Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Lean Improvement RoadmapDokument9 SeitenLean Improvement RoadmapvelloresankarNoch keine Bewertungen
- 5S Kaizen Charter TemplateDokument4 Seiten5S Kaizen Charter TemplaterobinsonjamesonNoch keine Bewertungen
- Major KaizenDokument10 SeitenMajor KaizenLlehk FranciscoNoch keine Bewertungen
- TPM SlogansDokument53 SeitenTPM SlogansSuman Tutoo89% (9)
- Kaizen: The Continuous Improvement Process ProgramDokument62 SeitenKaizen: The Continuous Improvement Process ProgramFouzan SoniwalaNoch keine Bewertungen
- Zero Defect: Kaizen Promotion Office Global Business ExcellenceDokument28 SeitenZero Defect: Kaizen Promotion Office Global Business ExcellenceEduardo Magaña GutierrezNoch keine Bewertungen
- Kaizen PPT by Gopal K. DixitDokument20 SeitenKaizen PPT by Gopal K. Dixitkaashni100% (1)
- Implementing Standardized Work Process ImprovementDokument98 SeitenImplementing Standardized Work Process ImprovementSalvador Peña UgaldeNoch keine Bewertungen
- Kaizen (Continuous Improvement) & Quality CirclesDokument2 SeitenKaizen (Continuous Improvement) & Quality Circlespinku_smile100% (1)
- Operations Management & TQMDokument18 SeitenOperations Management & TQMViraja Guru67% (6)
- A Case Study of Kaizen Implementation in SMI - 24 PagesDokument24 SeitenA Case Study of Kaizen Implementation in SMI - 24 PagesGiridharan ArsenalNoch keine Bewertungen
- KAIZENDokument8 SeitenKAIZENDominic FelixNoch keine Bewertungen
- ToprepDokument30 SeitenToprepSyed Amir AliNoch keine Bewertungen
- Joseph Juran - Quality GuruDokument16 SeitenJoseph Juran - Quality GuruSyed Amir AliNoch keine Bewertungen
- Amal E Ashura - Including Shab E AshuraDokument7 SeitenAmal E Ashura - Including Shab E AshuraMasood ZaidiNoch keine Bewertungen
- Digital Audio WatermarkingDokument24 SeitenDigital Audio WatermarkingSyed Amir AliNoch keine Bewertungen
- Digital Audio WatermarkingDokument24 SeitenDigital Audio WatermarkingSyed Amir AliNoch keine Bewertungen
- How To Turn Aggression Into Compassion "ROAD PAR RAHI BHAI Bhai"Dokument19 SeitenHow To Turn Aggression Into Compassion "ROAD PAR RAHI BHAI Bhai"Syed Amir AliNoch keine Bewertungen
- Suicidal TendenciesDokument9 SeitenSuicidal TendenciesSyed Amir AliNoch keine Bewertungen
- Forgiveness Leads To Anger Management and Healthy LivingDokument23 SeitenForgiveness Leads To Anger Management and Healthy LivingSyed Amir Ali100% (1)
- Expert Systems AmirDokument26 SeitenExpert Systems AmirSyed Amir AliNoch keine Bewertungen
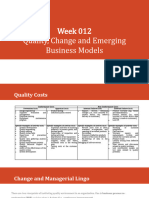
- 010 Quality, Change and Emerging Business ModelsDokument13 Seiten010 Quality, Change and Emerging Business ModelsgagahejuniorNoch keine Bewertungen
- Lean 4.0: A New Holistic Approach For The Integration of Lean Manufacturing Tools and Digital TechnologiesDokument19 SeitenLean 4.0: A New Holistic Approach For The Integration of Lean Manufacturing Tools and Digital TechnologiesTIAGO COSTANoch keine Bewertungen
- Jieliang Phone Home: Submitted byDokument9 SeitenJieliang Phone Home: Submitted byMona SahooNoch keine Bewertungen
- Sobek PDFDokument7 SeitenSobek PDFKabib AbdullahNoch keine Bewertungen
- Biography Masaaki Imai V10Dokument2 SeitenBiography Masaaki Imai V10Srboslav Snežana JagodićNoch keine Bewertungen
- Need For Kaizen Deployment Initiative in Indian Industries: Thirumani Muniswami Iyer Venkatesan and Goutam Kumar KunduDokument8 SeitenNeed For Kaizen Deployment Initiative in Indian Industries: Thirumani Muniswami Iyer Venkatesan and Goutam Kumar Kundusachinmagrawal2484Noch keine Bewertungen
- Optimization of Cycle Time For Wire Harness Assembly - Line Balancing and Kaizen ApproachDokument8 SeitenOptimization of Cycle Time For Wire Harness Assembly - Line Balancing and Kaizen ApproachAhmad Bin Ismail KhanNoch keine Bewertungen
- TotalProductiveMaintenance NeedFrameworkDokument6 SeitenTotalProductiveMaintenance NeedFrameworkCharles VenturiniNoch keine Bewertungen
- Assignment Brief 1 (RQF) : Higher National Certificate/Diploma in BusinessDokument4 SeitenAssignment Brief 1 (RQF) : Higher National Certificate/Diploma in BusinessThu HươngNoch keine Bewertungen
- Management Accounting 6th Edition Atkinson Solutions ManualDokument40 SeitenManagement Accounting 6th Edition Atkinson Solutions Manualpatrickpandoradb6i100% (29)
- Adding Kaizen To Your KanbanDokument7 SeitenAdding Kaizen To Your Kanbanvictor javier lazo riosNoch keine Bewertungen
- 6 Principles of Lean ConstructionDokument6 Seiten6 Principles of Lean ConstructionrmdarisaNoch keine Bewertungen
- Quality Improving Tool Poka-Yoke: Department of Mechanical EngineeringDokument19 SeitenQuality Improving Tool Poka-Yoke: Department of Mechanical EngineeringTanvi tpNoch keine Bewertungen
- Implementation of Kaizen For ContinuousDokument16 SeitenImplementation of Kaizen For ContinuousAbhinav AshishNoch keine Bewertungen
- BSBSTR801 SlideshowDokument80 SeitenBSBSTR801 SlideshowraviNoch keine Bewertungen
- Lean ManagementDokument10 SeitenLean ManagementSaurav khanNoch keine Bewertungen
- Toyota's Information System Assignment PDFDokument24 SeitenToyota's Information System Assignment PDFBaymax Tadashi100% (1)
- KaizenDokument17 SeitenKaizenAnna CeccatoNoch keine Bewertungen