Das könnte Ihnen auch gefallen
- Design of Dies - Unit 5 PDFDokument178 SeitenDesign of Dies - Unit 5 PDF210 SureshNoch keine Bewertungen
- Design and Analysis of Progressive Tool For An Automobile ComponentDokument9 SeitenDesign and Analysis of Progressive Tool For An Automobile ComponentAnna100% (1)
- Design and Analysis Using AutocadDokument9 SeitenDesign and Analysis Using AutocadsudhakarNoch keine Bewertungen
- m1 U5 Assembly & DowelingDokument14 Seitenm1 U5 Assembly & DowelingViệt Đặng XuânNoch keine Bewertungen
- m2 - U3 - Drilling, Reaming & TappingDokument14 Seitenm2 - U3 - Drilling, Reaming & TappingViệt Đặng XuânNoch keine Bewertungen
- Sheet Metal Forming (2) - 2Dokument30 SeitenSheet Metal Forming (2) - 2Wakahare PtahNoch keine Bewertungen
- Design of Cutting Die, Bending Die & Drawing Die-Practical-1Dokument15 SeitenDesign of Cutting Die, Bending Die & Drawing Die-Practical-1Iyappan AlagappanNoch keine Bewertungen
- 072 DEW Werkstoffauswahl Kaltarbeit GBDokument40 Seiten072 DEW Werkstoffauswahl Kaltarbeit GBFebrian JhaNoch keine Bewertungen
- Side CutterDokument7 SeitenSide Cutterbabuty100% (2)
- Design and Analysis of Four Stage Progressive Tool For House-Wiring Wire ClipDokument8 SeitenDesign and Analysis of Four Stage Progressive Tool For House-Wiring Wire Clipmis2hijosNoch keine Bewertungen
- Trade of Tool MakingDokument14 SeitenTrade of Tool MakingabdurazakNoch keine Bewertungen
- Progressive Tool Design and Analysis For 49 Lever 5 Stage ToolsDokument10 SeitenProgressive Tool Design and Analysis For 49 Lever 5 Stage ToolsseventhsensegroupNoch keine Bewertungen
- 2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DDokument7 Seiten2012 - Formability Studies On AA6061 For Automotive Body Structures Using DEFORM-2DSupriya SahuNoch keine Bewertungen
- Conceptual Design of Blanking Tool For Washer Special: Nandish Harti DR D. RamegoudaDokument4 SeitenConceptual Design of Blanking Tool For Washer Special: Nandish Harti DR D. Ramegoudaaravindan476Noch keine Bewertungen
- Tool Life SheetDokument4 SeitenTool Life SheetYam UdhaiNoch keine Bewertungen
- Design of Jigs and FixturesDokument3 SeitenDesign of Jigs and FixturesRajueswarNoch keine Bewertungen
- 878-Tool Design and Drawing: Part - ADokument17 Seiten878-Tool Design and Drawing: Part - AsandhuNoch keine Bewertungen
- m1 - U3 - Drilling, Counterboring & CountersinkingDokument15 Seitenm1 - U3 - Drilling, Counterboring & CountersinkingViệt Đặng XuânNoch keine Bewertungen
- T&D - Core 4 Tool & DieDokument44 SeitenT&D - Core 4 Tool & Dietisha revillaNoch keine Bewertungen
- Cartridge Type Boring BarDokument4 SeitenCartridge Type Boring BarvishalNoch keine Bewertungen
- Chapter3 The Structure and Design of Press DiesDokument35 SeitenChapter3 The Structure and Design of Press DiesMiriam OuxNoch keine Bewertungen
- TB Grinding EnglishDokument20 SeitenTB Grinding EnglishVk PrabakranNoch keine Bewertungen
- Dies1 2Dokument23 SeitenDies1 2Ajay BabuNoch keine Bewertungen
- Generalitati Mold DesignDokument9 SeitenGeneralitati Mold DesignStefan VladNoch keine Bewertungen
- Mini Review On Desiging of Press Tools For Sheet Metal PartsDokument11 SeitenMini Review On Desiging of Press Tools For Sheet Metal Partsdhananjaya_eeeNoch keine Bewertungen
- Deep DrawDokument4 SeitenDeep DrawBalvinder PrajapatiNoch keine Bewertungen
- NC CNC Machine ToolDokument50 SeitenNC CNC Machine ToolShoaib MultaniNoch keine Bewertungen
- Part and Mold DesignDokument174 SeitenPart and Mold DesignDeepti KanadeNoch keine Bewertungen
- Compound Die PDFDokument4 SeitenCompound Die PDFNhan Le100% (1)
- Inventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedDokument45 SeitenInventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedKhai Huynh100% (1)
- Machining Principles & Machine ToolsDokument16 SeitenMachining Principles & Machine Toolssantosh sivarNoch keine Bewertungen
- Nov161498 PDFDokument8 SeitenNov161498 PDFvinodNoch keine Bewertungen
- Compound Tool For Press Tool WasherDokument6 SeitenCompound Tool For Press Tool WasherDhaneshNoch keine Bewertungen
- NC-Programming Manual For Turning Centers With Fanuc 30 Series ControlsDokument129 SeitenNC-Programming Manual For Turning Centers With Fanuc 30 Series ControlsThirugnanam Dhandayuthapani100% (1)
- Eyelet DrawingDokument49 SeitenEyelet DrawingPra Vee33% (3)
- Methodology of Die Design For HPDCDokument8 SeitenMethodology of Die Design For HPDCruben6286Noch keine Bewertungen
- Broaching BasicsDokument5 SeitenBroaching Basicssaritha0003Noch keine Bewertungen
- Tool Design - Chapter 4 (Part 3)Dokument59 SeitenTool Design - Chapter 4 (Part 3)Fiq IFTNoch keine Bewertungen
- Die and Punch AssemblyDokument14 SeitenDie and Punch AssemblyPiyal ChakrabortyNoch keine Bewertungen
- 塑模保養維修講義 mold maintenance handbook: By PimDokument33 Seiten塑模保養維修講義 mold maintenance handbook: By PimHồng Hoàng100% (1)
- Stamping DiesDokument32 SeitenStamping Diesfuzzzzy2Noch keine Bewertungen
- Plastic Mold MaintenanceDokument5 SeitenPlastic Mold MaintenanceHajjaji ImedNoch keine Bewertungen
- Blanking Process Cost CalculationDokument3 SeitenBlanking Process Cost CalculationVenkateswaran venkateswaran100% (1)
- 2.17. Design Procedure For Progressive DiesDokument2 Seiten2.17. Design Procedure For Progressive DiesAnand Prajapati100% (1)
- Steel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingDokument86 SeitenSteel Characteristics and Their Link To Chip Breaking and Tool Wear in Metal CuttingOtoniel Reyes Galay100% (1)
- C8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingDokument23 SeitenC8ff2ca9 7642 4e7c Bbf0 8231c2f9c870 - RT - 1317 - Us Ejection, Venting and CoolingEdenilson FadekNoch keine Bewertungen
- Compound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluDokument4 SeitenCompound Die Design: A Case Study: Sneha S. Pawar, R. S. DaluchupchapNoch keine Bewertungen
- Automotive InfoDokument45 SeitenAutomotive Inforahul srivastavaNoch keine Bewertungen
- Two Plate Three PlateDokument15 SeitenTwo Plate Three PlateHarshvardhan KharatNoch keine Bewertungen
- Bài Giảng Khuôn Dập P1Dokument34 SeitenBài Giảng Khuôn Dập P1xuân quân lêNoch keine Bewertungen
- Press Working TerminologyDokument16 SeitenPress Working TerminologyAadrika UmashankarNoch keine Bewertungen
- Tolerances For Aluminium Die CastingsDokument3 SeitenTolerances For Aluminium Die CastingsPurushothama Nanje GowdaNoch keine Bewertungen
- Design and Calculations of Piercing & Blanking DieDokument89 SeitenDesign and Calculations of Piercing & Blanking DieVipul MetaNoch keine Bewertungen
- Machine PerformanceDokument45 SeitenMachine PerformanceycemalNoch keine Bewertungen
- Types of Jigs & Fixtures PDFDokument3 SeitenTypes of Jigs & Fixtures PDFABEESH KIRANNoch keine Bewertungen
- Deep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnDokument4 SeitenDeep Drawing: Deep Drawing Is A Sheet Metal Forming Process in Which A Sheet Metal Blank Is Radially DrawnbrahimNoch keine Bewertungen
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDokument17 Seiten15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Jigs and FixturesDokument83 SeitenJigs and FixturesRoyNoch keine Bewertungen
- En - Einführung Transportlogistik WS20-21 FinalDokument131 SeitenEn - Einführung Transportlogistik WS20-21 FinaljestinNoch keine Bewertungen
- Seminar Report - Hydrofoils in CruiserDokument20 SeitenSeminar Report - Hydrofoils in Cruiserjestin50% (2)
- Trombe WallDokument26 SeitenTrombe Walljestin100% (2)
- Forging and ForgeabilityDokument3 SeitenForging and ForgeabilityjestinNoch keine Bewertungen
- Air Engine: Malaviya National Institute of Technology JaipurDokument25 SeitenAir Engine: Malaviya National Institute of Technology JaipurjestinNoch keine Bewertungen
- Thermal Engineering Lab PDFDokument162 SeitenThermal Engineering Lab PDFjestinNoch keine Bewertungen
- Telehandlers: Parts AccessoriesDokument36 SeitenTelehandlers: Parts AccessoriesWilliam Gonzalez EscobarNoch keine Bewertungen
- Sprinter P12V1575 - BatterieDokument1 SeiteSprinter P12V1575 - BatterieblufanNoch keine Bewertungen
- Fusesdiagram Com Audi Fuses and Relay Audi A3 8p HTMLDokument54 SeitenFusesdiagram Com Audi Fuses and Relay Audi A3 8p HTMLAlonso Ibarra100% (1)
- Stock SSD Sata y M.2Dokument3 SeitenStock SSD Sata y M.2ARIANA PONCENoch keine Bewertungen
- Technical Data: G2750SMU5Dokument3 SeitenTechnical Data: G2750SMU5Wilman Elias Gutierrez RadaNoch keine Bewertungen
- American Wire Gauge (AWG)Dokument8 SeitenAmerican Wire Gauge (AWG)Marija DjenicNoch keine Bewertungen
- 2d Insulation Resistance Monitor 6Dokument6 Seiten2d Insulation Resistance Monitor 6john smithNoch keine Bewertungen
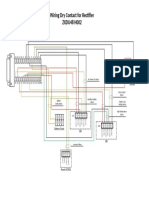
- Wiring Dry Contact ZXDU48 H002Dokument1 SeiteWiring Dry Contact ZXDU48 H002Donny Sulistyo NugrohoNoch keine Bewertungen
- APC SRC Installation ManualDokument30 SeitenAPC SRC Installation Manualsanizam79Noch keine Bewertungen
- Siemens RAB21 (3 Hızlı Daikin Heating Ve Veya Cooling Yapabilir)Dokument6 SeitenSiemens RAB21 (3 Hızlı Daikin Heating Ve Veya Cooling Yapabilir)Bora ÜnsalNoch keine Bewertungen
- 42CV 2012Dokument10 Seiten42CV 2012Mhd Garry LuthfiNoch keine Bewertungen
- Parts of A ComputerDokument7 SeitenParts of A ComputersalmanNoch keine Bewertungen
- JVC Kd-Avx2Dokument14 SeitenJVC Kd-Avx2Jorch Ramirez EstradaNoch keine Bewertungen
- Yamaha Mio M3 Parts - 01 - LNS125 MIO M3 CYLINDERDokument1 SeiteYamaha Mio M3 Parts - 01 - LNS125 MIO M3 CYLINDERbangtopiNoch keine Bewertungen
- DH61CR ProductGuide03 EnglishDokument78 SeitenDH61CR ProductGuide03 EnglishCarlos Miguel RamirezNoch keine Bewertungen
- Customer Stancil RecorderDokument21 SeitenCustomer Stancil RecorderGS MeenaNoch keine Bewertungen
- Specs Motor Grader Power TrainDokument52 SeitenSpecs Motor Grader Power Trainkaswade Brian100% (1)
- Avm 30 3306Dokument6 SeitenAvm 30 3306PanochonNoch keine Bewertungen
- 24lc21 KullanimiDokument8 Seiten24lc21 KullanimiskiziltoprakNoch keine Bewertungen
- Winterwarm DXC Manual DXC - ENDokument28 SeitenWinterwarm DXC Manual DXC - ENdancdcNoch keine Bewertungen
- MERCURY 30 40 HP Instruktsiya Po Zamene Svechey Zazhiganiya I Rem - Komplekta Pompy Sistemy OhlazhdeniyaDokument4 SeitenMERCURY 30 40 HP Instruktsiya Po Zamene Svechey Zazhiganiya I Rem - Komplekta Pompy Sistemy OhlazhdeniyaScott BakerNoch keine Bewertungen
- RM903 Rev01-EN UPSTools EN PDFDokument38 SeitenRM903 Rev01-EN UPSTools EN PDFardi lexNoch keine Bewertungen
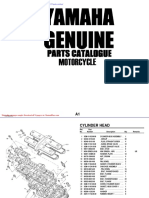
- Yamaha Fzr1000 93 Parts CatalogDokument7 SeitenYamaha Fzr1000 93 Parts Catalogmarsha100% (30)
- Buscar VyxDokument22 SeitenBuscar VyxDayana OrozcoNoch keine Bewertungen
- Towcon Manual PDFDokument124 SeitenTowcon Manual PDFThiago LimaNoch keine Bewertungen
- LED Series ResistanceDokument10 SeitenLED Series ResistanceKramyer Rabanillo100% (1)
- Drs00750 Rig Bom 1.0Dokument4 SeitenDrs00750 Rig Bom 1.0sertecs polNoch keine Bewertungen
- CCFL - Precautions and Procedures For Accurate Voltage MeasurementsDokument1 SeiteCCFL - Precautions and Procedures For Accurate Voltage MeasurementsSicoe VasileNoch keine Bewertungen
- Ichroma II User GuideDokument60 SeitenIchroma II User Guidejasmine AdlerNoch keine Bewertungen
- LAN XI HardwareDokument28 SeitenLAN XI HardwareRafael Sánchez CrespoNoch keine Bewertungen