Das könnte Ihnen auch gefallen
- Diapers Industry P-GDokument14 SeitenDiapers Industry P-GMuhammad AhsanNoch keine Bewertungen
- MacrynalDokument2 SeitenMacrynalMuhammad AhsanNoch keine Bewertungen
- Patent Application Publication (10) Pub. No.: US 2015/0353711 A1Dokument8 SeitenPatent Application Publication (10) Pub. No.: US 2015/0353711 A1Muhammad AhsanNoch keine Bewertungen
- CavitationDokument2 SeitenCavitationMuhammad AhsanNoch keine Bewertungen
- Why Use Mechanical Seals Over PackingDokument3 SeitenWhy Use Mechanical Seals Over PackingMuhammad AhsanNoch keine Bewertungen
- Resins For Wood CoatingsDokument18 SeitenResins For Wood CoatingsMuhammad AhsanNoch keine Bewertungen
- Maleic CondensationDokument2 SeitenMaleic CondensationMuhammad AhsanNoch keine Bewertungen
- Friction ChartDokument1 SeiteFriction ChartMuhammad AhsanNoch keine Bewertungen
- Boilers Basic (AAZ)Dokument280 SeitenBoilers Basic (AAZ)Muhammad AhsanNoch keine Bewertungen
- Gas Sweetening ReportDokument7 SeitenGas Sweetening ReportMuhammad AhsanNoch keine Bewertungen
- AtmosphericDokument1 SeiteAtmosphericMuhammad AhsanNoch keine Bewertungen
- THE DEHYDRATION OF NATURAL GAS NewDokument2 SeitenTHE DEHYDRATION OF NATURAL GAS NewMuhammad AhsanNoch keine Bewertungen
- Gas CompositionDokument1 SeiteGas CompositionMuhammad AhsanNoch keine Bewertungen
- Pipe Fitting ChartDokument1 SeitePipe Fitting ChartMuhammad AhsanNoch keine Bewertungen
- Wetted WallDokument20 SeitenWetted WallMuhammad AhsanNoch keine Bewertungen
- WordDokument1 SeiteWordMuhammad AhsanNoch keine Bewertungen
- AscreenDokument1 SeiteAscreenMuhammad AhsanNoch keine Bewertungen
- TEGO® Foamex 810: Description Technical DataDokument1 SeiteTEGO® Foamex 810: Description Technical DataEko SupriantoNoch keine Bewertungen
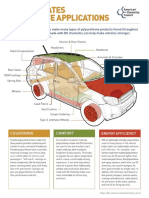
- Infographic Diisocyanates Automotive ApplicationsDokument1 SeiteInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanNoch keine Bewertungen
- Altiris - Infrared Reflecting Macro Titania For CoatingsDokument23 SeitenAltiris - Infrared Reflecting Macro Titania For CoatingsMuhammad AhsanNoch keine Bewertungen
- Muslim Boys NamesDokument193 SeitenMuslim Boys NamesSarkar HealingNoch keine Bewertungen
- DELTA-S 5700 Tds - EngDokument1 SeiteDELTA-S 5700 Tds - EngMuhammad AhsanNoch keine Bewertungen
- Kleiberit 761.8Dokument12 SeitenKleiberit 761.8Muhammad AhsanNoch keine Bewertungen
- Infographic Diisocyanates Automotive ApplicationsDokument1 SeiteInfographic Diisocyanates Automotive ApplicationsMuhammad AhsanNoch keine Bewertungen
- Technical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidDokument1 SeiteTechnical Data Sheet: Eagacold 237 Methacrylate Resin For Cold Plastic Road Markings Supplied As Opaque LiquidMuhammad AhsanNoch keine Bewertungen
- Kleiberit Hotcoating: Surface Refinement of Flooring and FurnitureDokument2 SeitenKleiberit Hotcoating: Surface Refinement of Flooring and FurnitureMuhammad AhsanNoch keine Bewertungen
- Tamol 681Dokument2 SeitenTamol 681Muhammad AhsanNoch keine Bewertungen
- Muslim Boys NamesDokument193 SeitenMuslim Boys NamesSarkar HealingNoch keine Bewertungen
- Kleiberit 761.8Dokument12 SeitenKleiberit 761.8Muhammad AhsanNoch keine Bewertungen
- Latih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Dokument18 SeitenLatih Tubi Soalan Latihan Matematik Tahun 1 Cuti Bulan Mac 1Naszerene AnneNoch keine Bewertungen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (119)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Gabriel Feltran. "The Revolution We Are Living"Dokument9 SeitenGabriel Feltran. "The Revolution We Are Living"Marcos Magalhães Rosa100% (1)
- Field Behaviour of Stiffened Deep Cement Mixing PilesDokument17 SeitenField Behaviour of Stiffened Deep Cement Mixing PilesNguyen Quoc KhanhNoch keine Bewertungen
- Article 680 Swimming Pools, Spas, Hot Tubs, Fountains, and Similar InstallationsDokument13 SeitenArticle 680 Swimming Pools, Spas, Hot Tubs, Fountains, and Similar InstallationsDocente 361 UMECITNoch keine Bewertungen
- Organizational Change & Development - VIL2021 - 22Dokument3 SeitenOrganizational Change & Development - VIL2021 - 22Rahul TRIPATHINoch keine Bewertungen
- Artificial MusclesDokument8 SeitenArtificial MusclespinnakapentiumNoch keine Bewertungen
- Quiz 2 ReviewDokument17 SeitenQuiz 2 ReviewabubakkarNoch keine Bewertungen
- Final Koni FinalDokument124 SeitenFinal Koni FinalBinod BoharaNoch keine Bewertungen
- Trip WireDokument19 SeitenTrip Wirepinky065558100% (2)
- NFA To DFA Conversion: Rabin and Scott (1959)Dokument14 SeitenNFA To DFA Conversion: Rabin and Scott (1959)Rahul SinghNoch keine Bewertungen
- Product Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityDokument1 SeiteProduct Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityKABIR CHOPRANoch keine Bewertungen
- Managing Change Leading TransitionsDokument42 SeitenManaging Change Leading TransitionsSecrets26Noch keine Bewertungen
- Big Data Analytics and Artificial Intelligence inDokument10 SeitenBig Data Analytics and Artificial Intelligence inMbaye Babacar MBODJNoch keine Bewertungen
- A320 Flex CalculationDokument10 SeitenA320 Flex CalculationMansour TaoualiNoch keine Bewertungen
- TFT-LCD TV/MONITOR SERVICE MANUALDokument54 SeitenTFT-LCD TV/MONITOR SERVICE MANUALhimkoNoch keine Bewertungen
- Hydraulic System Trainer AS-10Dokument13 SeitenHydraulic System Trainer AS-10Tanlets Gery100% (1)
- Even Sem - Odd Sem - MD MS - MA, MSC, MCom - Previous - Final Main Exam Result 2021 - Mahatma Jyotiba Phule Rohilkhand UniversityDokument2 SeitenEven Sem - Odd Sem - MD MS - MA, MSC, MCom - Previous - Final Main Exam Result 2021 - Mahatma Jyotiba Phule Rohilkhand UniversityprashantNoch keine Bewertungen
- Muhammad Ajmal: Electrical EngineerDokument1 SeiteMuhammad Ajmal: Electrical EngineerMuhammad AbrarNoch keine Bewertungen
- Spe 143287 MS PDokument11 SeitenSpe 143287 MS PbvkvijaiNoch keine Bewertungen
- IRCTC Next Generation Eticketing SystemDokument4 SeitenIRCTC Next Generation Eticketing Systemsivagokul526Noch keine Bewertungen
- Audit ComplianceDokument1 SeiteAudit ComplianceAbhijit JanaNoch keine Bewertungen
- Sheet Metalworking 1 - Chapter 19Dokument99 SeitenSheet Metalworking 1 - Chapter 19xharpreetxNoch keine Bewertungen
- L1Dokument7 SeitenL1Francisco Roberto Trujillo LeonNoch keine Bewertungen
- 2022 MSK Poster JonDokument1 Seite2022 MSK Poster Jonjonathan wijayaNoch keine Bewertungen
- Yoshimi Advanced User ManualDokument297 SeitenYoshimi Advanced User Manualfby999Noch keine Bewertungen
- Preview-9780429675119 A38620781Dokument53 SeitenPreview-9780429675119 A38620781Milton Alexandre ZiehlsdorffNoch keine Bewertungen
- Bio Mini IA Design (HL)Dokument7 SeitenBio Mini IA Design (HL)Lorraine VictoriaNoch keine Bewertungen
- PGSuperDokument71 SeitenPGSuperVietanh PhungNoch keine Bewertungen
- Asphalt Laboratory Manual RevDokument13 SeitenAsphalt Laboratory Manual RevKurian C ChackoNoch keine Bewertungen
- Lesson Plan in Science 10 2nd QuarterDokument5 SeitenLesson Plan in Science 10 2nd QuarterJenevev81% (21)
- Eco 201Dokument23 SeitenEco 201Tâm TítNoch keine Bewertungen