Das könnte Ihnen auch gefallen
- Dvp-Es2 Ss2 Sa2 Sx2-Program o en 20110302Dokument609 SeitenDvp-Es2 Ss2 Sa2 Sx2-Program o en 20110302puskyboyNoch keine Bewertungen
- Automatic Room Light ControllerDokument36 SeitenAutomatic Room Light Controllerlove2honney100% (1)
- Experiment No 04 Ladder Diagram Development For Different Types of Logic GatesDokument7 SeitenExperiment No 04 Ladder Diagram Development For Different Types of Logic GatesRavindraNoch keine Bewertungen
- Vacon NXL Lift ALFIFF28 Application Manual UD00973Dokument44 SeitenVacon NXL Lift ALFIFF28 Application Manual UD00973TanuTiganuNoch keine Bewertungen
- 170 ADO 350 00 24 VDC - 32 Pt. Discrete Output Module BaseDokument14 Seiten170 ADO 350 00 24 VDC - 32 Pt. Discrete Output Module BaseLoekman AkeemNoch keine Bewertungen
- 4 PLC ProgrammingDokument49 Seiten4 PLC ProgrammingAamir Ahmed Ali SalihNoch keine Bewertungen
- Programmable ControllersDokument35 SeitenProgrammable ControllersvasudevananishNoch keine Bewertungen
- Programmable Logic Controller (PLC) and Automation: SBO/ PMM/ EJ501/ Jun2011Dokument31 SeitenProgrammable Logic Controller (PLC) and Automation: SBO/ PMM/ EJ501/ Jun2011Jeeva RajNoch keine Bewertungen
- Arm7 ExamplesDokument16 SeitenArm7 ExamplescontrasterNoch keine Bewertungen
- Time Operated Electrical Appliance Control SystemDokument82 SeitenTime Operated Electrical Appliance Control Systempoozu100% (1)
- PLC S Basicos GE Fanuc Jr.Dokument29 SeitenPLC S Basicos GE Fanuc Jr.Juvenal G. C. GallardoNoch keine Bewertungen
- ARCODE PLC Module Manual V10.enDokument4 SeitenARCODE PLC Module Manual V10.enBrahim CherguiNoch keine Bewertungen
- Peripheral Simulation Keilc For LPC 2148Dokument39 SeitenPeripheral Simulation Keilc For LPC 2148phuong_linh1111Noch keine Bewertungen
- 8-Bit Microcontroller With 8K Bytes Flash AT89C52: FeaturesDokument22 Seiten8-Bit Microcontroller With 8K Bytes Flash AT89C52: FeaturesFabian OrtuzarNoch keine Bewertungen
- Ladder Logic Programming: For Programmable Logic ControllersDokument5 SeitenLadder Logic Programming: For Programmable Logic ControllersMuhammad Ali Khan AwanNoch keine Bewertungen
- 5 PLConlineDokument45 Seiten5 PLConlineLloyd MontemayorNoch keine Bewertungen
- 8051Dokument14 Seiten8051Anderson Ribeiro CesarinoNoch keine Bewertungen
- 22365522Dokument96 Seiten22365522TB11SDNoch keine Bewertungen
- Distance Measurement SystemDokument31 SeitenDistance Measurement Systemnikhitha100% (1)
- Diseño e Integración de Automatismos MecatrónicosDokument32 SeitenDiseño e Integración de Automatismos MecatrónicosLainer GonzalezNoch keine Bewertungen
- Unit 21799p P.L.C. IIDokument18 SeitenUnit 21799p P.L.C. IIcataiceNoch keine Bewertungen
- Chap5 Processor Part-IIDokument21 SeitenChap5 Processor Part-IIIsra NazeerNoch keine Bewertungen
- AT89C51CC01Dokument167 SeitenAT89C51CC01don krtekNoch keine Bewertungen
- Sc73c0302 4-Bit Microcontroller Per Remote ControllerDokument18 SeitenSc73c0302 4-Bit Microcontroller Per Remote ControllerfreznellNoch keine Bewertungen
- Final ManualDokument98 SeitenFinal ManualbhuvaneshNoch keine Bewertungen
- ES RecordDokument39 SeitenES Recordramachandran061185Noch keine Bewertungen
- AT89C51Dokument15 SeitenAT89C51vaalginNoch keine Bewertungen
- MP760 User ManualDokument15 SeitenMP760 User ManualfedoralinNoch keine Bewertungen
- Code LockDokument3 SeitenCode Lockpinku0077Noch keine Bewertungen
- PLDTUTORDokument13 SeitenPLDTUTORAjay Nath S ANoch keine Bewertungen
- Incon 1250Dokument35 SeitenIncon 1250Hugo MoralesNoch keine Bewertungen
- Chapter 4Dokument34 SeitenChapter 4Aman Ethio LijNoch keine Bewertungen
- 2CSG445001D0202 - Dmtme96 enDokument14 Seiten2CSG445001D0202 - Dmtme96 enKOUADIO PATRICENoch keine Bewertungen
- Abb Dmtme-96Dokument14 SeitenAbb Dmtme-96csystemsNoch keine Bewertungen
- Datasheet MSP4302231Dokument43 SeitenDatasheet MSP4302231pritam kalaimaniNoch keine Bewertungen
- Distributed byDokument26 SeitenDistributed byMt GrNoch keine Bewertungen
- Basic PLCDokument24 SeitenBasic PLCanjalilahariya100% (2)
- 3Dokument34 Seiten3Ankit AgrawalNoch keine Bewertungen
- Traning 8051 2010Dokument29 SeitenTraning 8051 2010Priyanka KohliNoch keine Bewertungen
- GAL16V8: Features Functional Block DiagramDokument22 SeitenGAL16V8: Features Functional Block DiagramLharchichi AnissNoch keine Bewertungen
- DVP SX PDFDokument2 SeitenDVP SX PDFNhiem Linh0% (1)
- 8-Bit Microcontroller With 2K Bytes Flash AT89C2051: FeaturesDokument15 Seiten8-Bit Microcontroller With 2K Bytes Flash AT89C2051: FeaturesGomzalez Bin GembozNoch keine Bewertungen
- Embedded MicrocontrollerDokument30 SeitenEmbedded MicrocontrollervinoliabenitaNoch keine Bewertungen
- Mimari ReportDokument27 SeitenMimari ReportRomaan AliNoch keine Bewertungen
- FST ReferenceDokument146 SeitenFST Referencecetec1234100% (1)
- 89s52 Micro ControllerDokument14 Seiten89s52 Micro ControllerThanga PazhamNoch keine Bewertungen
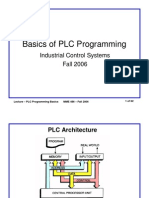
- Basics of PLC Programming PDFDokument62 SeitenBasics of PLC Programming PDFandreasoo0% (1)
- Version 6.28 RunnerDokument88 SeitenVersion 6.28 Runnerciurlinstelian_68504Noch keine Bewertungen
- DSDokument23 SeitenDSGuillermo JiménezNoch keine Bewertungen
- 881NXDokument12 Seiten881NXYogesh RamdasiNoch keine Bewertungen
- GAL16V8: Features Functional Block DiagramDokument22 SeitenGAL16V8: Features Functional Block Diagramsgio_4Noch keine Bewertungen
- 15EE305J Microcontroller LabDokument82 Seiten15EE305J Microcontroller LabEngr. Muhammad Shahid Laiq Research Associate NCAINoch keine Bewertungen
- Chapter 4 - PLC ProgrammingDokument75 SeitenChapter 4 - PLC ProgrammingYazid Ismail0% (1)
- Silicon Rectifier Diodes AC Adapters DO-41: Voltage 1 A Part 3 A PartDokument8 SeitenSilicon Rectifier Diodes AC Adapters DO-41: Voltage 1 A Part 3 A PartMalagala CharanNoch keine Bewertungen
- PLC in AutomationDokument66 SeitenPLC in AutomationRahul DixitNoch keine Bewertungen
- Anais Do Workshop De Micro-ondasVon EverandAnais Do Workshop De Micro-ondasNoch keine Bewertungen
- Digital and Microprocessor Techniques V11Von EverandDigital and Microprocessor Techniques V11Bewertung: 4.5 von 5 Sternen4.5/5 (2)
- Chapter 3 C DH Representation For Robotic ManipulatorsDokument88 SeitenChapter 3 C DH Representation For Robotic ManipulatorsCharlton S.Inao100% (1)
- Week 3 A CH-2 ActuatorsDokument72 SeitenWeek 3 A CH-2 ActuatorsCharlton S.InaoNoch keine Bewertungen
- Week 2 Robotics Lecture 2 Intro To RoboticsDokument73 SeitenWeek 2 Robotics Lecture 2 Intro To RoboticsCharlton S.InaoNoch keine Bewertungen
- Week 3 B 2 Electric MotorsDokument59 SeitenWeek 3 B 2 Electric MotorsCharlton S.InaoNoch keine Bewertungen
- Chapter 3 A Forward and Inverse KinematisDokument47 SeitenChapter 3 A Forward and Inverse KinematisCharlton S.Inao100% (5)
- Chapter 3 B Homogeneous Tranf, Representation of Transfor, Inv of Trandformation, FWD Inv Kiematics RPY EulerDokument114 SeitenChapter 3 B Homogeneous Tranf, Representation of Transfor, Inv of Trandformation, FWD Inv Kiematics RPY EulerCharlton S.InaoNoch keine Bewertungen
- Week 4 CH - 2 Wek 4 Sensors in RoboticsDokument37 SeitenWeek 4 CH - 2 Wek 4 Sensors in RoboticsCharlton S.InaoNoch keine Bewertungen
- Week 1 Robotics Lecture 1Dokument63 SeitenWeek 1 Robotics Lecture 1Charlton S.InaoNoch keine Bewertungen
- Weeks 12-16 PLC Mechatronics Pe 4030 Dec 15 2016Dokument95 SeitenWeeks 12-16 PLC Mechatronics Pe 4030 Dec 15 2016Charlton S.Inao100% (1)
- Finite Element Analysis Techniques SCCDokument14 SeitenFinite Element Analysis Techniques SCCCharlton S.InaoNoch keine Bewertungen
- Week 10 - 11 PE 4030 Microprocessor Dec 06 2016Dokument112 SeitenWeek 10 - 11 PE 4030 Microprocessor Dec 06 2016Charlton S.InaoNoch keine Bewertungen
- Week 10 - 11 PE 4030 Microprocessor Dec 06 2016Dokument112 SeitenWeek 10 - 11 PE 4030 Microprocessor Dec 06 2016Charlton S.InaoNoch keine Bewertungen
- Weeks 12-16 PLC Mechatronics Pe 4030 Dec 15 2016Dokument95 SeitenWeeks 12-16 PLC Mechatronics Pe 4030 Dec 15 2016Charlton S.Inao100% (1)
- Industrial Automation PE 5421 Weeks 2 3 4 10 20 2015Dokument69 SeitenIndustrial Automation PE 5421 Weeks 2 3 4 10 20 2015Charlton S.InaoNoch keine Bewertungen
- PE 4030chapter 1 Mechatronics 9 23 2013 Rev 1.0Dokument76 SeitenPE 4030chapter 1 Mechatronics 9 23 2013 Rev 1.0Charlton S.InaoNoch keine Bewertungen
- Cad Lab Exercise 1Dokument10 SeitenCad Lab Exercise 1Charlton S.InaoNoch keine Bewertungen
- 6th Central Pay Commission Salary CalculatorDokument15 Seiten6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Week 1 PE - 3231 Oct 21Dokument51 SeitenWeek 1 PE - 3231 Oct 21Charlton S.InaoNoch keine Bewertungen
- Week 10 Part 1 PE 6282 Block DiagramDokument53 SeitenWeek 10 Part 1 PE 6282 Block DiagramCharlton S.InaoNoch keine Bewertungen
- Pneumatic and Hydraulic For DEC Engineers and Instructors Ref For PE 5421Dokument86 SeitenPneumatic and Hydraulic For DEC Engineers and Instructors Ref For PE 5421Charlton S.InaoNoch keine Bewertungen
- PE-3231, Hydraulic & Pneumatic Systems Design Oct 21Dokument7 SeitenPE-3231, Hydraulic & Pneumatic Systems Design Oct 21Charlton S.InaoNoch keine Bewertungen
- PE 4030, Mechatronics Sept 23 2013Dokument6 SeitenPE 4030, Mechatronics Sept 23 2013Charlton S.InaoNoch keine Bewertungen
- PE-4030 CH 2 Sensors and Transducers Part 1 Oct 1 2013Dokument79 SeitenPE-4030 CH 2 Sensors and Transducers Part 1 Oct 1 2013Charlton S.InaoNoch keine Bewertungen
- Week 8 Steady Stat Classification May 04 2012Dokument25 SeitenWeek 8 Steady Stat Classification May 04 2012Charlton S.InaoNoch keine Bewertungen
- Taguchi Method To IE'sDokument26 SeitenTaguchi Method To IE'sCharlton S.Inao100% (1)
- Schedule of Robust Engineering - Imi - 100Dokument2 SeitenSchedule of Robust Engineering - Imi - 100Charlton S.InaoNoch keine Bewertungen
- What's All This Taguchi Stuff, AnyhowDokument8 SeitenWhat's All This Taguchi Stuff, AnyhowCharlton S.InaoNoch keine Bewertungen
- Week 10 Part 3 PE 6282mecchanical Liquid and ElectricalDokument76 SeitenWeek 10 Part 3 PE 6282mecchanical Liquid and ElectricalCharlton S.InaoNoch keine Bewertungen
- Sched Samsung RobustDokument2 SeitenSched Samsung RobustCharlton S.InaoNoch keine Bewertungen
- SyllabusDokument2 SeitenSyllabusGourab DebnathNoch keine Bewertungen
- Important Mcq-Digital ElectronicsDokument27 SeitenImportant Mcq-Digital ElectronicsarijitlgspNoch keine Bewertungen
- Measuring Power RailsDokument19 SeitenMeasuring Power RailssameerNoch keine Bewertungen
- Assignment #1Dokument46 SeitenAssignment #1Héctor Manuel Rodríguez FelicianoNoch keine Bewertungen
- IOT2x 01 Ohm S LawDokument4 SeitenIOT2x 01 Ohm S LawRajesh Babu MovvaNoch keine Bewertungen
- Spurious Emissions Are Emissions, Which Are Caused by Unwanted TransmitterDokument3 SeitenSpurious Emissions Are Emissions, Which Are Caused by Unwanted TransmitterAnuj ThakurNoch keine Bewertungen
- Unit-4. Programmable Logic ControllerDokument15 SeitenUnit-4. Programmable Logic ControllerHaripriya PalemNoch keine Bewertungen
- Log With TCH SWDokument10 SeitenLog With TCH SWMadhavi Pavan NittalaNoch keine Bewertungen
- 22225-2023-Winter-Question-Paper (Msbte Study Resources)Dokument4 Seiten22225-2023-Winter-Question-Paper (Msbte Study Resources)Ronit PatilNoch keine Bewertungen
- Inverter With 555 12V / 230V 50Hz Square Wave Inverter With 555Dokument2 SeitenInverter With 555 12V / 230V 50Hz Square Wave Inverter With 555Usep LoadNoch keine Bewertungen
- 22 Monitor System WA200-6 To WA320-6Dokument12 Seiten22 Monitor System WA200-6 To WA320-6luis echevarria quispe100% (1)
- VoLTE Drop Documentation - V1Dokument32 SeitenVoLTE Drop Documentation - V1Abdul Nawab RahmanNoch keine Bewertungen
- Tutorial 2 Chapter 2: Direct CurrentDokument8 SeitenTutorial 2 Chapter 2: Direct CurrentSYAFIQAH ISMAILNoch keine Bewertungen
- Photo Transistor 1Dokument5 SeitenPhoto Transistor 1kriitkaNoch keine Bewertungen
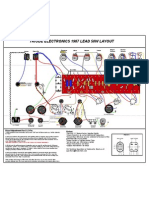
- Plexi 1987Dokument1 SeitePlexi 1987Sergio RiveroNoch keine Bewertungen
- Lecture RCDokument81 SeitenLecture RCBapiNoch keine Bewertungen
- 2200 Manual Section 4 MantenimientoDokument30 Seiten2200 Manual Section 4 MantenimientoGustavo RamirezNoch keine Bewertungen
- Auto Install Drivers Without Internet ConnectionDokument5 SeitenAuto Install Drivers Without Internet ConnectionArman SantiagoNoch keine Bewertungen
- Lesson 1: Multitester: "Read Me"Dokument10 SeitenLesson 1: Multitester: "Read Me"Jovens Cabachete50% (2)
- Harbuch Electronics Pty LTD: Input TransformersDokument4 SeitenHarbuch Electronics Pty LTD: Input Transformersattapapa100% (1)
- Techline La37 User Manual EngDokument56 SeitenTechline La37 User Manual EngBhushan PAwarNoch keine Bewertungen
- OB2279 On Bright PDFDokument13 SeitenOB2279 On Bright PDFAmit Biswas0% (1)
- Hoja de Datos Fuente de Potencia PSE-10Dokument2 SeitenHoja de Datos Fuente de Potencia PSE-10Edwar CamargoNoch keine Bewertungen
- Investigacion3 1-Lema Richard 4319Dokument15 SeitenInvestigacion3 1-Lema Richard 4319Joel Lema ChulliNoch keine Bewertungen
- 3094 Dell Latitude d630 Compalm08 (Dis) Briscoe La-3302Dokument66 Seiten3094 Dell Latitude d630 Compalm08 (Dis) Briscoe La-3302Pedro PericoNoch keine Bewertungen
- Nv-Sd440eg 440b 440bl VRD9906016C2Dokument192 SeitenNv-Sd440eg 440b 440bl VRD9906016C2api-3711045100% (1)
- The NEC and Branch-Circuit Ratings - Part 1: Mark LamendolaDokument2 SeitenThe NEC and Branch-Circuit Ratings - Part 1: Mark LamendolaAlejandro Salas VásquezNoch keine Bewertungen
- 325 Final Design Lab ReportDokument11 Seiten325 Final Design Lab Reportapi-241454978Noch keine Bewertungen
- Chapter 3 - Alternating Current MetersDokument35 SeitenChapter 3 - Alternating Current MetersANDREW LEONG CHUN TATT STUDENTNoch keine Bewertungen
- Example 2.13 Problem: Determine The Output Waveform For The Truth Table As Shown BelowDokument36 SeitenExample 2.13 Problem: Determine The Output Waveform For The Truth Table As Shown BelowShuvoshreeNoch keine Bewertungen