Das könnte Ihnen auch gefallen
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Von EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.Noch keine Bewertungen
- Edusat Presentation On Pneumatics5Dokument147 SeitenEdusat Presentation On Pneumatics5metroroadNoch keine Bewertungen
- Southern Marine Engineering Desk Reference: Second Edition Volume IiVon EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNoch keine Bewertungen
- SESSION 1-Introduction To Pneumatic ControlsDokument31 SeitenSESSION 1-Introduction To Pneumatic Controlsharishme028Noch keine Bewertungen
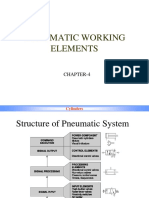
- Pneumatic Working Elements: Chapter-4Dokument56 SeitenPneumatic Working Elements: Chapter-4Venkat Preethi ANoch keine Bewertungen
- Module-4: Pneumatic Power SystemDokument56 SeitenModule-4: Pneumatic Power SystemsnighdhashawNoch keine Bewertungen
- Project Title-Design &fabrication of Compressed Air EngineDokument11 SeitenProject Title-Design &fabrication of Compressed Air EngineTitus KPNoch keine Bewertungen
- Applications of Hydraulics&Pneumatics: Session 6Dokument12 SeitenApplications of Hydraulics&Pneumatics: Session 6Zippygroup ZsgNoch keine Bewertungen
- Pneumatic Rod Bending Machine Project ReportDokument3 SeitenPneumatic Rod Bending Machine Project ReportJeyakumar NNoch keine Bewertungen
- Hydraulics & Pneumatics: LECTURE #Dokument17 SeitenHydraulics & Pneumatics: LECTURE #Farah HumaNoch keine Bewertungen
- Unit Ii PhiDokument33 SeitenUnit Ii PhiAnshul jainNoch keine Bewertungen
- 2-Hydraulic Actuators and Control Compenents-2Dokument57 Seiten2-Hydraulic Actuators and Control Compenents-2akhilkrrish143Noch keine Bewertungen
- CylindersDokument36 SeitenCylindersNellai VprNoch keine Bewertungen
- Hydraulics PDFDokument49 SeitenHydraulics PDFHasanul Hariz Jamil0% (1)
- P and H Chapter 4Dokument55 SeitenP and H Chapter 4Noor UL AaienNoch keine Bewertungen
- Sistem HidrolikDokument47 SeitenSistem HidrolikDanur M' PahleviNoch keine Bewertungen
- Hydraulic Cylinder: Guided By:-Dr. Pankaj Sahlot Presented By: - Kishan Savaliya (15Bme149D) Viken Patel (14BME072)Dokument15 SeitenHydraulic Cylinder: Guided By:-Dr. Pankaj Sahlot Presented By: - Kishan Savaliya (15Bme149D) Viken Patel (14BME072)SK MagnetxNoch keine Bewertungen
- Screw Pump: Presented By: Padon, Mric Kimjim JDokument24 SeitenScrew Pump: Presented By: Padon, Mric Kimjim JJohn A. CenizaNoch keine Bewertungen
- MIT Belt and Chain DrivesDokument25 SeitenMIT Belt and Chain DrivesSiddhanth VenugopalNoch keine Bewertungen
- BlowerDokument60 SeitenBlowergovardhan100% (5)
- Reciprocating CompressorDokument57 SeitenReciprocating CompressorUsman MalikNoch keine Bewertungen
- ProjectDokument10 SeitenProjectAnoop KoshyNoch keine Bewertungen
- Refrigeration Equipment & Control ME535: Lecture 3-CompressorsDokument50 SeitenRefrigeration Equipment & Control ME535: Lecture 3-CompressorsAhmed AhmedNoch keine Bewertungen
- TDBFP - Gear Pump API 676 PDFDokument42 SeitenTDBFP - Gear Pump API 676 PDFRamon A. Ruiz O.Noch keine Bewertungen
- Hydrolic Pipe Bending MachineDokument54 SeitenHydrolic Pipe Bending MachineSanketDhande0% (1)
- Gear Pump and API 676Dokument42 SeitenGear Pump and API 676ThiênSứBanPhúc50% (2)
- Group E-Pneumatic ActuatorsDokument14 SeitenGroup E-Pneumatic ActuatorsTakudzwa MatangiraNoch keine Bewertungen
- Friction GuidewaysDokument13 SeitenFriction Guidewaysyummit100% (1)
- ME 204: Thermodynamics II: Rotary CompressorDokument8 SeitenME 204: Thermodynamics II: Rotary CompressorluxasNoch keine Bewertungen
- Mechanical MaintanenceDokument311 SeitenMechanical MaintanenceSandeep VijayakumarNoch keine Bewertungen
- Control Valve - Theory & SizingDokument32 SeitenControl Valve - Theory & SizingAmanda Porter100% (1)
- First Presentation 1Dokument3 SeitenFirst Presentation 1Raj KumarNoch keine Bewertungen
- CO Compressor: Sip CourseDokument117 SeitenCO Compressor: Sip CourseKaleem Ullah0% (1)
- Hydraulics ActuatorsDokument66 SeitenHydraulics ActuatorsPavan PatelNoch keine Bewertungen
- Rotating EquipmentDokument202 SeitenRotating EquipmentJithin Rajan Joseph100% (1)
- Hydrolic Pipe Bending MachineDokument59 SeitenHydrolic Pipe Bending MachineNilesh Maheshwari67% (3)
- L7 - Hydraulic CylindersDokument69 SeitenL7 - Hydraulic CylindersMark BeckerNoch keine Bewertungen
- Three Axis Pneumatic Modern TrailerDokument26 SeitenThree Axis Pneumatic Modern Trailerjaiy12Noch keine Bewertungen
- GensetsDokument38 SeitenGensetsShanza AsifNoch keine Bewertungen
- Cylinder Cushioning and Hydrostatic TransmissionDokument6 SeitenCylinder Cushioning and Hydrostatic TransmissionSwasti GautamNoch keine Bewertungen
- 译文 - 摆线针轮减速机Cycloidal pin wheel reducerDokument10 Seiten译文 - 摆线针轮减速机Cycloidal pin wheel reducerVocal SamirNoch keine Bewertungen
- ESP System ApplicationsDokument13 SeitenESP System Applicationssindy amaliaNoch keine Bewertungen
- Chapter - 4: Basic Components of Hydraulic &pneumatic SystemsDokument98 SeitenChapter - 4: Basic Components of Hydraulic &pneumatic SystemsAjay KashyapNoch keine Bewertungen
- Oil Free Compressor en PDFDokument24 SeitenOil Free Compressor en PDFKiatchai IttivikulNoch keine Bewertungen
- Design of Hydraulic Lifting Mechanism of Shearing LineDokument33 SeitenDesign of Hydraulic Lifting Mechanism of Shearing LinevarathapandianNoch keine Bewertungen
- Gas Turbine CompressorsDokument36 SeitenGas Turbine CompressorsMUHOOZI DENISNoch keine Bewertungen
- HITACHI - Clamshell Telescopic Arm KA-En072Dokument4 SeitenHITACHI - Clamshell Telescopic Arm KA-En072fvmattosNoch keine Bewertungen
- Actuators: Submitted By: Khaled Mahmoud (1721138)Dokument25 SeitenActuators: Submitted By: Khaled Mahmoud (1721138)HAFIZ MUGHEEZ ALI ZAHID SHEHZAD ALI100% (1)
- Pneumatic Reciprocating Powere Hacksaw Machine - Docx FinalDokument11 SeitenPneumatic Reciprocating Powere Hacksaw Machine - Docx FinalARVIND DARLING100% (2)
- V Belt & Rope Drive ProblemsDokument18 SeitenV Belt & Rope Drive ProblemsarulmuruguNoch keine Bewertungen
- Pressure Control EquipmentDokument169 SeitenPressure Control EquipmentAshok SureshNoch keine Bewertungen
- Unit 5 Ee336Dokument46 SeitenUnit 5 Ee336Satya Sudhakar RasamsettiNoch keine Bewertungen
- Experimental and Computational Studies On Oil Injected Twin-Screw CompressorDokument195 SeitenExperimental and Computational Studies On Oil Injected Twin-Screw CompressorIhsan AhmedNoch keine Bewertungen
- Introduction To Project Chapter-1: 1.1 OverviewDokument27 SeitenIntroduction To Project Chapter-1: 1.1 OverviewNir PatelNoch keine Bewertungen
- AbstractDokument18 SeitenAbstractJohn AjishNoch keine Bewertungen
- Engine Valve TrainDokument22 SeitenEngine Valve Trainer.kashif.farooqNoch keine Bewertungen
- PneumaticsDokument30 SeitenPneumaticsRafael Gomes PereiraNoch keine Bewertungen
- Pumps Course MaterialDokument222 SeitenPumps Course Materialarkan1976Noch keine Bewertungen
- Actuators and Output Devices: Chapter B-3Dokument24 SeitenActuators and Output Devices: Chapter B-3stolehaNoch keine Bewertungen
- Chapter 3 Fluid Power TechnologyDokument37 SeitenChapter 3 Fluid Power Technologymuhammad irfan hakimi bin nor yazidNoch keine Bewertungen
- Norma CMAA 70Dokument90 SeitenNorma CMAA 70Marcelo Navarro100% (7)
- Wind Load Calculation For Roof Covering and Add-Ons - National Research Council CanadaDokument1 SeiteWind Load Calculation For Roof Covering and Add-Ons - National Research Council CanadametroroadNoch keine Bewertungen
- Fluid Power Graphic SymbolsDokument24 SeitenFluid Power Graphic SymbolsJShearer94% (16)
- CDH1 MP5Dokument44 SeitenCDH1 MP5DTNoch keine Bewertungen
- Hoist Monorail Pre Commissioning ITPDokument7 SeitenHoist Monorail Pre Commissioning ITPmetroroadNoch keine Bewertungen
- Tanya's Comprehensive Guide To Feline Chronic Kidney DiseaseDokument11 SeitenTanya's Comprehensive Guide To Feline Chronic Kidney Diseasemetroroad100% (1)
- Astm A786 PDFDokument11 SeitenAstm A786 PDFLuis Esteban Armijos MacasNoch keine Bewertungen
- Welding Procedure PreparationDokument122 SeitenWelding Procedure Preparationthe_badass1234100% (21)
- FSA Gasket Handbook - June 2017Dokument138 SeitenFSA Gasket Handbook - June 2017Dijin MaroliNoch keine Bewertungen
- Wire Rope Engineering HandBookDokument139 SeitenWire Rope Engineering HandBookhari1008108Noch keine Bewertungen
- Welding Line Analsys SampleDokument9 SeitenWelding Line Analsys SamplemetroroadNoch keine Bewertungen
- A955305 PDFDokument177 SeitenA955305 PDFAnonymous EOy00uV7Z100% (1)
- FUNdaMENTALs Topic 10Dokument85 SeitenFUNdaMENTALs Topic 10metroroadNoch keine Bewertungen
- Screw Thread CalculationsDokument4 SeitenScrew Thread Calculationsyauction50% (2)
- B5 1R1Dokument74 SeitenB5 1R1Mohamed Osman AbdallaNoch keine Bewertungen
- Expansion Joints TutorialDokument17 SeitenExpansion Joints TutorialGeetanjali YallaNoch keine Bewertungen
- Sspc-Pa 14Dokument6 SeitenSspc-Pa 14Anonymous rYZyQQot5580% (5)
- Guidelines For Resolving Claimants' SR&ED ConcernsDokument4 SeitenGuidelines For Resolving Claimants' SR&ED ConcernsmetroroadNoch keine Bewertungen
- EN - 08 SAF and SAW - TCM - 12-107699 PDFDokument66 SeitenEN - 08 SAF and SAW - TCM - 12-107699 PDFPetter PeñaNoch keine Bewertungen
- Sample Qs Manual PDFDokument59 SeitenSample Qs Manual PDFDairon GutierrezNoch keine Bewertungen
- SCC Requirements and Guidance For The Accreditation of Testing LaboratoriesDokument22 SeitenSCC Requirements and Guidance For The Accreditation of Testing LaboratoriesmetroroadNoch keine Bewertungen
- SP SP VP V PR) : Velocity Pressure Method Calculation SheetDokument6 SeitenSP SP VP V PR) : Velocity Pressure Method Calculation SheetAnkit LonareNoch keine Bewertungen
- CRA Software Webinar 23-Jan-17 EowSpcsd Wo2-EDokument60 SeitenCRA Software Webinar 23-Jan-17 EowSpcsd Wo2-EmetroroadNoch keine Bewertungen
- Project Costing Guide - Client 20050606Dokument7 SeitenProject Costing Guide - Client 20050606metroroadNoch keine Bewertungen
- SR&ED Template 2014Dokument4 SeitenSR&ED Template 2014metroroadNoch keine Bewertungen
- Report Guidelines Consolidated - July 2005Dokument1 SeiteReport Guidelines Consolidated - July 2005metroroadNoch keine Bewertungen
- Project Budget Worksheet v2 7Dokument4 SeitenProject Budget Worksheet v2 7metroroadNoch keine Bewertungen
- Scientific Research and Experimental Development (SR&ED) Expenditures ClaimDokument40 SeitenScientific Research and Experimental Development (SR&ED) Expenditures ClaimmetroroadNoch keine Bewertungen
- Guide To Claiming The Alberta Scientific Research and Experimental Development (Sr&Ed) Tax CreditDokument7 SeitenGuide To Claiming The Alberta Scientific Research and Experimental Development (Sr&Ed) Tax CreditmetroroadNoch keine Bewertungen
- Chapter 11 - Valves and Actuators With The NAMUR-InterfaceDokument13 SeitenChapter 11 - Valves and Actuators With The NAMUR-InterfaceJoseph MagonduNoch keine Bewertungen
- TwingoDokument26 SeitenTwingoDumitru-Lucian PurcaruNoch keine Bewertungen
- Ehad Hussainabad HvacDokument4 SeitenEhad Hussainabad Hvacashar jafferyNoch keine Bewertungen
- LMI B1 Series Parts List Metering Pump PDFDokument4 SeitenLMI B1 Series Parts List Metering Pump PDFRoberto MejiaNoch keine Bewertungen
- Abdullah Project ReportDokument15 SeitenAbdullah Project ReportHafiz AbdullahNoch keine Bewertungen
- Peugeot Elystar Diagnostic AidDokument13 SeitenPeugeot Elystar Diagnostic Aidpiter4012Noch keine Bewertungen
- Piston Head Analysis - AnsysDokument5 SeitenPiston Head Analysis - Ansyssamar kadamNoch keine Bewertungen
- Air Blast Circuit Breaker 1Dokument19 SeitenAir Blast Circuit Breaker 1Bidya Bhusan MajiNoch keine Bewertungen
- DPI - Jul-Aug 16Dokument59 SeitenDPI - Jul-Aug 16ratninp9368Noch keine Bewertungen
- Detection of Power Grid Synchronization Failure On Sensing Frequency and Voltage Beyond Acceptable RangeDokument6 SeitenDetection of Power Grid Synchronization Failure On Sensing Frequency and Voltage Beyond Acceptable RangeHari PrasadNoch keine Bewertungen
- SICON-4000MZi in English (Rev1 8) PDFDokument116 SeitenSICON-4000MZi in English (Rev1 8) PDFAdjie89% (9)
- EAM Building Business Case For The Executive - Aberdeen - GroupDokument15 SeitenEAM Building Business Case For The Executive - Aberdeen - GroupBlaz BregarNoch keine Bewertungen
- Master Cyilinder Actuation Package CO Pneumatic Release ActuatorDokument2 SeitenMaster Cyilinder Actuation Package CO Pneumatic Release ActuatorEliud RodriguezNoch keine Bewertungen
- EN ASFA AU Koplík UV - VIS - Spectrometry PDFDokument12 SeitenEN ASFA AU Koplík UV - VIS - Spectrometry PDFJonathanPolaniaOsorioNoch keine Bewertungen
- Turret & Installation Challenges: Espirito Santo FPSODokument26 SeitenTurret & Installation Challenges: Espirito Santo FPSOUthanmalliah NagarajanNoch keine Bewertungen
- Basic Semiconductor PhysicsDokument311 SeitenBasic Semiconductor PhysicseeshgargNoch keine Bewertungen
- 19eec42 - Generation Transmission and DistributionDokument3 Seiten19eec42 - Generation Transmission and DistributionKarunakaran M,47Noch keine Bewertungen
- Nichrome Wire Data SheetDokument1 SeiteNichrome Wire Data SheetchowdareiNoch keine Bewertungen
- Brushless DC MotorDokument3 SeitenBrushless DC MotorSourav KumarNoch keine Bewertungen
- Magnum OpusDokument4 SeitenMagnum OpusPharaohgodking100% (1)
- Subtle Biology - The Web of Life - John DavidsonDokument5 SeitenSubtle Biology - The Web of Life - John DavidsonJohn Davidson100% (1)
- BEKON Broschure en WebDokument7 SeitenBEKON Broschure en WebEko TjahjantokoNoch keine Bewertungen
- Hemp As Construction MaterialDokument37 SeitenHemp As Construction MaterialAlex Imreh100% (5)
- Techno-Economic Comparison of 100% Renewable Urea Production ProcessesDokument15 SeitenTechno-Economic Comparison of 100% Renewable Urea Production ProcessesNestor TamayoNoch keine Bewertungen
- JonssonMattiasPhD Power System PDFDokument147 SeitenJonssonMattiasPhD Power System PDFYes-Alert YLNoch keine Bewertungen
- CNG Gas Station GSPCDokument9 SeitenCNG Gas Station GSPCMilan KothariNoch keine Bewertungen
- Free Energy GeneratorDokument2 SeitenFree Energy GeneratorAamir ShaikhNoch keine Bewertungen
- Evolution Spas Manual ENG-19 PDFDokument44 SeitenEvolution Spas Manual ENG-19 PDFAnonymous 0aFzcZ100% (1)
- Mcap31122023 0Dokument100 SeitenMcap31122023 0Arun DSINoch keine Bewertungen
- Harris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualDokument49 SeitenHarris - AN-PRC150 HF-VHF Combat Radio - Instruction ManualAbhinav Ashok ChandelNoch keine Bewertungen