Das könnte Ihnen auch gefallen
- Dry MachiningDokument13 SeitenDry Machiningbanteshyam100% (3)
- Tool Engineering and Design Design of SiDokument23 SeitenTool Engineering and Design Design of Simulugeta assefaNoch keine Bewertungen
- Nontraditional Machining and Thermal Cutting Processes - Chapter 26Dokument67 SeitenNontraditional Machining and Thermal Cutting Processes - Chapter 26xharpreetxNoch keine Bewertungen
- For Wood Cutter MachineDokument19 SeitenFor Wood Cutter MachineRahul Rajput100% (1)
- Design of Jigs Fixtures and Press Tools PDFDokument4 SeitenDesign of Jigs Fixtures and Press Tools PDFniharika kadiriNoch keine Bewertungen
- ECDMDokument9 SeitenECDMRobert NayakNoch keine Bewertungen
- Pneumatic Auto Feed Sheet Cutting MachineDokument5 SeitenPneumatic Auto Feed Sheet Cutting MachineVigneshwaran Srinivasan100% (1)
- Metal Cutting Processes ExplainedDokument10 SeitenMetal Cutting Processes ExplainedRavigggNoch keine Bewertungen
- EXPLOSIVE FORMING Methods & ApplicationsDokument7 SeitenEXPLOSIVE FORMING Methods & ApplicationsMazurchevici Andrei DănuţNoch keine Bewertungen
- Abrasive Jet MachiningDokument12 SeitenAbrasive Jet MachiningTejas SuratiNoch keine Bewertungen
- MD Design ConsiderationDokument18 SeitenMD Design ConsiderationjhpatelNoch keine Bewertungen
- Production Process.II (CBCGS) Module.1 Metal CuttingDokument24 SeitenProduction Process.II (CBCGS) Module.1 Metal CuttingOmkar BedadeNoch keine Bewertungen
- Sheet Metal Practical Skills and Theory TopicsDokument2 SeitenSheet Metal Practical Skills and Theory TopicsHamza NoumanNoch keine Bewertungen
- EDM Wire Cut ReportDokument12 SeitenEDM Wire Cut ReportAidilNoch keine Bewertungen
- Design and Fabrication of Spur Gear Cutting Attachment For Lathe MachineDokument10 SeitenDesign and Fabrication of Spur Gear Cutting Attachment For Lathe MachineIJRASETPublicationsNoch keine Bewertungen
- Tool GeometryDokument13 SeitenTool GeometryravijecrcNoch keine Bewertungen
- Casting Process Overview: Sand Mould Preparation and Pattern MakingDokument31 SeitenCasting Process Overview: Sand Mould Preparation and Pattern MakingChirag TaterNoch keine Bewertungen
- UTP Mould & Die Mould Base Catalogue 2011/12Dokument21 SeitenUTP Mould & Die Mould Base Catalogue 2011/12Amitava DattaNoch keine Bewertungen
- (PPT) Drawing 1Dokument29 Seiten(PPT) Drawing 1AXELNoch keine Bewertungen
- Ch21 Fundamentals of Cutting2Dokument70 SeitenCh21 Fundamentals of Cutting2manojc68Noch keine Bewertungen
- Injection MouldingDokument12 SeitenInjection MouldingBalasubramaniam MuruganNoch keine Bewertungen
- Powder Metallurgy Seminar GautamDokument31 SeitenPowder Metallurgy Seminar GautamSidhartha GolchhaNoch keine Bewertungen
- NC CNC Machine ToolDokument50 SeitenNC CNC Machine ToolShoaib MultaniNoch keine Bewertungen
- Metal FormingDokument49 SeitenMetal FormingtejasNoch keine Bewertungen
- Mechanical Working of MetalsDokument76 SeitenMechanical Working of MetalsPradip GuptaNoch keine Bewertungen
- Blank Piercing Guide 40+ ProcessesDokument5 SeitenBlank Piercing Guide 40+ ProcessesPratap VeerNoch keine Bewertungen
- Final Thesis On CNCDokument55 SeitenFinal Thesis On CNCFranco100% (1)
- Composite Leaf SpringDokument23 SeitenComposite Leaf SpringVijay AnandNoch keine Bewertungen
- Design and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS WorkbenchDokument27 SeitenDesign and Analysis of PROTECTED FLANGE COUPLING Solidworks 2016 and ANSYS Workbenchamu100% (1)
- Chapter 1 - Introduction To Hybrid Machining ProcessesDokument31 SeitenChapter 1 - Introduction To Hybrid Machining ProcessesGAURAV KUMAR100% (1)
- Powder Metallurgy: Basics & Applications Powder MetallurgyDokument11 SeitenPowder Metallurgy: Basics & Applications Powder MetallurgyVivek BajpaiNoch keine Bewertungen
- Bench WorkingDokument11 SeitenBench WorkingMonica MagdyNoch keine Bewertungen
- Solar Wood CutterDokument13 SeitenSolar Wood Cuttern_amarsinh9938Noch keine Bewertungen
- Metal Injection Molding Material PropertiesDokument12 SeitenMetal Injection Molding Material Propertiesdbfreelancer1195Noch keine Bewertungen
- Selection of Material and Hardware Used in Press ToolDokument22 SeitenSelection of Material and Hardware Used in Press ToolVipul MetaNoch keine Bewertungen
- Compound Tool For Press Tool WasherDokument6 SeitenCompound Tool For Press Tool WasherDhaneshNoch keine Bewertungen
- Report On 3 D PrintingDokument37 SeitenReport On 3 D Printingawanish singhNoch keine Bewertungen
- Near Dry Electrical Discharge Machining: Jeffy Joseph S7M1,06400045Dokument30 SeitenNear Dry Electrical Discharge Machining: Jeffy Joseph S7M1,06400045hemantabhaleNoch keine Bewertungen
- Milling machine operations and classificationsDokument74 SeitenMilling machine operations and classificationsDevarakonda KondayyaNoch keine Bewertungen
- MFG Tooling - 09 Progressive Dies PDFDokument16 SeitenMFG Tooling - 09 Progressive Dies PDFNhan LeNoch keine Bewertungen
- Force Power in Metal CuttingDokument7 SeitenForce Power in Metal CuttingRavinder AntilNoch keine Bewertungen
- 15mec243 - Tool Design: VII Semester - Elective Mechanical EngineeringDokument17 Seiten15mec243 - Tool Design: VII Semester - Elective Mechanical Engineeringvignesh100% (1)
- Sheet Metal Working: Unit No. VDokument67 SeitenSheet Metal Working: Unit No. VMahesh SalotagiNoch keine Bewertungen
- ProjectDokument14 SeitenProjectoladipo GraceNoch keine Bewertungen
- Ch31 Solid-State WeldingDokument28 SeitenCh31 Solid-State WeldingNaveen KumarNoch keine Bewertungen
- Plastic Welding: M. Fadlan Alamsyah Satria Bintang P. Toto Satrio W. Michael OloanDokument14 SeitenPlastic Welding: M. Fadlan Alamsyah Satria Bintang P. Toto Satrio W. Michael OloanFadlanbunglon100% (1)
- 07 Final Rapid Prototype ReportDokument16 Seiten07 Final Rapid Prototype ReportpallaviNoch keine Bewertungen
- Production Engineering Lab VIII SemDokument24 SeitenProduction Engineering Lab VIII Semsunil kumawatNoch keine Bewertungen
- Thesis EDM PDFDokument72 SeitenThesis EDM PDFMohamad HarithNoch keine Bewertungen
- Hot MachiningDokument5 SeitenHot Machiningpavi32Noch keine Bewertungen
- Squeeze Casting - An Overview PDFDokument9 SeitenSqueeze Casting - An Overview PDFDian Try SaputriNoch keine Bewertungen
- Principle Angle Single Point Cutting ToolsDokument16 SeitenPrinciple Angle Single Point Cutting ToolsSoumik DasNoch keine Bewertungen
- 156 180Dokument181 Seiten156 180Kurnia Adi WibowoNoch keine Bewertungen
- Diamond Chemical Vapor Deposition: Nucleation and Early Growth StagesVon EverandDiamond Chemical Vapor Deposition: Nucleation and Early Growth StagesNoch keine Bewertungen
- Materials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985Von EverandMaterials Engineering: Proceedings of the First International Symposium, University of the Witwatersrand, Johannesburg, South Africa, November 1985J. V. BeeNoch keine Bewertungen
- OMV Pipe ClassDokument160 SeitenOMV Pipe Classliviu_dovaNoch keine Bewertungen
- BPI-Company ProfileDokument19 SeitenBPI-Company Profilesunny vachhaniNoch keine Bewertungen
- DORMA Glass Cut-Out Details - 02 02 2012Dokument15 SeitenDORMA Glass Cut-Out Details - 02 02 2012Tarique Khan100% (1)
- Halfen Fixing TechnologyDokument24 SeitenHalfen Fixing TechnologybachNoch keine Bewertungen
- InstallationManualDokument6 SeitenInstallationManualErnest IpNoch keine Bewertungen
- Is 3589Dokument2 SeitenIs 3589Tanmoy DuttaNoch keine Bewertungen
- Material Conversion Chart: Steel Grades and StandardsDokument8 SeitenMaterial Conversion Chart: Steel Grades and StandardsChuan SwtsNoch keine Bewertungen
- Gypsy Wagon Construction: Building an Intricately Decorated Wooden WagonDokument23 SeitenGypsy Wagon Construction: Building an Intricately Decorated Wooden WagonStephen MooreNoch keine Bewertungen
- Hiap Teck Steel CatalogueDokument82 SeitenHiap Teck Steel CatalogueYoke Mei Tang71% (7)
- Dortech Direct Product CatalogueDokument29 SeitenDortech Direct Product CatalogueAdam YatesNoch keine Bewertungen
- Shielding Gas: The Right Gas Working For YouDokument32 SeitenShielding Gas: The Right Gas Working For YouSharad ShahNoch keine Bewertungen
- The legacy and future of America's most versatile precast concrete building product: The double teeDokument20 SeitenThe legacy and future of America's most versatile precast concrete building product: The double teeSumanth ReddyNoch keine Bewertungen
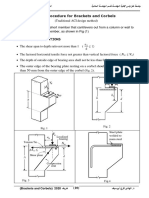
- Brackets and Corbels ACI 318 L # 1Dokument7 SeitenBrackets and Corbels ACI 318 L # 1soran azizNoch keine Bewertungen
- Corrosion Test by Gravimetric MethodDokument3 SeitenCorrosion Test by Gravimetric MethodShanti Kiran ZNoch keine Bewertungen
- Acid PipingDokument1 SeiteAcid Pipinghasan_676489616Noch keine Bewertungen
- Asme Section Ii A-2 Sa-1008 Sa-1008mDokument10 SeitenAsme Section Ii A-2 Sa-1008 Sa-1008mAnonymous GhPzn1xNoch keine Bewertungen
- Annular Cutter Feeds and SpeedsDokument1 SeiteAnnular Cutter Feeds and SpeedsAnonymous JzEb8CXErNoch keine Bewertungen
- Sow and Comp For Petanque CourtDokument6 SeitenSow and Comp For Petanque CourtRubirajNoch keine Bewertungen
- Duplex Stainless SteelDokument17 SeitenDuplex Stainless SteelthunderNoch keine Bewertungen
- 175 Ir012000Dokument2 Seiten175 Ir012000masoud132Noch keine Bewertungen
- Low Voltage Cables BookDokument59 SeitenLow Voltage Cables BookMuhammad AdilNoch keine Bewertungen
- Pipe DimensionDokument10 SeitenPipe DimensionruzlaNoch keine Bewertungen
- 904L (Valbruna)Dokument2 Seiten904L (Valbruna)Claudia MmsNoch keine Bewertungen
- Aa CPS 000433Dokument3 SeitenAa CPS 000433stignzNoch keine Bewertungen
- Compounding Plants For The Cable Industry: 130301 FLD X-COMP - RZ - Indd 3Dokument12 SeitenCompounding Plants For The Cable Industry: 130301 FLD X-COMP - RZ - Indd 3Shung Tak ChanNoch keine Bewertungen
- Tabel MaterialDokument19 SeitenTabel MaterialBang OchimNoch keine Bewertungen
- STR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Dokument5 SeitenSTR Myanmar Co., LTD Mgs Kitchen Project 7/6/2020Myanmar Ding Ming XinNoch keine Bewertungen
- ASTM C-62 StandardDokument4 SeitenASTM C-62 StandardMuhammad Irfan100% (8)
- SSW-Q1R Class 2Dokument2 SeitenSSW-Q1R Class 2mohsen_267Noch keine Bewertungen
- FED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit SDokument8 SeitenFED-STD-H28-23 Screw Thread Standards For Federal Services Section 23 Class 5 Interference-Fit Sahmed AwadNoch keine Bewertungen