Das könnte Ihnen auch gefallen
- Aluminium Alloy Applications PDFDokument3 SeitenAluminium Alloy Applications PDFKhanHasibKaisarNoch keine Bewertungen
- Chemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Dokument105 SeitenChemical Machining Processes For Aircraft Parts Manufacturing (May 2019)Luis Gustavo PachecoNoch keine Bewertungen
- Structural Ceramic Materials: MULLITE - Structure, Properties, ApplicationsDokument9 SeitenStructural Ceramic Materials: MULLITE - Structure, Properties, ApplicationsMu Ba100% (1)
- Ferrous Metal & AlloysDokument30 SeitenFerrous Metal & AlloysRed ReidNoch keine Bewertungen
- Reducing The Cost To Process Molten AluminumDokument54 SeitenReducing The Cost To Process Molten AluminumKen McgownNoch keine Bewertungen
- Strip Casting Technology A Key To Product QualityDokument5 SeitenStrip Casting Technology A Key To Product Qualityjijith njNoch keine Bewertungen
- Fused and Sintered AluminaDokument7 SeitenFused and Sintered AluminaSaragadam DilsriNoch keine Bewertungen
- Technical Audit IN Murugappa GroupDokument51 SeitenTechnical Audit IN Murugappa Groupryan hardiantoNoch keine Bewertungen
- Recycling Aluminum Aerospace AlloysDokument5 SeitenRecycling Aluminum Aerospace AlloysShamim HasanNoch keine Bewertungen
- Cutting FluidsDokument28 SeitenCutting FluidsVivek DesaleNoch keine Bewertungen
- Material Flow Modeling of Aluminum For Sustainability : Kenneth J. Martchek, Alcoa Inc., Alcoa Corporate CenterDokument5 SeitenMaterial Flow Modeling of Aluminum For Sustainability : Kenneth J. Martchek, Alcoa Inc., Alcoa Corporate CenterEd MartiNoch keine Bewertungen
- Maintenance Tips On OilDokument12 SeitenMaintenance Tips On OilAndrea StoneNoch keine Bewertungen
- Aluminium Specifications Properties Classifications and Classes PDFDokument13 SeitenAluminium Specifications Properties Classifications and Classes PDFVinit MehtaNoch keine Bewertungen
- HSMM Overview Rel 2 0Dokument29 SeitenHSMM Overview Rel 2 0Satpal SinghNoch keine Bewertungen
- Chromate Free CoatingsDokument16 SeitenChromate Free CoatingsbaanaadiNoch keine Bewertungen
- TribologyDokument19 SeitenTribologyMtech Design [Golden Batch]Noch keine Bewertungen
- Friction Stir WeldingDokument22 SeitenFriction Stir Weldingkarthik100% (4)
- Cast Vs ForgedDokument9 SeitenCast Vs ForgedSIVANoch keine Bewertungen
- 15 Aluminium PackagingDokument4 Seiten15 Aluminium PackagingppmasterNoch keine Bewertungen
- Industrial Training ReportDokument35 SeitenIndustrial Training ReportsamarNoch keine Bewertungen
- Metals AluminumDokument22 SeitenMetals AluminumSantosh KumarNoch keine Bewertungen
- Aluminum Use in AutomobileDokument20 SeitenAluminum Use in Automobilenav_sarNoch keine Bewertungen
- Research Project Report On Ferrous Steel Scrap Demand in FoundariesDokument10 SeitenResearch Project Report On Ferrous Steel Scrap Demand in FoundariesAarushi NarangNoch keine Bewertungen
- 2006 Al SC Alu IndiaDokument12 Seiten2006 Al SC Alu Indiamsaravanan04Noch keine Bewertungen
- Effect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysDokument6 SeitenEffect of Microstructure and Alloy Contents On The Luders Line Formation in Al-Mg AlloysJinsoo KimNoch keine Bewertungen
- Advantages of Zinc-Free Hydraulic OilsDokument2 SeitenAdvantages of Zinc-Free Hydraulic OilsAnonymous F2TxS3YoaNoch keine Bewertungen
- Dummy Block Lubrication Best PracticesDokument6 SeitenDummy Block Lubrication Best PracticesLeonel Velasquez100% (1)
- High Chromium Irons ASTM A-532 CL. IIIADokument1 SeiteHigh Chromium Irons ASTM A-532 CL. IIIAAndre Sufadia SimorangkirNoch keine Bewertungen
- Oil Grades For BearingDynamic ViscosityDokument2 SeitenOil Grades For BearingDynamic Viscositypurnendraj4979Noch keine Bewertungen
- Evolution of Quench Factor Analysis - A ReviewDokument22 SeitenEvolution of Quench Factor Analysis - A Reviewluigi_mazzucco100% (1)
- Aisi 305Dokument3 SeitenAisi 305Aditya PratapNoch keine Bewertungen
- Aluminium and Aluminium AlloysDokument3 SeitenAluminium and Aluminium AlloysCherie DiazNoch keine Bewertungen
- Module 2 - Rolling ProcessDokument51 SeitenModule 2 - Rolling Processarun t nNoch keine Bewertungen
- Chip Recycling Brochure-NewDokument2 SeitenChip Recycling Brochure-NewVijaykumar SharmaNoch keine Bewertungen
- Casting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesDokument11 SeitenCasting Defects Analysis in Foundry and Their Remedial Measures With Industrial Case StudiesIOSRjournalNoch keine Bewertungen
- Influence of Lubricant Type in Gear ScuffingDokument10 SeitenInfluence of Lubricant Type in Gear ScuffingAnibal RiosNoch keine Bewertungen
- Grain Refinement MechanismsDokument8 SeitenGrain Refinement MechanismsFolo Daniel SianiparNoch keine Bewertungen
- Metallographic Preparation of Aluminum and Aluminum AlloysDokument6 SeitenMetallographic Preparation of Aluminum and Aluminum AlloysCayqueCasaleNoch keine Bewertungen
- SMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Dokument14 SeitenSMS#1 SMS#2: PERFROMANCE DATA (Refractory & Operation)Binod Kumar PadhiNoch keine Bewertungen
- Alcoa AP BrochureDokument8 SeitenAlcoa AP BrochureGanesh AshokanNoch keine Bewertungen
- Inclusions in SteelsDokument31 SeitenInclusions in SteelsJatin BangaliNoch keine Bewertungen
- Reducing Aluminium Anodizing Costs with Solar HeatingDokument14 SeitenReducing Aluminium Anodizing Costs with Solar Heatingaditya_welekarNoch keine Bewertungen
- Billet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionDokument11 SeitenBillet Defects: Pin-Hole and Blow-Hole Formation, Prevention and EvolutionBoujemaa DrifNoch keine Bewertungen
- Improvement in Casting Defect of LM6 MaterialDokument31 SeitenImprovement in Casting Defect of LM6 MaterialSudhir Kumar100% (1)
- Leidenfrost EffectDokument10 SeitenLeidenfrost EffectSnowswimmerNoch keine Bewertungen
- Pneumatic Steelmarking - Chapter IV AOD ProcessingDokument6 SeitenPneumatic Steelmarking - Chapter IV AOD Processinggau3koNoch keine Bewertungen
- Stainless Steel AOD Operation and Slag Optimisation PDFDokument41 SeitenStainless Steel AOD Operation and Slag Optimisation PDFPrakash MishraNoch keine Bewertungen
- Replacement of Chrome Plating With HVOF GoodrichDokument30 SeitenReplacement of Chrome Plating With HVOF GoodrichR2osNoch keine Bewertungen
- New Metallic Materials-Al-Li AlloysDokument23 SeitenNew Metallic Materials-Al-Li AlloyszorazhrNoch keine Bewertungen
- Basic of Lubricant and Lubrication-2Dokument34 SeitenBasic of Lubricant and Lubrication-2Dhanie EndaNoch keine Bewertungen
- Rugged Forging Presses Guide High Production, Close Tolerance ForgingsDokument17 SeitenRugged Forging Presses Guide High Production, Close Tolerance ForgingsAbdulsalam100% (2)
- Surface Treatment of Metals 31 Oct 1200 HDokument51 SeitenSurface Treatment of Metals 31 Oct 1200 HAdya Surbhi0% (1)
- ALUMINIUMTECHNOLOGIES Week3Dokument84 SeitenALUMINIUMTECHNOLOGIES Week3HaiLuuNoch keine Bewertungen
- Basics of Aluminum ManufacturingDokument9 SeitenBasics of Aluminum ManufacturingprashantjtNoch keine Bewertungen
- MCM AllDokument7 SeitenMCM AllPalanisamy RajaNoch keine Bewertungen
- Rheocasting of Semi-Solid A357 AluminumDokument7 SeitenRheocasting of Semi-Solid A357 AluminumikehrpNoch keine Bewertungen
- Quiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyDokument40 SeitenQuiz 7: 1. Write Down The 5 Important Steps Involved in Powder MetallurgyFelipe SaavedraNoch keine Bewertungen
- Quiz 7Dokument40 SeitenQuiz 7Vysakh VasudevanNoch keine Bewertungen
- Kalp Chap 27 Advanced Machining ProcessesDokument40 SeitenKalp Chap 27 Advanced Machining ProcessesJohan NicholasNoch keine Bewertungen
- The HINDU Notes 25th September 2020Dokument10 SeitenThe HINDU Notes 25th September 2020dh6802Noch keine Bewertungen
- Delhi's 500-year-old Fort suffers damage due to heavy rainDokument16 SeitenDelhi's 500-year-old Fort suffers damage due to heavy raindh6802Noch keine Bewertungen
- The HINDU Notes 15th September 2020 PDFDokument6 SeitenThe HINDU Notes 15th September 2020 PDFdh6802Noch keine Bewertungen
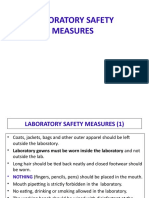
- Laboratory Safety MeasuresDokument14 SeitenLaboratory Safety Measuresdh6802Noch keine Bewertungen
- 9 - Electrical SafetyDokument46 Seiten9 - Electrical SafetybabaisandipNoch keine Bewertungen
- The Hindu Notes - 15-10-2020 @epaperdownload - Xyz NewDokument12 SeitenThe Hindu Notes - 15-10-2020 @epaperdownload - Xyz Newdh6802Noch keine Bewertungen
- The HINDU Notes 09th October 2020Dokument4 SeitenThe HINDU Notes 09th October 2020dh6802Noch keine Bewertungen
- Safe LabDokument14 SeitenSafe Labdh6802Noch keine Bewertungen
- 16-OCTOBER-2020: The Hindu News Analysis - 16 October 2020 - Shankar IAS AcademyDokument19 Seiten16-OCTOBER-2020: The Hindu News Analysis - 16 October 2020 - Shankar IAS Academydh6802Noch keine Bewertungen
- Safe LabDokument14 SeitenSafe Labdh6802Noch keine Bewertungen
- Reportable in The Supreme Court of India Civil Original Jurisdiction Writ Petition (Civil) No.483 of 2004Dokument36 SeitenReportable in The Supreme Court of India Civil Original Jurisdiction Writ Petition (Civil) No.483 of 2004amol31179Noch keine Bewertungen
- Picric Acid Hazards ExplainedDokument4 SeitenPicric Acid Hazards Explaineddh6802Noch keine Bewertungen
- Module 4 Safety Data Sheets GHS HazCom 2012Dokument27 SeitenModule 4 Safety Data Sheets GHS HazCom 2012dh6802Noch keine Bewertungen
- Anand Sales ISO 9001 Certified Company Auto and Fire Safety Signage CatalogDokument13 SeitenAnand Sales ISO 9001 Certified Company Auto and Fire Safety Signage Catalogdh6802Noch keine Bewertungen
- Safety Anglo Hindi TlsDokument22 SeitenSafety Anglo Hindi Tlsdh6802Noch keine Bewertungen
- Economics Mock Test 1Dokument24 SeitenEconomics Mock Test 1Manicks VelanNoch keine Bewertungen
- MEP 2nd Ed Worked Solutions Chap 15Dokument17 SeitenMEP 2nd Ed Worked Solutions Chap 15آكوجويNoch keine Bewertungen
- Anand Sales (India) : Auto Glow Signages Fire Safety SignagesDokument13 SeitenAnand Sales (India) : Auto Glow Signages Fire Safety Signagesdh6802Noch keine Bewertungen
- Thin vs Thick Cylinders: Lame's Equation for Wall ThicknessDokument1 SeiteThin vs Thick Cylinders: Lame's Equation for Wall Thicknessdh6802Noch keine Bewertungen
- FlammabilityDokument40 SeitenFlammabilitySoroiu CristianNoch keine Bewertungen
- Flash PointDokument30 SeitenFlash Pointdh6802Noch keine Bewertungen
- FIRE ESCAPE SIGNS - Guidance On Compliance: Page 1 of 11 Safety and Health ServicesDokument11 SeitenFIRE ESCAPE SIGNS - Guidance On Compliance: Page 1 of 11 Safety and Health ServicesJordi PrevenciónNoch keine Bewertungen
- Laplace Transform Problems Based on Partial FractionsDokument52 SeitenLaplace Transform Problems Based on Partial Fractionsanupsoren100% (1)
- Special ResponsibilitiesDokument2 SeitenSpecial Responsibilitiesdh6802Noch keine Bewertungen
- Dont Use The Data, Use The Theory and The ArgumenyDokument11 SeitenDont Use The Data, Use The Theory and The Argumenydh6802Noch keine Bewertungen
- Work at Height QuestionsDokument3 SeitenWork at Height Questionsdh6802Noch keine Bewertungen
- PV QuestionsDokument1 SeitePV Questionsdh6802Noch keine Bewertungen
- Petroleum Rules 2002Dokument237 SeitenPetroleum Rules 2002deeparora188% (8)
- Agricultural Policy in Bihar: A Policy Matrix in A Federal SystemDokument16 SeitenAgricultural Policy in Bihar: A Policy Matrix in A Federal Systemdh6802Noch keine Bewertungen
- Chapter 6 - Metal WorkDokument27 SeitenChapter 6 - Metal WorkIjal HaizalNoch keine Bewertungen
- 12 M Span CulvertDokument7 Seiten12 M Span Culvertrkpragadeesh100% (1)
- MACHININGDokument10 SeitenMACHININGDrSomnath BhattacharyaNoch keine Bewertungen
- High-Capacity Production and MachineryDokument3 SeitenHigh-Capacity Production and MachineryMark Justin LicuanNoch keine Bewertungen
- Lubricante en StockDokument1 SeiteLubricante en StockJhordan SmithNoch keine Bewertungen
- Bhilai Steel Plant Pre Final ProjectDokument76 SeitenBhilai Steel Plant Pre Final Projectnrathi87100% (2)
- Fleet Management HandbookDokument42 SeitenFleet Management HandbookRolando Daclan100% (7)
- Quality Parts Case StudyDokument5 SeitenQuality Parts Case Studyesmeralda6333% (3)
- Chapter 15Dokument23 SeitenChapter 15cooneyz1987Noch keine Bewertungen
- Tank Storage Magazine Edisi Okt 2014 (Pages 36-70)Dokument35 SeitenTank Storage Magazine Edisi Okt 2014 (Pages 36-70)samyomatrixNoch keine Bewertungen
- Ferry Flight InformationDokument2 SeitenFerry Flight Informationchopper_aguilera9465Noch keine Bewertungen
- Guide Specification - SDP 200: GeneralDokument10 SeitenGuide Specification - SDP 200: GeneralhbookNoch keine Bewertungen
- Crude Oil Loading ProceduresDokument37 SeitenCrude Oil Loading ProceduresRupesh Kumar100% (5)
- QuestionnairesDokument22 SeitenQuestionnaireshana_kimi_91Noch keine Bewertungen
- Category ManagementDokument9 SeitenCategory Management1904kpNoch keine Bewertungen
- 7377 ITIL Recommended Reading Diagram FINALDokument1 Seite7377 ITIL Recommended Reading Diagram FINALKhalid FahmyNoch keine Bewertungen
- BUILDING SCHEDULE RATESDokument7 SeitenBUILDING SCHEDULE RATESisharaNoch keine Bewertungen
- Introduction To Retailing Full - ShailjaDokument49 SeitenIntroduction To Retailing Full - ShailjaShailja DixitNoch keine Bewertungen
- Index Siemens Smoke DetectorsDokument5 SeitenIndex Siemens Smoke Detectorsajaydce05Noch keine Bewertungen
- Maruti SuzukiDokument16 SeitenMaruti SuzukiMohammed Salman67% (3)
- 09-116 - NG-9000CDokument2 Seiten09-116 - NG-9000CMohamed FouadNoch keine Bewertungen
- Source of Import 31.10.2019Dokument101 SeitenSource of Import 31.10.2019sudhanshballal2442Noch keine Bewertungen
- Microsoft Word - Fitter QuestionDokument6 SeitenMicrosoft Word - Fitter QuestionVikashKumarNoch keine Bewertungen
- Module 5 - Inventory ManagementDokument26 SeitenModule 5 - Inventory Managementmarie_luy1827100% (1)
- Wirphool Adp 332 S WH Program MaualDokument4 SeitenWirphool Adp 332 S WH Program MaualIvanNoch keine Bewertungen
- DMA BrochureDokument20 SeitenDMA BrochurelongttNoch keine Bewertungen
- Precast Concrete Panel Systems For Full-Depth Pavement Repairs - Field TrialsDokument84 SeitenPrecast Concrete Panel Systems For Full-Depth Pavement Repairs - Field TrialsTim LinNoch keine Bewertungen
- Bashundhara GroupDokument15 SeitenBashundhara GroupMahmudul Hasan0% (2)
- Top 100 Indian Companies and Their WebsitesDokument6 SeitenTop 100 Indian Companies and Their WebsitesShashank SinghNoch keine Bewertungen
- AHTS Propulsion - For Swire Pacific OffshoreDokument4 SeitenAHTS Propulsion - For Swire Pacific OffshoreManh PhamNoch keine Bewertungen