Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Documents - Tips - Cswip 322 Questions PDFDokument37 SeitenDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- 4 Dmaic Steps at A GlanceDokument1 Seite4 Dmaic Steps at A GlanceshrikantajitNoch keine Bewertungen
- Wetting Welding PDFDokument1 SeiteWetting Welding PDFshrikantajitNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Wetting WeldingDokument1 SeiteWetting WeldingshrikantajitNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Documents - Tips - Cswip 322 Questions PDFDokument37 SeitenDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Dmaic Steps: Ctqs - CtpsDokument1 SeiteDmaic Steps: Ctqs - Ctpsshrikantajit100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Welding ImperfectionsDokument4 SeitenWelding ImperfectionsshrikantajitNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Documents - Tips - Cswip 322 Questions PDFDokument37 SeitenDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Coating Questions - SET ADokument7 SeitenCoating Questions - SET Ashrikantajit100% (2)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Additional QuestionsDokument6 SeitenAdditional QuestionsshrikantajitNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Documents - Tips - Cswip 322 Questions PDFDokument37 SeitenDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Submerged Arc WeldingDokument42 SeitenSubmerged Arc WeldingMário SilvaNoch keine Bewertungen
- Documents - Tips - Cswip 322 Questions PDFDokument37 SeitenDocuments - Tips - Cswip 322 Questions PDFJithuJohn83% (6)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Welding ImperfectionsDokument4 SeitenWelding ImperfectionsshrikantajitNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Welding Handbook ESABDokument529 SeitenWelding Handbook ESABErdinc_Bal_1026100% (8)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Graphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpDokument2 SeitenGraphical Representation For Butt Welds Uk (Usa) Iso/Bs En: Vertical UpshrikantajitNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- SAW Welding ProcessDokument2 SeitenSAW Welding ProcessshrikantajitNoch keine Bewertungen
- Cswip-Reviewer - DAY 3 HOME WORKDokument43 SeitenCswip-Reviewer - DAY 3 HOME WORKshrikantajit100% (1)
- Announcement ASNT Mamallapuram Nov 2013Dokument5 SeitenAnnouncement ASNT Mamallapuram Nov 2013vibinkumarsNoch keine Bewertungen
- WPQR Aker Mech Test Follow Up 150316Dokument1 SeiteWPQR Aker Mech Test Follow Up 150316shrikantajitNoch keine Bewertungen
- Welding Handbook ESABDokument529 SeitenWelding Handbook ESABErdinc_Bal_1026100% (8)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Effect of Heat InputDokument9 SeitenEffect of Heat InputshrikantajitNoch keine Bewertungen
- BS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1Dokument1 SeiteBS 499 Semi Auto - Hand Held: © 2014 Aker Solutions Page 1 of 1shrikantajitNoch keine Bewertungen
- WettingDokument1 SeiteWettingshrikantajitNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Submerged Arc WeldingDokument42 SeitenSubmerged Arc WeldingMário SilvaNoch keine Bewertungen
- The iron-iron carbide (Fe-Fe C) phase diagram: α-ferrite austeniteDokument7 SeitenThe iron-iron carbide (Fe-Fe C) phase diagram: α-ferrite austenitepgp655484Noch keine Bewertungen
- Mechanical TestingDokument45 SeitenMechanical TestingshrikantajitNoch keine Bewertungen
- Api - 510 - PTR - 1Dokument3 SeitenApi - 510 - PTR - 1shrikantajitNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Immigration RegulationDokument112 SeitenImmigration RegulationshrikantajitNoch keine Bewertungen
- Lab Report 3 (I)Dokument5 SeitenLab Report 3 (I)Kinit KinitNoch keine Bewertungen
- XLProCalcul User Manual EngDokument80 SeitenXLProCalcul User Manual EngJhonathan ST100% (2)
- SSV Bourbon Seismic Support Vessel 0Dokument2 SeitenSSV Bourbon Seismic Support Vessel 0Aladin SharawyNoch keine Bewertungen
- Cheemi SBWZ Temperature Transmitter PDFDokument2 SeitenCheemi SBWZ Temperature Transmitter PDFNguyen SonNoch keine Bewertungen
- Paints IndustryDokument43 SeitenPaints IndustryprachiNoch keine Bewertungen
- C-SCP360H38B R410aDokument8 SeitenC-SCP360H38B R410aRaúl RodríguezNoch keine Bewertungen
- DCC ChecklistDokument1 SeiteDCC Checklistluci_camNoch keine Bewertungen
- Volvo Error Codes CCMDokument5 SeitenVolvo Error Codes CCMsengottaiyan67% (9)
- Primo SD Data SheetDokument1 SeitePrimo SD Data SheetEric Vergel de DiosNoch keine Bewertungen
- APPSC Municipal AE SyllabusDokument4 SeitenAPPSC Municipal AE SyllabusPrasanna KumarNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Crown RP4500 PDFDokument26 SeitenCrown RP4500 PDFmarceloo1993Noch keine Bewertungen
- Data Shett Do Atenuador VaristorDokument13 SeitenData Shett Do Atenuador VaristorTiagohowpy RamosNoch keine Bewertungen
- Assignment No 04 Electro Chemical MachiningDokument3 SeitenAssignment No 04 Electro Chemical MachiningChirag BotkondleNoch keine Bewertungen
- Electrical Machine - 2 Lab ManualDokument50 SeitenElectrical Machine - 2 Lab ManualMohit ChetiwalNoch keine Bewertungen
- STS Finals PDFDokument40 SeitenSTS Finals PDFJanelle TanNoch keine Bewertungen
- Creep and Shrinkage - KhouryDokument12 SeitenCreep and Shrinkage - KhouryMouhaNoch keine Bewertungen
- ISC Physics Sample Paper 1Dokument9 SeitenISC Physics Sample Paper 1amit77999Noch keine Bewertungen
- GemDokument2 SeitenGemArup Sankar BhaumikNoch keine Bewertungen
- Mechanics Exam For Review 2019Dokument2 SeitenMechanics Exam For Review 2019John Derick LacsamanaNoch keine Bewertungen
- Ieee C57.135 (2001)Dokument50 SeitenIeee C57.135 (2001)Daniel PaniaguaNoch keine Bewertungen
- Half LifeDokument3 SeitenHalf LifeJames Tan Zi JieNoch keine Bewertungen
- Moot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24Dokument5 SeitenMoot Proposition.8th Anand Swaroop Gupta Memorial International Moot Court Competition 24pranavdubey2018Noch keine Bewertungen
- Petrochemical Processes - 2001Dokument174 SeitenPetrochemical Processes - 2001ERICK MENDEZNoch keine Bewertungen
- FSD101eng FSG Seals Catalog A4Dokument64 SeitenFSD101eng FSG Seals Catalog A4ASHOKNoch keine Bewertungen
- Models: 1828 and 1829 1845 and 1846: Forma Laminar Airflow Workstation Class 100Dokument38 SeitenModels: 1828 and 1829 1845 and 1846: Forma Laminar Airflow Workstation Class 100Fabian FlandezNoch keine Bewertungen
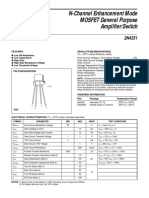
- EMOSFET Nchannel 2N4351Dokument1 SeiteEMOSFET Nchannel 2N4351Pradina Kiky WasibagnoNoch keine Bewertungen
- JBL Sub140p ManualDokument5 SeitenJBL Sub140p ManualDiff DonNoch keine Bewertungen
- Acti9 Ic40 - A9P42606Dokument3 SeitenActi9 Ic40 - A9P42606south adventureNoch keine Bewertungen
- C075 Aq SPC 0006 - 3Dokument12 SeitenC075 Aq SPC 0006 - 3Mingyu SongNoch keine Bewertungen
- Seminar Final ReportDokument22 SeitenSeminar Final ReportVasu Dev Vkm67% (6)