Das könnte Ihnen auch gefallen
- Steel - of Any Shape, in Any DirectionDokument20 SeitenSteel - of Any Shape, in Any Directionpoludo10Noch keine Bewertungen
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDokument69 SeitenLiquid Penetrant Inspection: World Centre For Materials Joining TechnologyNowshad NowsaNoch keine Bewertungen
- Cswip - Section 02-Terms and Definition PDFDokument19 SeitenCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNoch keine Bewertungen
- Clna15786enc 001Dokument68 SeitenClna15786enc 001sajux100% (1)
- PT Level-2Dokument22 SeitenPT Level-2Surendra KamalNoch keine Bewertungen
- WIS10 M.TestDokument46 SeitenWIS10 M.TestUmaibalan100% (1)
- WIS5 - Appendix 1Dokument118 SeitenWIS5 - Appendix 1Reza FakhrizalNoch keine Bewertungen
- IQI Standards of RTDokument1 SeiteIQI Standards of RTHiren Panchal100% (1)
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Dokument21 SeitenSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNoch keine Bewertungen
- NDT ExplainDokument25 SeitenNDT ExplainUdaivir Yadav100% (2)
- RTFI For WeldingDokument60 SeitenRTFI For WeldingMAXX ENGINEERSNoch keine Bewertungen
- WI IntroductionDokument13 SeitenWI IntroductionThanhdong DoNoch keine Bewertungen
- Welding Inspection: Defects/Repairs Course Reference WIS 5Dokument54 SeitenWelding Inspection: Defects/Repairs Course Reference WIS 5verall_averusNoch keine Bewertungen
- What Is NDT Written Practice?Dokument3 SeitenWhat Is NDT Written Practice?Hari KrishnaNoch keine Bewertungen
- Liquid Penetrant (Lev1el-I-level - II''Dokument100 SeitenLiquid Penetrant (Lev1el-I-level - II''Chandresh100% (1)
- Radiography Part 1 - TWI PDFDokument7 SeitenRadiography Part 1 - TWI PDFPahe DriveNoch keine Bewertungen
- Lack of Root Fusion Lack of Root PenetrationDokument35 SeitenLack of Root Fusion Lack of Root PenetrationAdil Hasanov100% (1)
- Flaw Manufacturing TechnologyDokument31 SeitenFlaw Manufacturing Technologyツ ツNoch keine Bewertungen
- Twi - Welding Inspection - SteelsDokument209 SeitenTwi - Welding Inspection - Steelsenels77Noch keine Bewertungen
- 15-Wis5 NDT 2006Dokument56 Seiten15-Wis5 NDT 2006LUZ MERYNoch keine Bewertungen
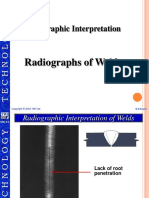
- Radiographic Interpretation: Radiographs of WeldsDokument22 SeitenRadiographic Interpretation: Radiographs of WeldsManoj BallaNoch keine Bewertungen
- Sep 1922 enDokument7 SeitenSep 1922 enIngo Becker100% (2)
- RTDokument48 SeitenRTArjun LalitNoch keine Bewertungen
- Competitive Solutions For Joining TechnologyDokument19 SeitenCompetitive Solutions For Joining Technologyjy12bhuNoch keine Bewertungen
- Training & CertificationDokument52 SeitenTraining & CertificationMidhun K ChandraboseNoch keine Bewertungen
- Iqi Wire Type BSEN 462-1 PDFDokument13 SeitenIqi Wire Type BSEN 462-1 PDFThe Normal HeartNoch keine Bewertungen
- 'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Dokument36 Seiten'TWI CSWIP Macro Practical Inspection (Compatibility Mode)Veeralekshmanan KumarNoch keine Bewertungen
- Welding - Joint - Symbols ISO 2553Dokument32 SeitenWelding - Joint - Symbols ISO 2553Silvio ZappinoNoch keine Bewertungen
- TWI Radiographic Interpretation Part 1 Course Reference WIS 20 2004Dokument66 SeitenTWI Radiographic Interpretation Part 1 Course Reference WIS 20 2004ehsan hatamiNoch keine Bewertungen
- Weld Joint Preparation ISO 9692Dokument46 SeitenWeld Joint Preparation ISO 9692biancogallazziNoch keine Bewertungen
- Radiographs Course Reference WIS 20: RadiographyDokument35 SeitenRadiographs Course Reference WIS 20: RadiographyAhmedA.HassanNoch keine Bewertungen
- Practical RadiographicDokument176 SeitenPractical RadiographicDung Nguyen100% (1)
- Liquid Penetrant Inspection: World Centre For Materials Joining TechnologyDokument69 SeitenLiquid Penetrant Inspection: World Centre For Materials Joining Technologymechengg01Noch keine Bewertungen
- Asnt India Section Yearbook 2020Dokument37 SeitenAsnt India Section Yearbook 2020Shanmuga NavaneethanNoch keine Bewertungen
- Cswip 3.2.2 Preparatory Material Yr 2020Dokument12 SeitenCswip 3.2.2 Preparatory Material Yr 2020UmaibalanNoch keine Bewertungen
- (EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Dokument9 Seiten(EW-471) - Gas Metal Arc Welding (2012 - 1998, Hobart Institute of Welding Technology)Juan Diego AlvarezNoch keine Bewertungen
- NDT (Ut) - Twi - Part (4) .Dokument31 SeitenNDT (Ut) - Twi - Part (4) .nanivenkatgauravNoch keine Bewertungen
- BS 499-1-2009Dokument154 SeitenBS 499-1-2009momo0% (1)
- Ut-Twi - 6Dokument14 SeitenUt-Twi - 6pratap biswasNoch keine Bewertungen
- Welding Defect - ISO6520Dokument3 SeitenWelding Defect - ISO6520manojballaNoch keine Bewertungen
- Ri - 2Dokument139 SeitenRi - 2Benjamin BrownNoch keine Bewertungen
- BS en 439 94 PDFDokument12 SeitenBS en 439 94 PDFDario RamljakNoch keine Bewertungen
- TWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyDokument91 SeitenTWI CSWIP 3.1 Wis 5 Welding Inspection NDT: World Centre For Materials Joining TechnologyOnur AltuntaşNoch keine Bewertungen
- Twi Global Prospectus v4 August 2013Dokument86 SeitenTwi Global Prospectus v4 August 2013khaled merashli100% (1)
- Ultrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesDokument8 SeitenUltrasonic Surface Examinations Using Electromagnetic Acoustic Transducer (EMAT) TechniquesERNESTO ENRIQUE FERNANDEZ BAPTISTANoch keine Bewertungen
- Fundamentals of Visual InspectionDokument49 SeitenFundamentals of Visual InspectionsusanwebNoch keine Bewertungen
- Astm E747Dokument3 SeitenAstm E747AmithNoch keine Bewertungen
- Casting DefectsDokument5 SeitenCasting DefectsGurjinder SinghNoch keine Bewertungen
- Small Diameter Tube and Pipe Inspection With Phased Array PDFDokument7 SeitenSmall Diameter Tube and Pipe Inspection With Phased Array PDFAlanka PrasadNoch keine Bewertungen
- Twi Basic MetallurgyDokument72 SeitenTwi Basic MetallurgySaut Maruli Tua SamosirNoch keine Bewertungen
- CSWIP Day 1Dokument71 SeitenCSWIP Day 1rarwinthNoch keine Bewertungen
- Visual Testing IN Asnt Level IiDokument49 SeitenVisual Testing IN Asnt Level IiMAXX ENGINEERSNoch keine Bewertungen
- Esab DublexDokument8 SeitenEsab DublexSuphi YükselNoch keine Bewertungen
- Industrial radiography A Complete Guide - 2019 EditionVon EverandIndustrial radiography A Complete Guide - 2019 EditionNoch keine Bewertungen
- TWI Radiographic Interpretation. (Weld Defects & Repair)Dokument61 SeitenTWI Radiographic Interpretation. (Weld Defects & Repair)jar_2100% (3)
- Welding Defect TWI CSWIPDokument54 SeitenWelding Defect TWI CSWIPMahdi Daly100% (4)
- 03 Wis5 Defect 2Dokument46 Seiten03 Wis5 Defect 2Dương PhúcNoch keine Bewertungen
- Weld Defect & Repair, HamDokument40 SeitenWeld Defect & Repair, HamAbdulateaf SattiNoch keine Bewertungen
- Defects in WeldsDokument6 SeitenDefects in WeldsSaran KumarNoch keine Bewertungen
- Wis5 DefectDokument46 SeitenWis5 DefectQuang Duan Nguyen100% (1)
- Approved API Plant InspectorDokument11 SeitenApproved API Plant InspectorMuhammad ZariqNoch keine Bewertungen
- Cs and Low Alloy Study 1Dokument1 SeiteCs and Low Alloy Study 1Muhammad ZariqNoch keine Bewertungen
- Performance Characteristics For Measurement and Instrumentation SystemDokument27 SeitenPerformance Characteristics For Measurement and Instrumentation SystemMuhammad ZariqNoch keine Bewertungen
- Scan 21 May 2019Dokument1 SeiteScan 21 May 2019Muhammad ZariqNoch keine Bewertungen
- The Study of PlantDokument1 SeiteThe Study of PlantMuhammad ZariqNoch keine Bewertungen
- Globe Valve LWR 217: Inspection Report Defect-C0LD WorkDokument4 SeitenGlobe Valve LWR 217: Inspection Report Defect-C0LD WorkMuhammad ZariqNoch keine Bewertungen
- Dietary Plan: Target CarbDokument3 SeitenDietary Plan: Target CarbMuhammad ZariqNoch keine Bewertungen
- API 570: Piping Inspection Code (Self-Note)Dokument1 SeiteAPI 570: Piping Inspection Code (Self-Note)Muhammad ZariqNoch keine Bewertungen
- Future PlanDokument1 SeiteFuture PlanMuhammad ZariqNoch keine Bewertungen
- ChartDokument1 SeiteChartMuhammad ZariqNoch keine Bewertungen
- Your Name and Identical Card, Address: Resignation Letter From Ria Solution SDN BHD As Ldar InspectorDokument1 SeiteYour Name and Identical Card, Address: Resignation Letter From Ria Solution SDN BHD As Ldar InspectorMuhammad ZariqNoch keine Bewertungen
- ASME PTB-10-2015 (Ya)Dokument111 SeitenASME PTB-10-2015 (Ya)Muhammad ZariqNoch keine Bewertungen
- Mynote 570Dokument1 SeiteMynote 570Muhammad ZariqNoch keine Bewertungen
- Piping Defects MynoteDokument4 SeitenPiping Defects MynoteMuhammad ZariqNoch keine Bewertungen
- Tabbing ASME IXDokument1 SeiteTabbing ASME IXMuhammad ZariqNoch keine Bewertungen
- Part 1 Piping Systems PDFDokument22 SeitenPart 1 Piping Systems PDFMuhammad Zariq100% (1)
- WI Contoh JawapanDokument5 SeitenWI Contoh JawapanMuhammad ZariqNoch keine Bewertungen
- 11 Ver 2 Guided Wave UltrasonicDokument9 Seiten11 Ver 2 Guided Wave UltrasonicMuhammad ZariqNoch keine Bewertungen
- GJ Profile (11-Jan-2015)Dokument15 SeitenGJ Profile (11-Jan-2015)nirdoshkumarNoch keine Bewertungen
- Water Jet Unit: Advanced High Efficient Marine Propulsion SystemDokument4 SeitenWater Jet Unit: Advanced High Efficient Marine Propulsion SystemPoentech CA100% (1)
- The Reactivity Series of MetalsDokument27 SeitenThe Reactivity Series of Metals118latelyNoch keine Bewertungen
- DX51D en 2 PDFDokument2 SeitenDX51D en 2 PDFОливер АндовскиNoch keine Bewertungen
- Crimson Star Series Transformer PumpersDokument8 SeitenCrimson Star Series Transformer PumpersPaoloFregonaraNoch keine Bewertungen
- Metallographic Investigation On The Cladding FailureDokument18 SeitenMetallographic Investigation On The Cladding FailureAndres_Pastor1987Noch keine Bewertungen
- Seamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger TubesDokument14 SeitenSeamless Ferritic and Austenitic Alloy-Steel Boiler, Superheater, and Heat-Exchanger Tubesalucard375Noch keine Bewertungen
- Type and Selection of Welding ConsumablesDokument11 SeitenType and Selection of Welding ConsumablesMohit SharmaNoch keine Bewertungen
- Microstructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloyDokument9 SeitenMicrostructural and Mechanical Properties of Double-Sided MIG, TIG and Friction Stir Welded 5083-H321 Aluminium AlloydietersimaNoch keine Bewertungen
- EarthingDokument6 SeitenEarthingraguNoch keine Bewertungen
- D3 5-93PVDokument8 SeitenD3 5-93PVBirdyTheoNoch keine Bewertungen
- Dorman Long 1924 Handbook PDFDokument403 SeitenDorman Long 1924 Handbook PDFKen SmithNoch keine Bewertungen
- Compulsory StdsDokument9 SeitenCompulsory StdsthakrarhitsNoch keine Bewertungen
- Machine Design ElementsDokument11 SeitenMachine Design ElementsNelson Naval Cabingas100% (1)
- Materiales ASTMDokument4 SeitenMateriales ASTMtinchancho100% (1)
- BOF OperationDokument24 SeitenBOF OperationMhd. Didi Endah PranataNoch keine Bewertungen
- Slimline Process ValvesDokument5 SeitenSlimline Process ValvesshareyhouNoch keine Bewertungen
- Engg. Materials DMEDokument11 SeitenEngg. Materials DMESudhansubhusan PaniNoch keine Bewertungen
- Posco: A New Steel Plant in IndiaDokument2 SeitenPosco: A New Steel Plant in Indiashadi22Noch keine Bewertungen
- P17-1TS-KBR Bolting Types Carbon & Alloy SteelDokument2 SeitenP17-1TS-KBR Bolting Types Carbon & Alloy Steelyulianus_sr100% (1)
- Astm A 767 - A 767MDokument4 SeitenAstm A 767 - A 767Meddyew100% (1)
- Identificación y Análisis de Patologías en Puentes de CarreterasDokument20 SeitenIdentificación y Análisis de Patologías en Puentes de CarreterashyderakuraiNoch keine Bewertungen
- Fin Welding ProcedureDokument7 SeitenFin Welding ProcedureSadashiw PatilNoch keine Bewertungen
- High Conductive High Galvanized Round Steel WireDokument2 SeitenHigh Conductive High Galvanized Round Steel WireAMARENDRA SINoch keine Bewertungen
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDokument19 SeitenGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364Noch keine Bewertungen
- Flange LeakageDokument29 SeitenFlange Leakageim4uim4uim4uNoch keine Bewertungen
- Gearabc BDokument40 SeitenGearabc Bvadi100% (1)
- Manufacturing Process of Engine Valve PlantDokument30 SeitenManufacturing Process of Engine Valve PlantVirat Dubey80% (5)
- HSFG Part II Bolt & NutDokument1 SeiteHSFG Part II Bolt & NutvpjagannaathNoch keine Bewertungen
- Metallurgy Metal WorksheetDokument14 SeitenMetallurgy Metal WorksheetAzraie Bin RuslimNoch keine Bewertungen