Das könnte Ihnen auch gefallen
- ISE324 Ch01Dokument33 SeitenISE324 Ch012777100% (1)
- GE Healthcare Aespire 7900 SmartVent BrochureDokument6 SeitenGE Healthcare Aespire 7900 SmartVent BrochureVladimir OsunaNoch keine Bewertungen
- SecurView DX-RT v11.0 Workstation User Guide (MAN-07257-002) English (OUS) Rev - 002 07-2021Dokument204 SeitenSecurView DX-RT v11.0 Workstation User Guide (MAN-07257-002) English (OUS) Rev - 002 07-2021GirayNoch keine Bewertungen
- 0303 7605E - XPE - TBesch - Engl - Akku - AllDokument54 Seiten0303 7605E - XPE - TBesch - Engl - Akku - AllSam100% (1)
- CXDI 701C WirelessDokument4 SeitenCXDI 701C WirelessJavier ParedesNoch keine Bewertungen
- Optistar Cg08 (-C) Gun Control Unit: Operating Instructions and Spare Parts ListDokument57 SeitenOptistar Cg08 (-C) Gun Control Unit: Operating Instructions and Spare Parts ListHermansyah RidwanNoch keine Bewertungen
- DR 800 - Service ManualDokument169 SeitenDR 800 - Service ManualDjallal SahliNoch keine Bewertungen
- Lunar Prodigy Primo: Simplicity and DedicationDokument4 SeitenLunar Prodigy Primo: Simplicity and DedicationFernando OhashiNoch keine Bewertungen
- Shimadzu MUX-100D Operation ManualDokument154 SeitenShimadzu MUX-100D Operation ManualевгенийNoch keine Bewertungen
- 3DQuorum User Guide Supplement (MAN-06029-002) English Rev - 004 07-2021 - 0Dokument20 Seiten3DQuorum User Guide Supplement (MAN-06029-002) English Rev - 004 07-2021 - 0tipozkaya101Noch keine Bewertungen
- TK107 GPS Vehicle Tracker User ManualDokument15 SeitenTK107 GPS Vehicle Tracker User ManualTcharllys Rozembherg Dos SantosNoch keine Bewertungen
- Install Inst, Premier Safe Shutdown: Artwork Consists of Two (2) 8 Inch X 11 Inch PagesDokument3 SeitenInstall Inst, Premier Safe Shutdown: Artwork Consists of Two (2) 8 Inch X 11 Inch PagesBashir AhmedNoch keine Bewertungen
- DryView 5950 UserGuide - enDokument24 SeitenDryView 5950 UserGuide - enPaweł KopyśćNoch keine Bewertungen
- SEC QureE1ConfigV30UserManualDokument231 SeitenSEC QureE1ConfigV30UserManualGaurav PahujaNoch keine Bewertungen
- Philips 190s8 - 190v8Dokument71 SeitenPhilips 190s8 - 190v8Marek ZettíkNoch keine Bewertungen
- Victoreen 8000: Users ManualDokument98 SeitenVictoreen 8000: Users ManualmariaNoch keine Bewertungen
- Iota S Iota S: Manual For Use and MaintenanceDokument31 SeitenIota S Iota S: Manual For Use and MaintenanceDoaà Ssalam100% (1)
- Service Manual Philips LCD Monitor 150P4 PDFDokument80 SeitenService Manual Philips LCD Monitor 150P4 PDFEngr. Irfan JamshedNoch keine Bewertungen
- Progeny Vantage Panoramic X-Ray System: Technical Service ManualDokument115 SeitenProgeny Vantage Panoramic X-Ray System: Technical Service ManualjorgeNoch keine Bewertungen
- iQ-WEBX 6 2 3 Installation Guide INT EN - 001RDokument51 SeiteniQ-WEBX 6 2 3 Installation Guide INT EN - 001RDoug KolkowNoch keine Bewertungen
- Topcon FC-250 - Instruction Manual PDFDokument30 SeitenTopcon FC-250 - Instruction Manual PDFRychardson Rocha de AraújoNoch keine Bewertungen
- Cifrovaya Mobiljnaya Sduga GE OEC Fluorostar GE HealthcareDokument6 SeitenCifrovaya Mobiljnaya Sduga GE OEC Fluorostar GE HealthcareНиколай ШереметьевNoch keine Bewertungen
- MAN-01057 Rev 001 PanelCert User ManualDokument14 SeitenMAN-01057 Rev 001 PanelCert User Manualwilton alves da silvaNoch keine Bewertungen
- MEDICA 2020 Genoray Co. Ltd. Exhibitor Medcom2020.2676603 7Px5aD3AReyrRpKpuUJSrQDokument30 SeitenMEDICA 2020 Genoray Co. Ltd. Exhibitor Medcom2020.2676603 7Px5aD3AReyrRpKpuUJSrQxrayserviceNoch keine Bewertungen
- I CAT Installation Service Calibration Manual Rev BDokument90 SeitenI CAT Installation Service Calibration Manual Rev BAntonio ZamoraNoch keine Bewertungen
- X-Frame DR-2T: Dual Detector System For Chest, General Radiography and TraumaDokument24 SeitenX-Frame DR-2T: Dual Detector System For Chest, General Radiography and TraumaNassima BELILNoch keine Bewertungen
- GE Advantx, Sentry Collimator - User ManualDokument26 SeitenGE Advantx, Sentry Collimator - User ManualKamilNoch keine Bewertungen
- Manual Ecograf WED 2000ADokument65 SeitenManual Ecograf WED 2000Aadrian_colibaba100% (1)
- Rayos X Odont Preva PDFDokument135 SeitenRayos X Odont Preva PDFDaniel Parada VanegasNoch keine Bewertungen
- Vela XL: Service and Maintenance ManualDokument101 SeitenVela XL: Service and Maintenance Manualapi-538691317Noch keine Bewertungen
- 4 - Description of Operation Exposcop 7000 PDFDokument50 Seiten4 - Description of Operation Exposcop 7000 PDFToddNoch keine Bewertungen
- XTG MINIX S Xray User Manual Rev 3.7.1 v3Dokument40 SeitenXTG MINIX S Xray User Manual Rev 3.7.1 v3Road BlasterNoch keine Bewertungen
- DICOM Conformance Statement FluorostarDokument65 SeitenDICOM Conformance Statement Fluorostarkhawar mukhtarNoch keine Bewertungen
- Bucky C-TSDokument33 SeitenBucky C-TSPablo RosasNoch keine Bewertungen
- Zoll M Series Defibrillator Manual PDFDokument111 SeitenZoll M Series Defibrillator Manual PDFAhmad TanveerNoch keine Bewertungen
- Monitol 15 SM G11 G12Dokument334 SeitenMonitol 15 SM G11 G12kmilosabogalNoch keine Bewertungen
- Hardcopy Cameras, Camera Information With SOMARIS 5 VB30 CSTD CT02-023.805.02 CT02-023.814.70Dokument258 SeitenHardcopy Cameras, Camera Information With SOMARIS 5 VB30 CSTD CT02-023.805.02 CT02-023.814.70Klaus BöhmdorferNoch keine Bewertungen
- Introduction of Prosound F75 Ver.2.2Dokument1 SeiteIntroduction of Prosound F75 Ver.2.2Rama Tenis CopecNoch keine Bewertungen
- DH55PJ Manual PDFDokument87 SeitenDH55PJ Manual PDFRdt ArujoNoch keine Bewertungen
- Sm815 k8000 Pci Ethernet Conversion 19sept2012Dokument42 SeitenSm815 k8000 Pci Ethernet Conversion 19sept2012bartekNoch keine Bewertungen
- 51706-4AG Focus User Manual ENGDokument46 Seiten51706-4AG Focus User Manual ENGnuky ardiniNoch keine Bewertungen
- DICOMConformance Statement Mammo Diagnost DRDokument79 SeitenDICOMConformance Statement Mammo Diagnost DRAlexander Sanz0% (1)
- Medrad Stellant D PM ChecklistDokument5 SeitenMedrad Stellant D PM ChecklistDario BriceñoNoch keine Bewertungen
- 1.x, 2.x To Cti UpgradeDokument126 Seiten1.x, 2.x To Cti UpgradeLuis Fernando Garcia SNoch keine Bewertungen
- 2.1 Access CT Software Load Rev20150728Dokument5 Seiten2.1 Access CT Software Load Rev20150728F CNoch keine Bewertungen
- ECN-000007 June 18Dokument6 SeitenECN-000007 June 18nadsbuddyNoch keine Bewertungen
- GE Proteus Can Bus SN3971 - 23264960.000Dokument6 SeitenGE Proteus Can Bus SN3971 - 23264960.000tha_ansNoch keine Bewertungen
- XL 2 DatasheetDokument2 SeitenXL 2 DatasheetHousam SoudanNoch keine Bewertungen
- Superior X-Ray Tube Co.Dokument58 SeitenSuperior X-Ray Tube Co.Emerson Fonte Dos Santos FreireNoch keine Bewertungen
- Usbispv3.0 NewDokument15 SeitenUsbispv3.0 NewandhreNoch keine Bewertungen
- SIREMOBIL Compact: System ManualDokument68 SeitenSIREMOBIL Compact: System Manualoswaldoguzman guzmanNoch keine Bewertungen
- PD514 001 - CH 200M PDFDokument6 SeitenPD514 001 - CH 200M PDFTrianaka NurcahyaNoch keine Bewertungen
- Accu Gold User GuideDokument67 SeitenAccu Gold User GuideDavid MartínezNoch keine Bewertungen
- AA3426 - SPT1 User Guide - 2013-04-08 - enDokument26 SeitenAA3426 - SPT1 User Guide - 2013-04-08 - enJose Quisca100% (1)
- Brochure NemioxgDokument12 SeitenBrochure NemioxgrudiegoNoch keine Bewertungen
- Rev7 (User's Manual)Dokument127 SeitenRev7 (User's Manual)Eleanor LouNoch keine Bewertungen
- Drystar 5500: User Manual Software 2.xDokument60 SeitenDrystar 5500: User Manual Software 2.xMouhamadou Moustapha RassoulNoch keine Bewertungen
- K8000c Installation Guide Sm736-Ed02-EnDokument54 SeitenK8000c Installation Guide Sm736-Ed02-EnalexmtzgNoch keine Bewertungen
- Lect.12 Trogonometric SurveyingDokument2 SeitenLect.12 Trogonometric SurveyingAnuragShrivastavNoch keine Bewertungen
- Lect.# 13-b Building Planning & PermissionsDokument12 SeitenLect.# 13-b Building Planning & PermissionsAnuragShrivastavNoch keine Bewertungen
- Contouring Contour: Def. The Line of Intersection of A Level Surface With TheDokument4 SeitenContouring Contour: Def. The Line of Intersection of A Level Surface With TheAnuragShrivastavNoch keine Bewertungen
- Elements of Civil Engineering Basic Human Needs: " Roti", " Kapda" and "Makaan"Dokument4 SeitenElements of Civil Engineering Basic Human Needs: " Roti", " Kapda" and "Makaan"AnuragShrivastavNoch keine Bewertungen
- Lect. # 11 TheodoliteDokument11 SeitenLect. # 11 TheodoliteAnuragShrivastavNoch keine Bewertungen
- Lect.12 Trogonometric SurveyingDokument2 SeitenLect.12 Trogonometric SurveyingAnuragShrivastavNoch keine Bewertungen
- Lect.12 Trogonometric SurveyingDokument2 SeitenLect.12 Trogonometric SurveyingAnuragShrivastavNoch keine Bewertungen
- Chain Surveying: Oldest Method of SurveyingDokument13 SeitenChain Surveying: Oldest Method of SurveyingAnuragShrivastavNoch keine Bewertungen
- Wo Solution Part A Ese 14Dokument10 SeitenWo Solution Part A Ese 14Sujay SaxenaNoch keine Bewertungen
- Lecture2 MetalcuttingDokument40 SeitenLecture2 MetalcuttingAkshayVaidyaNoch keine Bewertungen
- Without This Message by Purchasing Novapdf : Print To PDFDokument30 SeitenWithout This Message by Purchasing Novapdf : Print To PDFAnuragShrivastavNoch keine Bewertungen
- Quiz 1Dokument3 SeitenQuiz 1Svatantra Kumar Yaduvansh100% (1)
- Without This Message by Purchasing Novapdf : Print To PDFDokument22 SeitenWithout This Message by Purchasing Novapdf : Print To PDFAnuragShrivastavNoch keine Bewertungen
- Lightness, Brightness, and Brightness Contrast: 1. Illuminance VariationDokument11 SeitenLightness, Brightness, and Brightness Contrast: 1. Illuminance VariationAnuragShrivastavNoch keine Bewertungen
- School of Technology Mechanical Engineering Semester 8 (Div-1)Dokument3 SeitenSchool of Technology Mechanical Engineering Semester 8 (Div-1)AnuragShrivastavNoch keine Bewertungen
- Advanced Machining Processes by JainDokument112 SeitenAdvanced Machining Processes by JainKali DasNoch keine Bewertungen
- Chapter25 - Relation, Mathematical Induction, Height - Distance, Statistics, Mathematical Reasoning PDFDokument36 SeitenChapter25 - Relation, Mathematical Induction, Height - Distance, Statistics, Mathematical Reasoning PDFAnuragShrivastavNoch keine Bewertungen
- Chapter03 - Progression - Series PDFDokument50 SeitenChapter03 - Progression - Series PDFAnuragShrivastavNoch keine Bewertungen
- Assignment FMSDokument2 SeitenAssignment FMSAnuragShrivastavNoch keine Bewertungen
- Solution Report For: Home My Test My ProfileDokument18 SeitenSolution Report For: Home My Test My ProfileAbhishek GuptaNoch keine Bewertungen
- CAD FileDokument42 SeitenCAD FileAnuragShrivastav50% (2)
- FiniteDokument40 SeitenFiniteAnuragShrivastavNoch keine Bewertungen
- 02.automated Assembly SystemsDokument28 Seiten02.automated Assembly SystemsAnuragShrivastavNoch keine Bewertungen
- Flexible Manufacturing Process (ME 422)Dokument2 SeitenFlexible Manufacturing Process (ME 422)AnuragShrivastavNoch keine Bewertungen
- Faculty Advisor For Year 2013-14Dokument1 SeiteFaculty Advisor For Year 2013-14AnuragShrivastavNoch keine Bewertungen
- Gas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversityDokument33 SeitenGas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversityAnuragShrivastavNoch keine Bewertungen
- CH 8 - PLCDokument10 SeitenCH 8 - PLCMisbah NiamatNoch keine Bewertungen
- Ch26Dokument6 SeitenCh26AnuragShrivastavNoch keine Bewertungen
- Class 13 Plasma WeldingDokument36 SeitenClass 13 Plasma WeldingAnuragShrivastavNoch keine Bewertungen
- Gas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversityDokument33 SeitenGas Welding: Dr. Vishvesh J. Badheka, Associate Professor, School of Technology, Pandit Deendayal Petroleum UniversityAnuragShrivastavNoch keine Bewertungen
- Nse Past Questions and AnswersDokument10 SeitenNse Past Questions and Answersadesloop85% (13)
- Foundation Engineering Shot NotesDokument21 SeitenFoundation Engineering Shot NotesSejal VermaNoch keine Bewertungen
- East West Pipe Rack For Piping Project J-80: Sendan International Company LTDDokument25 SeitenEast West Pipe Rack For Piping Project J-80: Sendan International Company LTDFarrukh Javed100% (1)
- 0764 Kali LinuxDokument322 Seiten0764 Kali LinuxAnonymous wlDp7UrBam0% (2)
- GTAG 1 IT Risk and Controls 2nd Edition MarchDokument36 SeitenGTAG 1 IT Risk and Controls 2nd Edition MarchCat ValentineNoch keine Bewertungen
- 18 - Chemical Treatment of Stainless Steel - 2014Dokument19 Seiten18 - Chemical Treatment of Stainless Steel - 2014nikko septianNoch keine Bewertungen
- Stainless Steel Wire Mesh and Wire ClothDokument3 SeitenStainless Steel Wire Mesh and Wire ClothStela LjevarNoch keine Bewertungen
- Timestamp Surname: First Name and Middle Initial: Email Address (Personal) : Course: Student Number: Payment Transaction Method: Transaction Number: Transaction DateDokument26 SeitenTimestamp Surname: First Name and Middle Initial: Email Address (Personal) : Course: Student Number: Payment Transaction Method: Transaction Number: Transaction DateJean ZyrelleNoch keine Bewertungen
- Hardness of Die's Components (PSMC) (Recovered)Dokument4 SeitenHardness of Die's Components (PSMC) (Recovered)Subuk T. RathodNoch keine Bewertungen
- A TCP TutorialDokument11 SeitenA TCP Tutorialpfck4589Noch keine Bewertungen
- Market Consumer Perception Mahindra ThesisDokument95 SeitenMarket Consumer Perception Mahindra ThesisHarmeet singh100% (1)
- Assignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Dokument6 SeitenAssignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Yogesh YadavNoch keine Bewertungen
- Scheduled Power Interruption For April 23-24, 2019Dokument1 SeiteScheduled Power Interruption For April 23-24, 2019glaiNoch keine Bewertungen
- MODELS LS400/LS500: Operation and Parts ManualDokument150 SeitenMODELS LS400/LS500: Operation and Parts ManualManolo CaballeroNoch keine Bewertungen
- Motordata Manual en PDFDokument12 SeitenMotordata Manual en PDFVut TheaNoch keine Bewertungen
- Philips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Dokument4 SeitenPhilips Slimline Compact 20w/2000lm 2ft LED Batten (Cool Day Light)Shrutie PatilNoch keine Bewertungen
- Fracture Toughness Evaluation of WC-Co Alloys by Indentation TestingDokument12 SeitenFracture Toughness Evaluation of WC-Co Alloys by Indentation TestingFjodorSergNoch keine Bewertungen
- ATMega8 UcDokument40 SeitenATMega8 UcnrjchopraNoch keine Bewertungen
- SG Series NewDokument2 SeitenSG Series NewSantosh ChaudharyNoch keine Bewertungen
- Edgen Murray ProductsDokument20 SeitenEdgen Murray Productsafiqaziz86Noch keine Bewertungen
- 1Dokument9 Seiten1MurtadhaNoch keine Bewertungen
- C1107Dokument4 SeitenC1107Pankaj PaulNoch keine Bewertungen
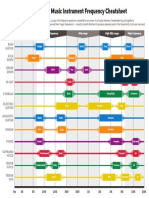
- Music Frequency Cheat SheetDokument1 SeiteMusic Frequency Cheat SheetLeonel Molina AlvaradoNoch keine Bewertungen
- IPECS-eMG80 Quick Start GuideDokument11 SeitenIPECS-eMG80 Quick Start GuideDjromeo EdyNoch keine Bewertungen
- Chandrayan 2Dokument11 SeitenChandrayan 2SELVALAKSHMI S VNoch keine Bewertungen
- Treybal DistDokument5 SeitenTreybal DistJay CeeNoch keine Bewertungen
- PM 2.5 Sampler Model Aas-127: Advantages: FeaturesDokument1 SeitePM 2.5 Sampler Model Aas-127: Advantages: FeaturesRajesh MishraNoch keine Bewertungen
- DC AC: DC Junction Box Top Bmu EMSDokument1 SeiteDC AC: DC Junction Box Top Bmu EMSJorge Enrrique Gomez MedinaNoch keine Bewertungen
- Cast IronDokument12 SeitenCast IronSurendra SonayeNoch keine Bewertungen
- 367 Final Fall 2013 AnswersDokument18 Seiten367 Final Fall 2013 AnswersMona Ali100% (1)