Das könnte Ihnen auch gefallen
- Metal Forming ProcessDokument27 SeitenMetal Forming ProcessAravind MohanNoch keine Bewertungen
- Unit 4 Sheet Metal ProcessDokument65 SeitenUnit 4 Sheet Metal ProcessMANOJ MNoch keine Bewertungen
- CH 15Dokument34 SeitenCH 15ACC SHNoch keine Bewertungen
- Unit 4 Sheet Metal ProcessDokument77 SeitenUnit 4 Sheet Metal ProcessJackson ..100% (2)
- Mechanical Working of MetalsDokument96 SeitenMechanical Working of Metalsashoku2Noch keine Bewertungen
- Casting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingDokument44 SeitenCasting Forming Sheet Metal Processing Powder-And Ceramics Processing Plastics ProcessingRaj PatelNoch keine Bewertungen
- Mechanical Working of MetalsDokument76 SeitenMechanical Working of MetalsPradip GuptaNoch keine Bewertungen
- Unit 5 - Manufacturing Technology - WWW - Rgpvnotes.inDokument30 SeitenUnit 5 - Manufacturing Technology - WWW - Rgpvnotes.inROHIT MEHRANoch keine Bewertungen
- Plasticity and Deformation Process: ExtrusionDokument25 SeitenPlasticity and Deformation Process: ExtrusionHanaa ElnegmeNoch keine Bewertungen
- Rolling & Extrusion Case StudyDokument20 SeitenRolling & Extrusion Case StudyMahmoud KassabNoch keine Bewertungen
- Extrusion FundamentalsDokument5 SeitenExtrusion FundamentalsJoNoch keine Bewertungen
- Metal Forming PRDokument90 SeitenMetal Forming PRRavi UpadhyeNoch keine Bewertungen
- L 8-Extrusion PDFDokument16 SeitenL 8-Extrusion PDFkhaledmosharrafmukutNoch keine Bewertungen
- Unit IV OrigionalDokument25 SeitenUnit IV OrigionalPrakash SinghNoch keine Bewertungen
- Bulk Deformation Processes - ExtrusionDokument16 SeitenBulk Deformation Processes - ExtrusionAnonymous 8NSojG100% (1)
- Sheet Metal Forming and High Energy Rate FormingDokument68 SeitenSheet Metal Forming and High Energy Rate FormingAbhishek TanguturiNoch keine Bewertungen
- Extrusion Complete PDFDokument22 SeitenExtrusion Complete PDFSantoshNoch keine Bewertungen
- Extrusion For ClassDokument49 SeitenExtrusion For ClassNABIL HUSSAINNoch keine Bewertungen
- Metal ExtrusionDokument41 SeitenMetal ExtrusionRashiqah RazlanNoch keine Bewertungen
- Forging: Unit - 3Dokument50 SeitenForging: Unit - 3Solomon DuferaNoch keine Bewertungen
- Metal Forming Written ReportDokument10 SeitenMetal Forming Written ReportMenric LunarNoch keine Bewertungen
- GR GNT 00166580000000717Dokument25 SeitenGR GNT 00166580000000717ashoku24007Noch keine Bewertungen
- Metal Forming Processes - FullDokument5 SeitenMetal Forming Processes - FullArjun NbNoch keine Bewertungen
- 04 ExtrusionDokument57 Seiten04 ExtrusionIrfan MahyunisNoch keine Bewertungen
- Forging Die of SpannerDokument16 SeitenForging Die of Spannervirendra pawarNoch keine Bewertungen
- BTI1133 Ch16Dokument82 SeitenBTI1133 Ch16ACC SHNoch keine Bewertungen
- Forging, Rolling, Extrusion and Drawing ProcessesDokument45 SeitenForging, Rolling, Extrusion and Drawing ProcessesHarshan Arumugam100% (1)
- 6.metal Extrusion and Drawing Processes and Equipment ContinuedDokument35 Seiten6.metal Extrusion and Drawing Processes and Equipment ContinuedGRAHAM KUNDAI DENGEZANoch keine Bewertungen
- 4.3 ExtrusionDokument19 Seiten4.3 ExtrusionSiddharth RajendranNoch keine Bewertungen
- Tooth Paste-ExtrusionDokument6 SeitenTooth Paste-ExtrusionEaswaran NampoothiriNoch keine Bewertungen
- Fabrication of Automatic Spring Rolling MachineDokument45 SeitenFabrication of Automatic Spring Rolling MachineANAND KRISHNANNoch keine Bewertungen
- New Microsoft Office Word DocumentDokument2 SeitenNew Microsoft Office Word DocumentAnonymous f1UCK4Noch keine Bewertungen
- Manufacturing Process CHETANDokument34 SeitenManufacturing Process CHETANChetanraj D PatilNoch keine Bewertungen
- MANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)Dokument18 SeitenMANUFACTURING TECHNOLOGY ASSIGNMENT (Bahirdar University)TsihatesfaNoch keine Bewertungen
- Bulk Deformation Processes: Forging & ExtrusionDokument24 SeitenBulk Deformation Processes: Forging & ExtrusionDân NguyễnNoch keine Bewertungen
- Rolling (Bulk Deformation Process)Dokument27 SeitenRolling (Bulk Deformation Process)Kazal ArefinNoch keine Bewertungen
- PP PP PP PPDokument37 SeitenPP PP PP PPJagdish Kolte100% (1)
- Extrusion LatestDokument27 SeitenExtrusion LatestChanti ChaithanyaNoch keine Bewertungen
- Mt1 Unit 4 NotesDokument11 SeitenMt1 Unit 4 Notesvelavansu100% (1)
- Sheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Dokument34 SeitenSheet Metalworking: ©2002 John Wiley & Sons, Inc. M. P. Groover, "Fundamentals of Modern Manufacturing 2/e"Himanshu GuptaNoch keine Bewertungen
- IronDokument91 SeitenIronManish KumarNoch keine Bewertungen
- Revised Materials and Processes Sections 7 To 9Dokument207 SeitenRevised Materials and Processes Sections 7 To 9Ameem TariqNoch keine Bewertungen
- Extrusión-Rolling and Forming ProcessDokument50 SeitenExtrusión-Rolling and Forming Processquiron2010Noch keine Bewertungen
- Hydroforming: Presented By: Byron Erath Duane EllsworthDokument17 SeitenHydroforming: Presented By: Byron Erath Duane EllsworthbathinsreenivasNoch keine Bewertungen
- Unit Iii Bulk Processes Bulk DeformationDokument77 SeitenUnit Iii Bulk Processes Bulk DeformationAkash akNoch keine Bewertungen
- Design of Dies - Unit 4Dokument149 SeitenDesign of Dies - Unit 4210 SureshNoch keine Bewertungen
- Bulk Deformatin Processes and EquipmentDokument46 SeitenBulk Deformatin Processes and EquipmentarhlboyNoch keine Bewertungen
- Sheet Metal FormingDokument5 SeitenSheet Metal FormingScribdd3r100% (2)
- Cold FormingDokument7 SeitenCold FormingglaxionNoch keine Bewertungen
- MT 2nd AssignmentDokument72 SeitenMT 2nd AssignmentDixitNoch keine Bewertungen
- Classification of Forming & Shaping Processes & EquipmentDokument51 SeitenClassification of Forming & Shaping Processes & EquipmentFarman AliNoch keine Bewertungen
- ExtrusionDokument27 SeitenExtrusionb1932025Noch keine Bewertungen
- Introductn Working Products ApplicationsDokument28 SeitenIntroductn Working Products ApplicationspritishNoch keine Bewertungen
- Chapter 3 Metal Forming ProcessesDokument103 SeitenChapter 3 Metal Forming Processesdagimawgchew777Noch keine Bewertungen
- Extrusion and DrawingDokument9 SeitenExtrusion and Drawingdema_dias0% (1)
- FMP 221 Lecture 9 Cold WorkingDokument34 SeitenFMP 221 Lecture 9 Cold WorkingSarojKumarSinghNoch keine Bewertungen
- Ch15 Metal Extr DrawingDokument58 SeitenCh15 Metal Extr DrawingPeeka Prabhakara RaoNoch keine Bewertungen
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyVon EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNoch keine Bewertungen
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesVon EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNoch keine Bewertungen
- Static Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALDokument8 SeitenStatic Studies of Magneto-Electro-Elastic 3-D Beam Using ANSYS - FINALjssrikantamurthyNoch keine Bewertungen
- MT Digital NotesDokument120 SeitenMT Digital NotesAnonymous GEHeEQlajbNoch keine Bewertungen
- EME E-Note 02032016 091807AMDokument207 SeitenEME E-Note 02032016 091807AMDHAVAL PANCHALNoch keine Bewertungen
- 18EME15 IA1 Scheme & Solution UpdatedDokument6 Seiten18EME15 IA1 Scheme & Solution UpdatedjssrikantamurthyNoch keine Bewertungen
- 3.2.1.2 According To The Position and Travel of Ram: Hydraulic ShaperDokument14 Seiten3.2.1.2 According To The Position and Travel of Ram: Hydraulic ShapersadadNoch keine Bewertungen
- DrawingDokument19 SeitenDrawingjssrikantamurthyNoch keine Bewertungen
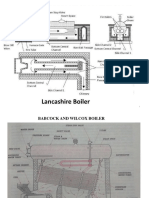
- Eme BoilerDokument6 SeitenEme BoilerjssrikantamurthyNoch keine Bewertungen
- Machine Tool-Economic of MTDokument29 SeitenMachine Tool-Economic of MTjssrikantamurthyNoch keine Bewertungen
- Eme Test 2 SchemeDokument7 SeitenEme Test 2 SchemejssrikantamurthyNoch keine Bewertungen
- Economics of MachiningDokument24 SeitenEconomics of MachiningjssrikantamurthyNoch keine Bewertungen
- Chip Formation: Four Basic Type of Chips in Machining AreDokument14 SeitenChip Formation: Four Basic Type of Chips in Machining ArejssrikantamurthyNoch keine Bewertungen
- Model - I Turning Operations Performed On A Given Mild Steel Work PieceDokument4 SeitenModel - I Turning Operations Performed On A Given Mild Steel Work PiecejssrikantamurthyNoch keine Bewertungen
- Theory of Tool Wear and Surface RoughnessDokument12 SeitenTheory of Tool Wear and Surface RoughnessjssrikantamurthyNoch keine Bewertungen
- 3.2.1.2 According To The Position and Travel of Ram: Hydraulic ShaperDokument14 Seiten3.2.1.2 According To The Position and Travel of Ram: Hydraulic ShapersadadNoch keine Bewertungen
- Machining Operations and Machine ToolsDokument18 SeitenMachining Operations and Machine ToolsAnonymous mKdAfWifNoch keine Bewertungen
- Module 2Dokument35 SeitenModule 2jssrikantamurthyNoch keine Bewertungen
- CH 6 Machining ProcessesDokument32 SeitenCH 6 Machining ProcessesjssrikantamurthyNoch keine Bewertungen
- 5.3 Operating Conditions Drilling1Dokument19 Seiten5.3 Operating Conditions Drilling1jssrikantamurthyNoch keine Bewertungen
- Internal Marks EntryDokument6 SeitenInternal Marks EntryjssrikantamurthyNoch keine Bewertungen
- ANSYS 14 Structural Mechanics UpdateDokument103 SeitenANSYS 14 Structural Mechanics UpdateRama KrishnaNoch keine Bewertungen
- Drills GeometryDokument64 SeitenDrills GeometryEden AbdulaNoch keine Bewertungen
- 11-Finite Element Modeling and Solution TechniqueDokument55 Seiten11-Finite Element Modeling and Solution TechniquejssrikantamurthyNoch keine Bewertungen
- Metal Casting and WeldingDokument4 SeitenMetal Casting and WeldingjssrikantamurthyNoch keine Bewertungen
- Numerical Analysis of Free Vibrations of Laminated Composite Conical and Cylindrical Shells: Discrete Singular Convolution (DSC) ApproachDokument21 SeitenNumerical Analysis of Free Vibrations of Laminated Composite Conical and Cylindrical Shells: Discrete Singular Convolution (DSC) ApproachjssrikantamurthyNoch keine Bewertungen
- 4.3 Hole Making Design Concept DrillingDokument44 Seiten4.3 Hole Making Design Concept DrillingjssrikantamurthyNoch keine Bewertungen
- Three DimensionalvibrationanalysisofisotropicandorthotropicDokument16 SeitenThree DimensionalvibrationanalysisofisotropicandorthotropicjssrikantamurthyNoch keine Bewertungen
- Lathe DrillingDokument16 SeitenLathe DrillingManjunatha EikilaNoch keine Bewertungen
- Boring Machines: Salunke M.DDokument36 SeitenBoring Machines: Salunke M.DjssrikantamurthyNoch keine Bewertungen
- Metal Casting and WeldingDokument4 SeitenMetal Casting and WeldingjssrikantamurthyNoch keine Bewertungen
- Machining Operations and Machine ToolsDokument18 SeitenMachining Operations and Machine ToolsAnonymous mKdAfWifNoch keine Bewertungen
- Calculations of The EFG Tensor in DTN Using GIPAW With CASTEP and QE SoftwareDokument12 SeitenCalculations of The EFG Tensor in DTN Using GIPAW With CASTEP and QE SoftwareAllen MNoch keine Bewertungen
- C & Embedded QuestionsDokument109 SeitenC & Embedded QuestionskalkikaliNoch keine Bewertungen
- Ch02HullOFOD9thEdition - EditedDokument31 SeitenCh02HullOFOD9thEdition - EditedHarshvardhan MohataNoch keine Bewertungen
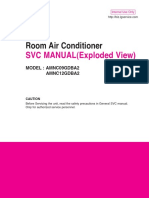
- Service Manual - Amnc09gdba2, Amnc12gdba2Dokument6 SeitenService Manual - Amnc09gdba2, Amnc12gdba2U Kyaw San OoNoch keine Bewertungen
- Answer To The Question No: (A) : Pattern Recognition Is The Process of Recognizing Patterns by UsingDokument4 SeitenAnswer To The Question No: (A) : Pattern Recognition Is The Process of Recognizing Patterns by UsingKhaled faisalNoch keine Bewertungen
- Case Study - CCNA - Sem1 - Cosmin Daniel POCRISTEDokument7 SeitenCase Study - CCNA - Sem1 - Cosmin Daniel POCRISTEcosmin_horusNoch keine Bewertungen
- Research MethodsDokument10 SeitenResearch MethodsAhimbisibwe BenyaNoch keine Bewertungen
- Daatabase AssignmentDokument4 SeitenDaatabase AssignmentIshani Puvimannasinghe100% (1)
- Glut 3Dokument68 SeitenGlut 3Lê Quốc HoàngNoch keine Bewertungen
- Particle Tracing Module Users GuideDokument306 SeitenParticle Tracing Module Users GuideAlfonso BarbozaNoch keine Bewertungen
- Error MsgsDokument162 SeitenError Msgsapi-19417993Noch keine Bewertungen
- Answer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFDokument16 SeitenAnswer Key - CK-12 Chapter 01 Basic Geometry Concepts PDFValery Liz0% (1)
- 049 Hadoop Commands Reference Guide.Dokument3 Seiten049 Hadoop Commands Reference Guide.vaasu1Noch keine Bewertungen
- Risk Assessment of Ship Platform ColissionDokument6 SeitenRisk Assessment of Ship Platform Colission123habib123fikriNoch keine Bewertungen
- Wos 2 Pajek 07Dokument36 SeitenWos 2 Pajek 07Omar SitoNoch keine Bewertungen
- Kolkata and North-East Centre at Tezpur: Indian Statistical InstituteDokument1 SeiteKolkata and North-East Centre at Tezpur: Indian Statistical InstitutePoonam NaiduNoch keine Bewertungen
- Reading A Film - Problem of Denotation in Fiction FilmDokument0 SeitenReading A Film - Problem of Denotation in Fiction FilmragatasuryaNoch keine Bewertungen
- SWT 2 3 101 Brochure.Dokument8 SeitenSWT 2 3 101 Brochure.Uhrin ImreNoch keine Bewertungen
- 2005-01 - PRODAS V3 CapabilitiesDokument44 Seiten2005-01 - PRODAS V3 Capabilitiespl_junkNoch keine Bewertungen
- Atlatl Dart TuningDokument3 SeitenAtlatl Dart TuningGuillermo BustosNoch keine Bewertungen
- Сравнит. лингвистикаDokument22 SeitenСравнит. лингвистикаАнастасия ДобровольскаяNoch keine Bewertungen
- Srinivasan Engineering College, Perambalur: Part B Unit IDokument2 SeitenSrinivasan Engineering College, Perambalur: Part B Unit IPrabhat SinghNoch keine Bewertungen
- Experiment 3: Department of Civil Engineering, IIT DelhiDokument2 SeitenExperiment 3: Department of Civil Engineering, IIT DelhiSRNoch keine Bewertungen
- Sony HCD Zx30avDokument80 SeitenSony HCD Zx30avrrobles8777Noch keine Bewertungen
- Question Bank 4th SemesterDokument16 SeitenQuestion Bank 4th SemesterJeevanandam ShanmugasundaramNoch keine Bewertungen
- Kanban Scheduling SystemsDokument8 SeitenKanban Scheduling SystemsharsurajNoch keine Bewertungen
- Given Values: Pressure Temperature Compressor Inlet 1.0325 Bar 300K Turbine Outlet 1.0325 Bar 815K Pressure Ratio 18.6Dokument3 SeitenGiven Values: Pressure Temperature Compressor Inlet 1.0325 Bar 300K Turbine Outlet 1.0325 Bar 815K Pressure Ratio 18.6Walter BircherNoch keine Bewertungen
- TP3000WC ProWeatherStation User GuideDokument40 SeitenTP3000WC ProWeatherStation User GuideRANDY SANTIAGONoch keine Bewertungen
- Pengaruh Customer Experience Terhadap Kepuasan Pelanggan Dan Loyalitas Pelanggan Survei Pada Pelanggan KFC Kawi MalangDokument6 SeitenPengaruh Customer Experience Terhadap Kepuasan Pelanggan Dan Loyalitas Pelanggan Survei Pada Pelanggan KFC Kawi MalangSatria WijayaNoch keine Bewertungen