Das könnte Ihnen auch gefallen
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Von EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Noch keine Bewertungen
- Pipes StandardDokument2 SeitenPipes StandardEsmail GandhiNoch keine Bewertungen
- All-in-One Manual of Industrial Piping Practice and MaintenanceVon EverandAll-in-One Manual of Industrial Piping Practice and MaintenanceBewertung: 5 von 5 Sternen5/5 (1)
- A Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosqueraDokument22 SeitenA Review of Steel and Its Interaction With Hydrogen Diana M. Ayala Valderrama, Yinela A. Young MosquerayinelaNoch keine Bewertungen
- Contractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerVon EverandContractor's Guide for Installation of Gasketed PVC Pipe for Water / for SewerBewertung: 5 von 5 Sternen5/5 (1)
- BS en 764-7-2002 - Pressure Equipment Part 7Dokument42 SeitenBS en 764-7-2002 - Pressure Equipment Part 7Edy Wijaya100% (1)
- Water-Tube Boilers and Auxiliary Installations: BSI Standards PublicationDokument16 SeitenWater-Tube Boilers and Auxiliary Installations: BSI Standards PublicationSarelys Zavala100% (1)
- Process Design ParametersDokument6 SeitenProcess Design ParametersDeden SobirinNoch keine Bewertungen
- Norms Overview.: Pipeline ConstructionDokument3 SeitenNorms Overview.: Pipeline ConstructionRjeb mohamedNoch keine Bewertungen
- Piping SystemsDokument73 SeitenPiping SystemsSebin MathewsNoch keine Bewertungen
- Formula of Head TypesDokument7 SeitenFormula of Head TypesyudiNoch keine Bewertungen
- Stainless Steel Tubes Dimensions, Tolerances and Conventional Masses Unit LengthDokument15 SeitenStainless Steel Tubes Dimensions, Tolerances and Conventional Masses Unit LengthOctavio Cotillo LubiánNoch keine Bewertungen
- 2010AFRC Elevated Flare Ignition PaperDokument21 Seiten2010AFRC Elevated Flare Ignition Paperac2475Noch keine Bewertungen
- En DIN Standards in Pipeline ConstructionDokument2 SeitenEn DIN Standards in Pipeline ConstructionJohn Smith67% (3)
- Wall Thickness Calculation-12 InchDokument23 SeitenWall Thickness Calculation-12 InchChirag ShahNoch keine Bewertungen
- 2015 12 Heat-loss-from-Insulated-pipeDokument7 Seiten2015 12 Heat-loss-from-Insulated-pipeRamu NallathambiNoch keine Bewertungen
- ASME BPVC CODE TRAINING-onlineDokument3 SeitenASME BPVC CODE TRAINING-onlineRahaman khanNoch keine Bewertungen
- Din en 12953-11 - 2003Dokument35 SeitenDin en 12953-11 - 2003Иван Иванов100% (1)
- En 13480-3 Mechanical Calculation of Straight PipesDokument10 SeitenEn 13480-3 Mechanical Calculation of Straight PipeskhaireddinNoch keine Bewertungen
- Corrosion AllowanceDokument35 SeitenCorrosion AllowanceReni Mutiara Sari50% (2)
- BS en 19-2002 - Industrial Valves. Marking of Metallic ValvesDokument14 SeitenBS en 19-2002 - Industrial Valves. Marking of Metallic Valvesnikolicjelena100% (1)
- Petrom OMV Corporatenorm L 3001 Rom Eng Rev.1 2007-04-10Dokument80 SeitenPetrom OMV Corporatenorm L 3001 Rom Eng Rev.1 2007-04-10luciandu100% (1)
- Hydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyDokument47 SeitenHydrogen Liquefaction Chain: Co-Product Hydrogen and Upstream StudyIncognito MailNoch keine Bewertungen
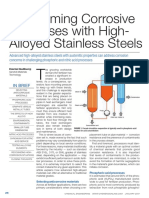
- Overcoming Corrosive Processes With High-Alloyed Stainless SteelsDokument7 SeitenOvercoming Corrosive Processes With High-Alloyed Stainless SteelsBramJanssen76100% (2)
- Steam Solved - Steam Trap OperationDokument17 SeitenSteam Solved - Steam Trap Operationvj100% (1)
- Steam Power PlantsDokument4 SeitenSteam Power Plantsapi-3723333100% (6)
- 13480-3 p5Dokument2 Seiten13480-3 p5Arjun NegiNoch keine Bewertungen
- Boil Out ProcedureDokument2 SeitenBoil Out Proceduremrizalygani99100% (1)
- PTC 19 3 TW Example ProblemDokument10 SeitenPTC 19 3 TW Example Problemrichardstorm100% (1)
- Katalog Kompenzatori DDKDokument35 SeitenKatalog Kompenzatori DDKŽeljko RadicNoch keine Bewertungen
- V B01B0005B-15GB PDFDokument20 SeitenV B01B0005B-15GB PDFनिपुण कुमारNoch keine Bewertungen
- 2015 - 07094934Dokument9 Seiten2015 - 07094934mjimenezgNoch keine Bewertungen
- 34510193Dokument4 Seiten34510193gutmontNoch keine Bewertungen
- Pipe Material For OxygenDokument3 SeitenPipe Material For Oxygenc_pythonNoch keine Bewertungen
- Pipe Stess Static and Dynamic AnalysisDokument5 SeitenPipe Stess Static and Dynamic AnalysisKmt_AeNoch keine Bewertungen
- 16.a Study of Flame Arrestors in Piping SystemsDokument8 Seiten16.a Study of Flame Arrestors in Piping SystemsHAN sdfgh30Noch keine Bewertungen
- Hdpe Pipe CatalogDokument15 SeitenHdpe Pipe CatalogFirst LastNoch keine Bewertungen
- BS 5070-3 1988 Engineering Diagram Drawing PracticeDokument48 SeitenBS 5070-3 1988 Engineering Diagram Drawing PracticeMohamed AdelNoch keine Bewertungen
- Restrictive Orifice Calc For Tube FinalDokument12 SeitenRestrictive Orifice Calc For Tube FinalsafaldNoch keine Bewertungen
- GEST 75 47 Edition 11design and Operation of Chlorine VaporisersDokument28 SeitenGEST 75 47 Edition 11design and Operation of Chlorine VaporisersvipinsunejaNoch keine Bewertungen
- Turbine Bypass ValvesDokument6 SeitenTurbine Bypass ValvesadehriyaNoch keine Bewertungen
- Heat Tracing Systems R1Dokument49 SeitenHeat Tracing Systems R1Ammar ZulfiqarNoch keine Bewertungen
- EHB en File 6.5.3 Calculation of The Reaction ForceDokument3 SeitenEHB en File 6.5.3 Calculation of The Reaction ForceGuillermo CorderoNoch keine Bewertungen
- EN13480-3 Chap12 ModificationsDokument37 SeitenEN13480-3 Chap12 ModificationsPrashant ChauhanNoch keine Bewertungen
- Flans Chen Prospekt EngDokument2 SeitenFlans Chen Prospekt Englorenzinho290Noch keine Bewertungen
- Firefighting KksDokument63 SeitenFirefighting KksLeonardo Ernesto Cornejo PinoNoch keine Bewertungen
- Flexibility Analysis of PipingDokument33 SeitenFlexibility Analysis of PipingkurcekNoch keine Bewertungen
- Hydrogen Fired Steam Boilers IJERTCONV6IS10016Dokument5 SeitenHydrogen Fired Steam Boilers IJERTCONV6IS10016rahuliitianluv100% (1)
- En 10028Dokument2 SeitenEn 10028ado31Noch keine Bewertungen
- Sources and Control Methods: CE/AE 524B Air Pollution J. (Hans) Van LeeuwenDokument28 SeitenSources and Control Methods: CE/AE 524B Air Pollution J. (Hans) Van LeeuwenSteve Johnson100% (1)
- Piping Design (Revised)Dokument22 SeitenPiping Design (Revised)Yash PatelNoch keine Bewertungen
- Inspection Engineer Interview Points Piping: Commonly Used Construction CodesDokument39 SeitenInspection Engineer Interview Points Piping: Commonly Used Construction CodesAshat Ul Haq100% (1)
- Piping 2Dokument7 SeitenPiping 2Jeffrey SsalonNoch keine Bewertungen
- Wolkite University: College of Engineering and Technology Department of Food Process Engineering Food Engineering DrawingDokument154 SeitenWolkite University: College of Engineering and Technology Department of Food Process Engineering Food Engineering DrawingTemesgen MuletaNoch keine Bewertungen
- PIPINGDokument6 SeitenPIPINGMananNoch keine Bewertungen
- Pipeline Design Consideration and StandardsDokument14 SeitenPipeline Design Consideration and StandardsSakthivel Swaminathan0% (1)
- PIPE Material SpecDokument12 SeitenPIPE Material SpecRana PrathapNoch keine Bewertungen
- Piping: Engineering SubfieldsDokument2 SeitenPiping: Engineering SubfieldsJuan F. CrescenteNoch keine Bewertungen
- Pipe DesignDokument6 SeitenPipe DesignmaneeshmsanjagiriNoch keine Bewertungen
- Process Piping Fundamentals Codes and STDokument72 SeitenProcess Piping Fundamentals Codes and STjosue Vargas100% (1)
- Axial Fans PDFDokument10 SeitenAxial Fans PDFFahad KhanNoch keine Bewertungen
- P5010 Familiy With AVMDokument3 SeitenP5010 Familiy With AVMSuhas KODRENoch keine Bewertungen
- SW2020 Users E13 07 2 EDokument85 SeitenSW2020 Users E13 07 2 Ecengiz kutukcu57% (7)
- Cameron BOP Control Systems PDFDokument38 SeitenCameron BOP Control Systems PDFcarlosorizaba100% (1)
- Wp45L Data Sheet: High Quality. High Performance. High PressureDokument2 SeitenWp45L Data Sheet: High Quality. High Performance. High PressureTanay ShahNoch keine Bewertungen
- Stress Analysis of Pump PipingDokument5 SeitenStress Analysis of Pump PipingSamNoch keine Bewertungen
- Boiler Operator Training PP PresentationDokument44 SeitenBoiler Operator Training PP PresentationANIL YADAVNoch keine Bewertungen
- Piping Design Info (Version 2)Dokument279 SeitenPiping Design Info (Version 2)MANIKANDANoch keine Bewertungen
- Hy30 3300 Uk - Mca PDFDokument96 SeitenHy30 3300 Uk - Mca PDFLeandro BrazNoch keine Bewertungen
- Light Commercial ACDokument52 SeitenLight Commercial ACFerdinand FernandezNoch keine Bewertungen
- Topic T4: Pumps and Turbines AUTUMN 2013 Objectives: Laws To Calculate Pump Characteristics at Different SpeedsDokument19 SeitenTopic T4: Pumps and Turbines AUTUMN 2013 Objectives: Laws To Calculate Pump Characteristics at Different SpeedsTeguh SetionoNoch keine Bewertungen
- Interview Questions On ME FMDokument7 SeitenInterview Questions On ME FMRitesh UpadhyayNoch keine Bewertungen
- Operating, Installation & Maintenance Manual FOR Series 210 MK - Ii Sample ProbeDokument44 SeitenOperating, Installation & Maintenance Manual FOR Series 210 MK - Ii Sample ProbeJuLian D RodriguezNoch keine Bewertungen
- Part No. Reference No. Quantity DescriptionDokument45 SeitenPart No. Reference No. Quantity DescriptioncachasbcnNoch keine Bewertungen
- Jiangsu Deenpu Petrochemical Machinery Co.,ltdDokument12 SeitenJiangsu Deenpu Petrochemical Machinery Co.,ltdJIN WANGNoch keine Bewertungen
- Khi ProcedureDokument12 SeitenKhi ProcedureAlfian ImaduddinNoch keine Bewertungen
- Intake and Exhaust: Group 15Dokument14 SeitenIntake and Exhaust: Group 15Noob StalkerNoch keine Bewertungen
- Pivot Arm Turning GearDokument24 SeitenPivot Arm Turning Gearoom_tgw100% (1)
- 902 G2 Dar 038 Cal 910 ADokument9 Seiten902 G2 Dar 038 Cal 910 AAhmed GhazalNoch keine Bewertungen
- Spears Butterfly Check Valve Installation ManualDokument6 SeitenSpears Butterfly Check Valve Installation ManualTrEnD SeT vicky rioNoch keine Bewertungen
- NR 2 Ventilation EffectivenessDokument26 SeitenNR 2 Ventilation EffectivenessVanco AdziskiNoch keine Bewertungen
- FFS 0217 2015 Franklin Fueling Systems Price ListDokument208 SeitenFFS 0217 2015 Franklin Fueling Systems Price ListpogisimpatikoNoch keine Bewertungen
- Sizing and Selection of Steam TurbineDokument12 SeitenSizing and Selection of Steam TurbineChe AguilarNoch keine Bewertungen
- Aeroquip AdaptersDokument98 SeitenAeroquip AdaptersSetyohdWNoch keine Bewertungen
- Exhaust Gas Economizer Mm-16Dokument87 SeitenExhaust Gas Economizer Mm-16Mustafa YıldırımNoch keine Bewertungen
- Condenser Model: Input DataDokument2 SeitenCondenser Model: Input DatanascasNoch keine Bewertungen
- 2 Valve Manifold 3 Way g2vm1Dokument1 Seite2 Valve Manifold 3 Way g2vm1srk_mit111Noch keine Bewertungen
- Edta Scheme in Wards For 500 & 600 MWDokument4 SeitenEdta Scheme in Wards For 500 & 600 MWjp mishraNoch keine Bewertungen
- L4 High Speed FlowDokument18 SeitenL4 High Speed FlowOPONoch keine Bewertungen
- SolidWorks Flow Simulation Defining A Custom FanDokument6 SeitenSolidWorks Flow Simulation Defining A Custom Fanbaca88Noch keine Bewertungen