorial 9fawwazfauzi2004Noch keine Bewertungen
- Profile Measurement Full ReportDokument16 SeitenProfile Measurement Full ReportAman RedhaNoch keine Bewertungen
- Flowable-Fill Final 03-2006Dokument22 SeitenFlowable-Fill Final 03-2006Hector Alberto Garcia LopezNoch keine Bewertungen
- Anern Integrated Solar Garden Light-201604Dokument1 SeiteAnern Integrated Solar Garden Light-201604Godofredo VillenaNoch keine Bewertungen
- Maintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringDokument11 SeitenMaintenance and Repair Instructions TM 124/11: Spring-Applied Sliding Caliper Brake FSG110 With Hub CenteringNik100% (1)
- Asme b16.5Dokument246 SeitenAsme b16.5hugo_siqueira_11Noch keine Bewertungen
- ERPtips SAP Training Manual SAMPLE CHAPTER From Basic PayrollDokument20 SeitenERPtips SAP Training Manual SAMPLE CHAPTER From Basic Payrollravibabu1620Noch keine Bewertungen
- SAP Workflow Interview Questions - MindmajixDokument25 SeitenSAP Workflow Interview Questions - MindmajixsudhNoch keine Bewertungen
- Diff BW CBO and RBODokument2 SeitenDiff BW CBO and RBORamreddy BollaNoch keine Bewertungen
- FORCE CatalogueDokument85 SeitenFORCE CatalogueMaterialsOne100% (1)
- Campus Invitation Letter - Sample 2Dokument1 SeiteCampus Invitation Letter - Sample 2sitaram shindeNoch keine Bewertungen
- Unit-I Introduction To Erp Enterprise Resource Planning (ERP) Is An Integrated Computer-Based SystemDokument51 SeitenUnit-I Introduction To Erp Enterprise Resource Planning (ERP) Is An Integrated Computer-Based Systemchandru5g100% (4)
- Feedwater Heating SystemsDokument82 SeitenFeedwater Heating SystemsJitendra ChaudhariNoch keine Bewertungen
- Factors Affecting Beam StrengthDokument2 SeitenFactors Affecting Beam StrengthkalpanaadhiNoch keine Bewertungen
- Tutorial 2 What Is The Output of The Below Program?Dokument2 SeitenTutorial 2 What Is The Output of The Below Program?Sunitha BabuNoch keine Bewertungen
- KPODokument18 SeitenKPOjohnrichardjasmineNoch keine Bewertungen
- Demographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionsDokument3 SeitenDemographic Questions: Imagineh2O'S Water Energy Nexus Prize Competition Younoodle Registration QuestionstmangatNoch keine Bewertungen
- Ultrasafe AESDokument7 SeitenUltrasafe AEShuyNoch keine Bewertungen
- HILTI Typical Plumbing ApplicationsDokument140 SeitenHILTI Typical Plumbing ApplicationskuraimundNoch keine Bewertungen
- Acetic 2520acid 2520 Energy 2520balanceDokument6 SeitenAcetic 2520acid 2520 Energy 2520balancembeni0751Noch keine Bewertungen
- Three-Phase Induction Motor Dynamic Mathematical ModelDokument3 SeitenThree-Phase Induction Motor Dynamic Mathematical Modelsajs201100% (3)
- Chapter 1 AnswersDokument3 SeitenChapter 1 Answersdeerhntr22Noch keine Bewertungen
- Baan ERP HistoryDokument18 SeitenBaan ERP HistoryBalaji_SAPNoch keine Bewertungen
- SCDL - PGDBA - Finance - Sem 2 - Strategic ManagementDokument20 SeitenSCDL - PGDBA - Finance - Sem 2 - Strategic Managementapi-3762419100% (2)
- Felkoder Jeep Grand Cherokee 1993Dokument41 SeitenFelkoder Jeep Grand Cherokee 19931LEFFENoch keine Bewertungen