Das könnte Ihnen auch gefallen
- Unit-5 - Non Conventional Machining ProcessesDokument72 SeitenUnit-5 - Non Conventional Machining ProcessesMichael AugustineNoch keine Bewertungen
- Non Conventional Machining PDFDokument55 SeitenNon Conventional Machining PDFMarthande100% (1)
- The Essentials of Material Science and Technology for EngineersVon EverandThe Essentials of Material Science and Technology for EngineersBewertung: 5 von 5 Sternen5/5 (1)
- Chapter 07 - Non-Traditional MachiningDokument34 SeitenChapter 07 - Non-Traditional MachiningNurul AsyilahNoch keine Bewertungen
- Unit II - Turning MachinesDokument137 SeitenUnit II - Turning MachinesKanda SamyNoch keine Bewertungen
- Non-Conventional Machining ProcessesDokument31 SeitenNon-Conventional Machining ProcessesmunazarNoch keine Bewertungen
- CO2 Molding ProcessDokument13 SeitenCO2 Molding Processthodeti babuNoch keine Bewertungen
- Plating Specification ListDokument11 SeitenPlating Specification Listsursh60% (5)
- BB4500 Line Boring MachineDokument12 SeitenBB4500 Line Boring MachineLuis Fernando Oropeza CruzNoch keine Bewertungen
- Over All Concept of This ChapterDokument57 SeitenOver All Concept of This ChapterberhaneNoch keine Bewertungen
- ME 350 - Lecture 22 - Chapter 26: Nontraditional Machining ProcessesDokument34 SeitenME 350 - Lecture 22 - Chapter 26: Nontraditional Machining ProcessestnchsgNoch keine Bewertungen
- Unconventional Machining Process - Unit 4 Chemical and Electrochemical Energy Based ProcessesDokument31 SeitenUnconventional Machining Process - Unit 4 Chemical and Electrochemical Energy Based Processesanon_185555118Noch keine Bewertungen
- Kalp Chap 27 Advanced Machining ProcessesDokument40 SeitenKalp Chap 27 Advanced Machining ProcessesJohan NicholasNoch keine Bewertungen
- M Science 2019 PPTsDokument27 SeitenM Science 2019 PPTsGopi KrishnaNoch keine Bewertungen
- Nontraditional MachiningDokument67 SeitenNontraditional MachiningrrameshsmitNoch keine Bewertungen
- Electro Chemical MachiningDokument40 SeitenElectro Chemical Machiningnashk18Noch keine Bewertungen
- EcmDokument22 SeitenEcmCarlos WilliamsonNoch keine Bewertungen
- EDM, LBM and ECMDokument30 SeitenEDM, LBM and ECMSparsh KatiyarNoch keine Bewertungen
- Nontraditional MachiningDokument25 SeitenNontraditional MachiningwabdushukurNoch keine Bewertungen
- Nontraditional Manufacturing ProcessesDokument157 SeitenNontraditional Manufacturing ProcessesProf. Arshad Noor Siddiqui (D/o Mechanical Engineering)Noch keine Bewertungen
- AKDM - Modul 1Dokument24 SeitenAKDM - Modul 1MUHAMMAD RAIHAN H HNoch keine Bewertungen
- Quiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyDokument40 SeitenQuiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyFelipe SaavedraNoch keine Bewertungen
- Non-Traditional MachiningDokument34 SeitenNon-Traditional MachiningSatish SatiNoch keine Bewertungen
- Non-Traditional MachiningDokument24 SeitenNon-Traditional MachiningNikhil PrasannaNoch keine Bewertungen
- Quiz 7Dokument40 SeitenQuiz 7Vysakh VasudevanNoch keine Bewertungen
- Institute of Technology & Management: Unconventional Machining ProcessDokument28 SeitenInstitute of Technology & Management: Unconventional Machining ProcessAkash TripathiNoch keine Bewertungen
- Electrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritDokument41 SeitenElectrochemical Machining: Prepared by M.Usha Rani Assistant Professor of M.E SritB.AishwaryaNoch keine Bewertungen
- Turning of Metal EDM MachiningDokument45 SeitenTurning of Metal EDM MachiningJacob KussiaNoch keine Bewertungen
- Ucmp Unit 4Dokument70 SeitenUcmp Unit 4Rashida BegumNoch keine Bewertungen
- Advantages and Limitations of Electrical-Discharge Machining (EDM)Dokument20 SeitenAdvantages and Limitations of Electrical-Discharge Machining (EDM)WongXinXinNoch keine Bewertungen
- Chapter Chemical MachiningDokument35 SeitenChapter Chemical MachiningMagenthran KuppusamyNoch keine Bewertungen
- Unconventional MachiningDokument25 SeitenUnconventional MachiningDittam SahaNoch keine Bewertungen
- University of Engineering & Technology, Lahore, (GSPCT) GujratDokument14 SeitenUniversity of Engineering & Technology, Lahore, (GSPCT) Gujratsham javedNoch keine Bewertungen
- Chapter 26-Nontraditional MachiningDokument67 SeitenChapter 26-Nontraditional MachiningHassan AliNoch keine Bewertungen
- Lecture 02 - Chapter 26-Nontraditional MachiningDokument68 SeitenLecture 02 - Chapter 26-Nontraditional MachiningFarhad AliNoch keine Bewertungen
- Nontraditional Machining: Compiled By: Norliana Mohd AbbasDokument57 SeitenNontraditional Machining: Compiled By: Norliana Mohd AbbasA TalkNoch keine Bewertungen
- EDMDokument64 SeitenEDMLikith LikiNoch keine Bewertungen
- Advanced Machining ProcessesDokument51 SeitenAdvanced Machining ProcessesAntoni tonNoch keine Bewertungen
- Non Traditional MachiningDokument29 SeitenNon Traditional MachiningSyed ShahidNoch keine Bewertungen
- Electrochemical Machining (ECM)Dokument36 SeitenElectrochemical Machining (ECM)Abhishek KumarNoch keine Bewertungen
- Electrochemical Machining Nov16th2010Dokument47 SeitenElectrochemical Machining Nov16th2010rajdrklNoch keine Bewertungen
- Advanced Machining ProcessesDokument51 SeitenAdvanced Machining ProcessesAntoni tonNoch keine Bewertungen
- MProcesses Notes 9Dokument51 SeitenMProcesses Notes 9Nur NabilahNoch keine Bewertungen
- Introduction To Non Conventional OperationsDokument13 SeitenIntroduction To Non Conventional Operationssham javed100% (1)
- Advanced Machining ProcessDokument25 SeitenAdvanced Machining Process01fe16bme163Noch keine Bewertungen
- Unconventional Machining ProcessDokument36 SeitenUnconventional Machining ProcessInderpal SinghNoch keine Bewertungen
- Electrochemical MachiningDokument12 SeitenElectrochemical MachiningShubham PoteNoch keine Bewertungen
- Electrochemical Machining (ECM)Dokument48 SeitenElectrochemical Machining (ECM)vkrishnarajNoch keine Bewertungen
- Non Conventional Machining - Module 7Dokument36 SeitenNon Conventional Machining - Module 7deepakNoch keine Bewertungen
- Nalanda College of Engineering: Non-Conventional MachiningDokument28 SeitenNalanda College of Engineering: Non-Conventional Machiningraj aryanNoch keine Bewertungen
- Over All Concept of This ChapterDokument68 SeitenOver All Concept of This ChapterberhaneNoch keine Bewertungen
- Nontraditional Machining and Thermal Cutting ProcessesDokument26 SeitenNontraditional Machining and Thermal Cutting ProcesseshassNoch keine Bewertungen
- Nontraditional Machining and Thermal Cutting ProcessesDokument26 SeitenNontraditional Machining and Thermal Cutting ProcessesanilmechNoch keine Bewertungen
- NCM PDFDokument105 SeitenNCM PDFChaitanya AnandNoch keine Bewertungen
- Chapter SevenDokument68 SeitenChapter Sevenmunawer abdusamedNoch keine Bewertungen
- Akdm Modul 6Dokument23 SeitenAkdm Modul 6MUHAMMAD RAIHAN H HNoch keine Bewertungen
- Unconventional Machining ProcessDokument10 SeitenUnconventional Machining ProcessKiran BornareNoch keine Bewertungen
- ME 350 - Lecture 21 - Chapter 26: Nontraditional Machining ProcessesDokument35 SeitenME 350 - Lecture 21 - Chapter 26: Nontraditional Machining ProcessesTanu RdNoch keine Bewertungen
- Nontraditional Machining Refers To A Group ADokument17 SeitenNontraditional Machining Refers To A Group AJayant SisodiaNoch keine Bewertungen
- Unit 1Dokument59 SeitenUnit 1pardhuduNoch keine Bewertungen
- Ecm, CM, Edm, PVD, CVDDokument78 SeitenEcm, CM, Edm, PVD, CVDAmit DevNoch keine Bewertungen
- NonTraditional Machining PresentationDokument22 SeitenNonTraditional Machining PresentationNagarjunavarma GannaNoch keine Bewertungen
- Advanced Machining Processes and NanofabricationDokument27 SeitenAdvanced Machining Processes and NanofabricationKarthickm92Noch keine Bewertungen
- 02 Precision Pipe FittingsDokument28 Seiten02 Precision Pipe FittingsNilesh MistryNoch keine Bewertungen
- Workshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearDokument13 SeitenWorkshop: Name of Student:-Linda Leon Toma Energy Engineering Department First YearLinda Leon TomaNoch keine Bewertungen
- Manual Tooling CatalogDokument70 SeitenManual Tooling CatalogGuillaume JaNoch keine Bewertungen
- Types of ThreadDokument25 SeitenTypes of ThreadJKKNoch keine Bewertungen
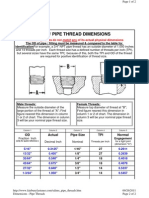
- Xdims Pipe ThreadsDokument2 SeitenXdims Pipe ThreadsamevaluacionesNoch keine Bewertungen
- Medieval Goldsmithing Flowchart V4.1 ReferencedDokument1 SeiteMedieval Goldsmithing Flowchart V4.1 ReferencedJamie Hall100% (1)
- BS en 14399-7 2007Dokument24 SeitenBS en 14399-7 2007Kristina KaskNoch keine Bewertungen
- WSG Cutting Edge End Bit Sider Cutter Catalogue ListDokument18 SeitenWSG Cutting Edge End Bit Sider Cutter Catalogue ListMOGES ABERANoch keine Bewertungen
- Research On Quality Improvement of The Cross Section Cut by Abrasive Water Jet Based On Secondary Cutting-1Dokument10 SeitenResearch On Quality Improvement of The Cross Section Cut by Abrasive Water Jet Based On Secondary Cutting-1Dinesh RaamNoch keine Bewertungen
- Assignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessDokument10 SeitenAssignment No-01 Machine Element: Fundamental Rules For The Selection and Planning of A Manufacturing ProcessTushar PingateNoch keine Bewertungen
- SyllabusDokument3 SeitenSyllabusAnonymous 4h9p1EIQYSNoch keine Bewertungen
- Heat TreatmentDokument26 SeitenHeat TreatmentMirza Shaizad BegNoch keine Bewertungen
- UNIT-IV Question BankDokument3 SeitenUNIT-IV Question BankParamasivam VeerappanNoch keine Bewertungen
- DIN 580.phpDokument13 SeitenDIN 580.phprajeskumarNoch keine Bewertungen
- Sumitomo Drill Catalog 10-11 PDFDokument120 SeitenSumitomo Drill Catalog 10-11 PDFPablo Martínez BerenguerNoch keine Bewertungen
- Roll Grinding - Tips of The TradeDokument2 SeitenRoll Grinding - Tips of The TradeGinanjar Surya Ramadhan100% (1)
- Fasteners - Dimensional SpecificationsDokument71 SeitenFasteners - Dimensional SpecificationsBhaiJan59Noch keine Bewertungen
- Final Draft - Specification - ISEJ65 - 22 - 02 - 2021Dokument2 SeitenFinal Draft - Specification - ISEJ65 - 22 - 02 - 2021Uday KumarNoch keine Bewertungen
- Shandong Huawei Intelligent Equipment Co., LTD.: CS6266C 2000/3000MMDokument5 SeitenShandong Huawei Intelligent Equipment Co., LTD.: CS6266C 2000/3000MMEdgar Rojas EspejoNoch keine Bewertungen
- Abrasive MachiningDokument77 SeitenAbrasive MachiningIshu RathoreNoch keine Bewertungen
- Lecture-2-An Overview of Sand Casting-Lecture NotesDokument13 SeitenLecture-2-An Overview of Sand Casting-Lecture NotesManchi MaheetNoch keine Bewertungen
- Hand Taps - Button Dies - Die Nuts - Screw Extractors - Holders - SetsDokument26 SeitenHand Taps - Button Dies - Die Nuts - Screw Extractors - Holders - SetsQC RegianNoch keine Bewertungen
- PT. Yoosetsu - Comprof - Layout OkDokument7 SeitenPT. Yoosetsu - Comprof - Layout OkAdnan BarabaNoch keine Bewertungen
- Mce 653 Advanced Manufacturing TechnologyDokument1 SeiteMce 653 Advanced Manufacturing TechnologypathakatulNoch keine Bewertungen
- Welding Practices For 2219 Aluminum and Inconel 718Dokument10 SeitenWelding Practices For 2219 Aluminum and Inconel 718Justin KeelingNoch keine Bewertungen
- Single Head Nest Detail: Turbonest F644-12Mm-S355-04Dokument5 SeitenSingle Head Nest Detail: Turbonest F644-12Mm-S355-04Vv ZzNoch keine Bewertungen