Das könnte Ihnen auch gefallen
- Norms and Standards For Sizing and Calculation of A Coke Cutting System Paul Ruhrpumpen DCU Dusseldorf 2011Dokument39 SeitenNorms and Standards For Sizing and Calculation of A Coke Cutting System Paul Ruhrpumpen DCU Dusseldorf 2011최승원100% (1)
- Rings and Packings KATALOG 2021 US-letterDokument24 SeitenRings and Packings KATALOG 2021 US-letterBHAVYA KHANNANoch keine Bewertungen
- Sunflo Pumps SundyneDokument30 SeitenSunflo Pumps Sundynemasoud67aNoch keine Bewertungen
- Isotherm TurbocompressorsDokument6 SeitenIsotherm TurbocompressorsStefanStanisavljavic100% (1)
- Coke Cutting Systems For Cokers in India Paul Ruhrpumpen DCU Mumbai 2016Dokument30 SeitenCoke Cutting Systems For Cokers in India Paul Ruhrpumpen DCU Mumbai 2016Fayaz MohammedNoch keine Bewertungen
- Screw CompressorDokument23 SeitenScrew CompressorvaibhavNoch keine Bewertungen
- Siemens Energy Turblex Full Line BulletinDokument6 SeitenSiemens Energy Turblex Full Line BulletinKunming WangNoch keine Bewertungen
- Preliminary - MITTEN HPU Only Rev DDokument120 SeitenPreliminary - MITTEN HPU Only Rev DFabyano BrittoNoch keine Bewertungen
- System GuideDokument218 SeitenSystem Guidethanh_79Noch keine Bewertungen
- Hydrocom: High Energy Savings and Excellent ControllabilityDokument8 SeitenHydrocom: High Energy Savings and Excellent Controllabilityrahilshah100Noch keine Bewertungen
- Steam Sealing CondensersDokument2 SeitenSteam Sealing Condensersbadrul1981Noch keine Bewertungen
- Turbomachinery Selection Exploitation and MaintenanceDokument9 SeitenTurbomachinery Selection Exploitation and MaintenanceMichael Chikwendu100% (1)
- Thermofluids & Engine: Gas Power CyclesDokument29 SeitenThermofluids & Engine: Gas Power CyclesQim SvNoch keine Bewertungen
- Hillyard Magnetic BearingDokument56 SeitenHillyard Magnetic BearingBình Vũ VănNoch keine Bewertungen
- Reciprocating Compressor Trouble Shooting GuidesDokument3 SeitenReciprocating Compressor Trouble Shooting GuidesRahul ChandrawarNoch keine Bewertungen
- CEP VFD ManualDokument234 SeitenCEP VFD ManualUsama ZubairNoch keine Bewertungen
- Antisurge Control SystemDokument10 SeitenAntisurge Control Systemlac1981Noch keine Bewertungen
- Hoerbiger Oil Wiper PackingDokument4 SeitenHoerbiger Oil Wiper PackingsaravananknpcNoch keine Bewertungen
- Magnetic Bearing: by NAME: N.Harshavardhan Reddy ID. NO: 18D41A0369 CLASS: Mechanical:BDokument15 SeitenMagnetic Bearing: by NAME: N.Harshavardhan Reddy ID. NO: 18D41A0369 CLASS: Mechanical:BChinnu Nani AHNoch keine Bewertungen
- Stepless Clearance Pocket: Oil & GasDokument4 SeitenStepless Clearance Pocket: Oil & Gasshank100Noch keine Bewertungen
- Case Study SentinelDokument2 SeitenCase Study Sentinelashumishra007Noch keine Bewertungen
- Pump Motor TripDokument4 SeitenPump Motor TripKamal UddinNoch keine Bewertungen
- Scroll Compressor - Wikipedia PDFDokument28 SeitenScroll Compressor - Wikipedia PDFDhirendra DubeyNoch keine Bewertungen
- Wash Bed Importance in VDUDokument1 SeiteWash Bed Importance in VDUGaurav SharmaNoch keine Bewertungen
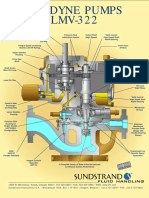
- Poster 322 PDFDokument1 SeitePoster 322 PDFPhauziyeah ElhusseinNoch keine Bewertungen
- Ariel Air CompressorDokument4 SeitenAriel Air CompressorCelso FernandesNoch keine Bewertungen
- Double Mechanical Seals, Tandem ArrangementDokument10 SeitenDouble Mechanical Seals, Tandem ArrangementViwek MertiyaNoch keine Bewertungen
- Applications of Hydraulics&Pneumatics: Session 6Dokument12 SeitenApplications of Hydraulics&Pneumatics: Session 6Zippygroup ZsgNoch keine Bewertungen
- Vogel Product Portfolio PDFDokument24 SeitenVogel Product Portfolio PDFAhmed ProlicNoch keine Bewertungen
- Ceha PDFDokument17 SeitenCeha PDFMIGUELNoch keine Bewertungen
- D VipDokument6 SeitenD VipClemente Rafael Marval EscalonaNoch keine Bewertungen
- Presentation On - : Horizontal Centrifugal PumpDokument78 SeitenPresentation On - : Horizontal Centrifugal Pumplifemillion2847100% (1)
- Timing Light With Advance Feature PDFDokument8 SeitenTiming Light With Advance Feature PDFstevencychenNoch keine Bewertungen
- General Catalogue Leistritz PumpenDokument16 SeitenGeneral Catalogue Leistritz PumpenpietrofracassiNoch keine Bewertungen
- 00-Superior Compressor Student Guide-ToCDokument1 Seite00-Superior Compressor Student Guide-ToCTu PhamNoch keine Bewertungen
- RG Integrally Geared Compressors PDFDokument6 SeitenRG Integrally Geared Compressors PDFJaswindersingh BhatiaNoch keine Bewertungen
- The Basics of Pneumatic Control ValvesDokument3 SeitenThe Basics of Pneumatic Control ValvesAshutosh KhareNoch keine Bewertungen
- Process Flow Diags Study - Ver2Dokument9 SeitenProcess Flow Diags Study - Ver2Sergey KorenevskiyNoch keine Bewertungen
- Steam Turbines Control Back Pressure CondensingDokument9 SeitenSteam Turbines Control Back Pressure CondensingK TalaviyaNoch keine Bewertungen
- Rcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsDokument8 SeitenRcm-Ii Information Sheet: Functions Functional Failures Failure Causes Failure EffectsFaisal NaeemNoch keine Bewertungen
- Advantages of Oil-Free Screw CompressorsDokument4 SeitenAdvantages of Oil-Free Screw CompressorsSelvaraji Muthu100% (1)
- Microproject Report HPCDokument7 SeitenMicroproject Report HPCkadamnavadeep5863Noch keine Bewertungen
- PC1260Dokument4 SeitenPC1260hamadaNoch keine Bewertungen
- Rotary Screw CompressorDokument16 SeitenRotary Screw CompressorIlija LončarNoch keine Bewertungen
- Calculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsDokument5 SeitenCalculating Flow Through An Orifice Using ASME MFC-3M-1989 and Irrecoverable Pressure Drop EquationsRaphael212219Noch keine Bewertungen
- Centrifugal Pumps SKFDokument14 SeitenCentrifugal Pumps SKFAdrian BravoNoch keine Bewertungen
- ReliabilityDokument8 SeitenReliabilityTri Yudha SetiawanNoch keine Bewertungen
- International Oil Cleanliness Level Chart As Per ISO & NAS ClassDokument1 SeiteInternational Oil Cleanliness Level Chart As Per ISO & NAS Classrrkkss2002Noch keine Bewertungen
- Plant Air CompressorDokument20 SeitenPlant Air CompressorAndrei SavvaNoch keine Bewertungen
- Gas Compressor AvanceDokument36 SeitenGas Compressor AvanceLina VargasNoch keine Bewertungen
- Ku Reprint Ps April2007Dokument2 SeitenKu Reprint Ps April2007keyur1109Noch keine Bewertungen
- Mhi Integrally Geared CompressorsDokument6 SeitenMhi Integrally Geared CompressorscandhareNoch keine Bewertungen
- Reciprocating CompressorsDokument105 SeitenReciprocating CompressorsMettu Shiva PrakashNoch keine Bewertungen
- COMPRESSORSDokument29 SeitenCOMPRESSORSchdi0% (1)
- Alfa LavalDokument24 SeitenAlfa Lavaldroid11Noch keine Bewertungen
- LPHX 45008 45311 45316 e 0213Dokument16 SeitenLPHX 45008 45311 45316 e 0213Jonson CaoNoch keine Bewertungen
- Fluid Mechanics: Presentation By:-Mohammad Hammad JoufarDokument14 SeitenFluid Mechanics: Presentation By:-Mohammad Hammad JoufarHammad JoufarNoch keine Bewertungen
- Positive Displacement PumpsDokument48 SeitenPositive Displacement PumpsSteve Carwell100% (6)
- Fire Pump TheoryDokument41 SeitenFire Pump Theorywinowo18Noch keine Bewertungen