Das könnte Ihnen auch gefallen
- Research Technology and Market For Non-Woven and FlamesDokument39 SeitenResearch Technology and Market For Non-Woven and FlamesujangekiNoch keine Bewertungen
- Nylon 66Dokument16 SeitenNylon 66Senelisile MoyoNoch keine Bewertungen
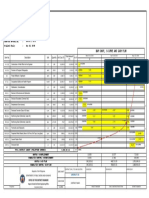
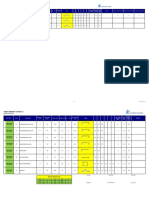
- Bar Chart and S-Curve 17rg0113 - SampleDokument1 SeiteBar Chart and S-Curve 17rg0113 - SampleRyan Macayan100% (1)
- What Is AnodizingDokument5 SeitenWhat Is AnodizingSuleman Khan0% (1)
- Stitch Bonding in Nonwovens: Devaraja.H.MDokument19 SeitenStitch Bonding in Nonwovens: Devaraja.H.MShashi sssNoch keine Bewertungen
- ASME General 100 QuestionsDokument54 SeitenASME General 100 Questionsatulpatil99100% (2)
- As 1720.1-1988 PDFDokument87 SeitenAs 1720.1-1988 PDFIvan LiewNoch keine Bewertungen
- Design Equations For Flexural Strengthening of Singly Reinforced RC Rectangular Section With Steel PlatesDokument9 SeitenDesign Equations For Flexural Strengthening of Singly Reinforced RC Rectangular Section With Steel PlatesMagdy Bakry100% (1)
- Procedure of CrossingDokument68 SeitenProcedure of Crossingrizalbaso100% (4)
- Nonwovens - PresentationDokument110 SeitenNonwovens - PresentationRajesh Dwivedi100% (1)
- WILLIS TOWERpresentation PDFDokument37 SeitenWILLIS TOWERpresentation PDFReshanth VangalapudiNoch keine Bewertungen
- Wet ProcessingDokument51 SeitenWet ProcessingSenelisile MoyoNoch keine Bewertungen
- Wet ProcessingDokument51 SeitenWet ProcessingSenelisile MoyoNoch keine Bewertungen
- Advancing Tissue Science & EngineeringDokument0 SeitenAdvancing Tissue Science & EngineeringSenelisile MoyoNoch keine Bewertungen
- Mechanical Bonding 3Dokument53 SeitenMechanical Bonding 3kavineshpraneetaNoch keine Bewertungen
- Non Woven Products and ProductionDokument69 SeitenNon Woven Products and ProductionDr Muhammad Mushtaq Mangat60% (5)
- Non Woven FabricsDokument47 SeitenNon Woven FabricsshivaniftNoch keine Bewertungen
- Dry Laid NonwovensDokument10 SeitenDry Laid NonwovensbledmikifrNoch keine Bewertungen
- NONWOVENDokument114 SeitenNONWOVENSwati SharmaNoch keine Bewertungen
- Wet Laid ProcessDokument21 SeitenWet Laid ProcessRıdvan Çıngar100% (1)
- Decatising and ShearingDokument8 SeitenDecatising and ShearingOjasvi SrivastavaNoch keine Bewertungen
- Non WovenDokument28 SeitenNon WovenAl AminNoch keine Bewertungen
- Non WovenDokument9 SeitenNon WovenIbrahim Khalil100% (1)
- Staple Cotton Spinning SystemsDokument24 SeitenStaple Cotton Spinning Systemsagga1111Noch keine Bewertungen
- Pretreatment For Dyeing and Printing of TextilesDokument37 SeitenPretreatment For Dyeing and Printing of TextilesSenelisile Moyo100% (2)
- Technical Knitted Fabric StructuresDokument32 SeitenTechnical Knitted Fabric StructuresSujit GulhaneNoch keine Bewertungen
- Nonwovens HandoutsDokument9 SeitenNonwovens HandoutsTamer Farouk KhalifaNoch keine Bewertungen
- TexturizingDokument55 SeitenTexturizingKathirrveluSubramainanNoch keine Bewertungen
- Windposts and Masonry Reinforcement: For The Construction IndustryDokument12 SeitenWindposts and Masonry Reinforcement: For The Construction IndustryKelvin bongNoch keine Bewertungen
- Nonvwovens PPTDokument49 SeitenNonvwovens PPTSagar Khan100% (1)
- Natural DyesDokument23 SeitenNatural DyesSenelisile MoyoNoch keine Bewertungen
- Natural DyesDokument23 SeitenNatural DyesSenelisile MoyoNoch keine Bewertungen
- Spun LaceDokument18 SeitenSpun LaceJuan Ricardo RodriguezNoch keine Bewertungen
- No Tejido 1Dokument24 SeitenNo Tejido 1WILLYCALSINANoch keine Bewertungen
- Non WovenDokument24 SeitenNon WovenAbdullah Al Hafiz0% (1)
- Non Woven Fabric: Dr. Jimmy Lam Institute of Textiles & ClothingDokument24 SeitenNon Woven Fabric: Dr. Jimmy Lam Institute of Textiles & ClothingPhoenixjor JorNoch keine Bewertungen
- Wet Laid Non Woven TechnologyDokument10 SeitenWet Laid Non Woven TechnologyShashi sssNoch keine Bewertungen
- Mechanical Finishing of NonwovensDokument23 SeitenMechanical Finishing of Nonwovensmahes_tex100% (1)
- Non WovenDokument13 SeitenNon Wovenmichelle_athukoralaNoch keine Bewertungen
- Non Wovens - FinalDokument43 SeitenNon Wovens - FinalBijal DedhianGosarNoch keine Bewertungen
- Non Woven FabricsDokument3 SeitenNon Woven Fabricskhushi savlaNoch keine Bewertungen
- Spunbond TechnologyDokument7 SeitenSpunbond TechnologyRonik JNoch keine Bewertungen
- Spunlace (Hydroentanglement) : So Far, There Are Many Different Specific Terms For Like,, and orDokument7 SeitenSpunlace (Hydroentanglement) : So Far, There Are Many Different Specific Terms For Like,, and orrana sabyNoch keine Bewertungen
- Fusing TechnologyDokument59 SeitenFusing TechnologyShreyasiSaxena100% (2)
- Mechanical FinishingDokument23 SeitenMechanical Finishingmahes_texNoch keine Bewertungen
- Web Formation TechniquesDokument40 SeitenWeb Formation TechniquesMurugan GaneshNoch keine Bewertungen
- Manufacturing of Green CompositesDokument20 SeitenManufacturing of Green CompositesShivansh ThakurNoch keine Bewertungen
- Finishing of Non WovensDokument14 SeitenFinishing of Non WovensGoutham RiyanNoch keine Bewertungen
- Mechanical Finishing of NonwovensDokument23 SeitenMechanical Finishing of Nonwovensmahes_tex100% (1)
- 4.4. Introduction To Non WovenDokument71 Seiten4.4. Introduction To Non WovenARYAN RATHORE100% (1)
- Alternative Methods of Joining by Asif IqbalDokument18 SeitenAlternative Methods of Joining by Asif IqbalAsif Iqbal100% (1)
- Spunbond TechnologyDokument13 SeitenSpunbond TechnologyJuan Manuel BejaranoNoch keine Bewertungen
- Dry FinishingDokument3 SeitenDry FinishingRonik JNoch keine Bewertungen
- Non Woven Manufacturing ProcessesDokument2 SeitenNon Woven Manufacturing ProcessesBuntyNoch keine Bewertungen
- Fabric Finishing Process and TreatmentDokument5 SeitenFabric Finishing Process and TreatmentSwarnim DobwalNoch keine Bewertungen
- Mechanical BondingDokument53 SeitenMechanical BondingMurugan GaneshNoch keine Bewertungen
- Fibre: Manufacture of Fibre FabricDokument4 SeitenFibre: Manufacture of Fibre FabricSurenderMalanNoch keine Bewertungen
- Speach For Technical TextileDokument6 SeitenSpeach For Technical TextileAlvy Pervez ZidanNoch keine Bewertungen
- Yarn TexturingDokument38 SeitenYarn Texturingirfanfakhar2Noch keine Bewertungen
- Yarn TexturingDokument33 SeitenYarn TexturingAbdul QadeerNoch keine Bewertungen
- Man Made FibersDokument48 SeitenMan Made FibersChaudhary Shahzad ZahoorNoch keine Bewertungen
- Assignment On Textured YarnsDokument13 SeitenAssignment On Textured YarnsdelwarNoch keine Bewertungen
- Research Technology and Market For Non-Woven and FlameDokument12 SeitenResearch Technology and Market For Non-Woven and FlameujangekiNoch keine Bewertungen
- FSA Y.navina RK - NaveenaDokument36 SeitenFSA Y.navina RK - NaveenachocolateNoch keine Bewertungen
- Raw Materials For GeosyntheticsDokument21 SeitenRaw Materials For GeosyntheticsJOE G PHILIP CENoch keine Bewertungen
- Introductio: Technical Fabric Structures - 3. Nonwoven FabricsDokument13 SeitenIntroductio: Technical Fabric Structures - 3. Nonwoven Fabricsmike workuNoch keine Bewertungen
- Lecture 11Dokument45 SeitenLecture 11Kemal DemirNoch keine Bewertungen
- Ov Ov Ov Ov OvDokument6 SeitenOv Ov Ov Ov Ovkasun148Noch keine Bewertungen
- Seam Puckering - Session1Dokument22 SeitenSeam Puckering - Session1Mritunjay BhartiNoch keine Bewertungen
- OE SpinningDokument12 SeitenOE SpinningVijay KhoiwalNoch keine Bewertungen
- Finishing of Nonwovens - For MajorsDokument2 SeitenFinishing of Nonwovens - For MajorsDeepankerBhateja100% (1)
- Clase de Ingles Técnico No Tejidos ProduccionDokument23 SeitenClase de Ingles Técnico No Tejidos Produccionmelic08Noch keine Bewertungen
- Non WovenDokument43 SeitenNon WovenIndraniNoch keine Bewertungen
- PricingDokument39 SeitenPricingSenelisile MoyoNoch keine Bewertungen
- Principles of Marketing Lec 2Dokument19 SeitenPrinciples of Marketing Lec 2Senelisile MoyoNoch keine Bewertungen
- Markketing EnvironmentDokument45 SeitenMarkketing EnvironmentSenelisile MoyoNoch keine Bewertungen
- Markketing EnvironmentDokument45 SeitenMarkketing EnvironmentSenelisile MoyoNoch keine Bewertungen
- Dyeing of TextilesDokument37 SeitenDyeing of TextilesSenelisile Moyo100% (1)
- Principles of Marketing Lec 2Dokument19 SeitenPrinciples of Marketing Lec 2Senelisile MoyoNoch keine Bewertungen
- Dyeing of TextilesDokument37 SeitenDyeing of TextilesSenelisile Moyo100% (1)
- Handbook On Clothing - 2nd EdDokument321 SeitenHandbook On Clothing - 2nd Edcharliethwaites100% (1)
- Yarn SpinningDokument52 SeitenYarn SpinningSenelisile MoyoNoch keine Bewertungen
- ©1998, 1981, by David A. Katz. All Rights Reserved.Dokument15 Seiten©1998, 1981, by David A. Katz. All Rights Reserved.habbakry8206Noch keine Bewertungen
- Step PolymerisationDokument27 SeitenStep PolymerisationSenelisile MoyoNoch keine Bewertungen
- Free Radical MechanismDokument13 SeitenFree Radical MechanismSenelisile MoyoNoch keine Bewertungen
- PaperDokument9 SeitenPaperSenelisile MoyoNoch keine Bewertungen
- Ijems 17 (3) 219-223Dokument0 SeitenIjems 17 (3) 219-223Senelisile MoyoNoch keine Bewertungen
- Cotton Fibre TestingDokument3 SeitenCotton Fibre TestingShoaib ChaudhryNoch keine Bewertungen
- NanotubesDokument34 SeitenNanotubesSenelisile MoyoNoch keine Bewertungen
- CellDokument10 SeitenCellSenelisile MoyoNoch keine Bewertungen
- Clothing ComfortDokument0 SeitenClothing ComfortSenelisile MoyoNoch keine Bewertungen
- The Finishig of Textile FabricsDokument90 SeitenThe Finishig of Textile FabricsSenelisile MoyoNoch keine Bewertungen
- Textile Dictionary 1Dokument57 SeitenTextile Dictionary 1Senelisile MoyoNoch keine Bewertungen
- Spinning PDFDokument142 SeitenSpinning PDFSenelisile Moyo100% (1)
- Hig1High Performance and High Tech Textile Products - Manufacturing Technologies and Final Applicationsh Tech Products MNFCT TechDokument24 SeitenHig1High Performance and High Tech Textile Products - Manufacturing Technologies and Final Applicationsh Tech Products MNFCT TechSenelisile MoyoNoch keine Bewertungen
- Product Information F737 OberonDokument2 SeitenProduct Information F737 OberonCosmic TitusNoch keine Bewertungen
- GE Panle BoardDokument52 SeitenGE Panle Boardchandrakanth0083396Noch keine Bewertungen
- B353 OL3 026-1 - Pres - RevD-02 - Ba - UpdateDokument49 SeitenB353 OL3 026-1 - Pres - RevD-02 - Ba - UpdateVraja DasiNoch keine Bewertungen
- Four Pile Cap: Plan Showing Piles Reinforcement Plan Showing Pile Cap Reinforcement PlanDokument1 SeiteFour Pile Cap: Plan Showing Piles Reinforcement Plan Showing Pile Cap Reinforcement PlanVinayakNoch keine Bewertungen
- 58860Dokument2 Seiten58860Mohamed NouzerNoch keine Bewertungen
- IsuzuDokument8 SeitenIsuzuImam Zulkifli100% (1)
- Estimating & Costing - C2 PDFDokument8 SeitenEstimating & Costing - C2 PDFkumarNoch keine Bewertungen
- Definitions and Nomenclature in Exergy Analysis and ExergoeconomicsDokument5 SeitenDefinitions and Nomenclature in Exergy Analysis and ExergoeconomicsGhassen KhalilNoch keine Bewertungen
- CS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)Dokument36 SeitenCS2 - Carbon Steel Bars For The Reinforcement of Concrete (1995)don2hmrNoch keine Bewertungen
- Sika MonoTop 612&620 Data SheetDokument19 SeitenSika MonoTop 612&620 Data SheetasdfghNoch keine Bewertungen
- BS 00437-2008Dokument18 SeitenBS 00437-2008Rachid TidjaniNoch keine Bewertungen
- Sabiana FC CRCDokument23 SeitenSabiana FC CRCIgor SpasovicNoch keine Bewertungen
- Steel-Concrete Composite Slab Design Using ExcelDokument9 SeitenSteel-Concrete Composite Slab Design Using ExcelTasnuva NazmulNoch keine Bewertungen
- Sikaplast® 204: Product DatasheetDokument2 SeitenSikaplast® 204: Product DatasheetTiger CageNoch keine Bewertungen
- Feeding Systems eDokument12 SeitenFeeding Systems eadamastortoNoch keine Bewertungen
- Is 1343Dokument65 SeitenIs 134335Noch keine Bewertungen
- Solution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodDokument6 SeitenSolution of Shellside Pressure Drop and Heat Transfer by Stream Analysis MethodacckypenrynNoch keine Bewertungen
- Bar Bending Batching PlantDokument3 SeitenBar Bending Batching PlantAnonymous 5OUozYNoch keine Bewertungen
- Klima Ormar 15 KW Data SheetDokument2 SeitenKlima Ormar 15 KW Data SheetCallany AnycallNoch keine Bewertungen
- Anderson Greenwood POPRV Catalog - Series 200, 400, 500, 700 & 800Dokument64 SeitenAnderson Greenwood POPRV Catalog - Series 200, 400, 500, 700 & 800Federico MoranNoch keine Bewertungen
- Dev. 9-Garden and Landscape.: DescriptionDokument9 SeitenDev. 9-Garden and Landscape.: DescriptionrafabdNoch keine Bewertungen
- Thermal ComfortDokument25 SeitenThermal Comfortshahzadali0786Noch keine Bewertungen