Das könnte Ihnen auch gefallen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5795)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Osha Training CertificateDokument1 SeiteOsha Training CertificateAlam MD Sazid100% (2)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Table of Mineral Abbreviations..New..Dokument3 SeitenTable of Mineral Abbreviations..New..musticicekNoch keine Bewertungen
- DPT Test Report FormatDokument1 SeiteDPT Test Report FormatAlam MD SazidNoch keine Bewertungen
- Peneterant Testing For NDT - Procedure Details - Latest FinalDokument8 SeitenPeneterant Testing For NDT - Procedure Details - Latest FinalAlam MD Sazid100% (1)
- List of WPS (Jerp) PDFDokument2 SeitenList of WPS (Jerp) PDFAlam MD SazidNoch keine Bewertungen
- Experience LetterDokument1 SeiteExperience LetterAlam MD Sazid33% (3)
- Depositos Epitermals - EjemplosDokument39 SeitenDepositos Epitermals - Ejemplosoops07Noch keine Bewertungen
- SWCC-MTC Lot 25 (80in X 15.88mm) - 142Dokument22 SeitenSWCC-MTC Lot 25 (80in X 15.88mm) - 142Alam MD SazidNoch keine Bewertungen
- Welding Proposed Pwps For Our Jubail WorkDokument2 SeitenWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Non-Ferrous Metals..Presentation of Emat...Dokument26 SeitenNon-Ferrous Metals..Presentation of Emat...Naveed AhmedNoch keine Bewertungen
- SWCC Acceptance Notice For Rel No.29-100inchx20.62mm WTDokument3 SeitenSWCC Acceptance Notice For Rel No.29-100inchx20.62mm WTAlam MD SazidNoch keine Bewertungen
- CV Faisal ZAFAR SHAHIDDokument6 SeitenCV Faisal ZAFAR SHAHIDAlam MD SazidNoch keine Bewertungen
- Limak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Dokument2 SeitenLimak/Sawaed Welding Procedure Specification (WPS) SWCC: (QW-402) (QW-407)Alam MD SazidNoch keine Bewertungen
- Refractory For EAF-GuideDokument4 SeitenRefractory For EAF-GuideJayasimha TammineniNoch keine Bewertungen
- Peneterant Testing For NDT Procedure Details LatestDokument7 SeitenPeneterant Testing For NDT Procedure Details LatestAlam MD SazidNoch keine Bewertungen
- NSH-DALM-JERP-WPS-11-P2 Rev.00Dokument10 SeitenNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNoch keine Bewertungen
- Outokumpu Stainless Steel HandbookDokument47 SeitenOutokumpu Stainless Steel Handbookhalder_kalyan9216Noch keine Bewertungen
- 2 Ceramics - WhitewaresDokument5 Seiten2 Ceramics - WhitewaresTristan James Sim100% (1)
- Astm HeDokument3 SeitenAstm Henugrahaintan15Noch keine Bewertungen
- WPSDokument2 SeitenWPSAlam MD Sazid100% (1)
- Radiography Test Inspection Free NDT Sample Procedure 1 4Dokument5 SeitenRadiography Test Inspection Free NDT Sample Procedure 1 4Alam MD SazidNoch keine Bewertungen
- Limak - Sawaed WpsDokument1 SeiteLimak - Sawaed WpsAlam MD SazidNoch keine Bewertungen
- Sawaed PT Report No. 02 For SWCC Jubail Emergency LineDokument1 SeiteSawaed PT Report No. 02 For SWCC Jubail Emergency LineAlam MD SazidNoch keine Bewertungen
- MTC - Rel-01 (Rev.00)Dokument16 SeitenMTC - Rel-01 (Rev.00)Alam MD SazidNoch keine Bewertungen
- Letter From Man Industries India For MD Sazid AlamDokument1 SeiteLetter From Man Industries India For MD Sazid AlamAlam MD SazidNoch keine Bewertungen
- Matterials Consignmnt PaperDokument7 SeitenMatterials Consignmnt PaperAlam MD SazidNoch keine Bewertungen
- P6022mab Amd 128 11541 01 - S4Dokument1 SeiteP6022mab Amd 128 11541 01 - S4Alam MD SazidNoch keine Bewertungen
- Seed License Documents NewDokument8 SeitenSeed License Documents NewAlam MD SazidNoch keine Bewertungen
- Signed Acceptance of Job OfferDokument2 SeitenSigned Acceptance of Job OfferAlam MD Sazid0% (1)
- P6022mab Amd 128 11095 04 - S1 PDFDokument1 SeiteP6022mab Amd 128 11095 04 - S1 PDFAlam MD SazidNoch keine Bewertungen
- Accoutnt Statement PDFDokument3 SeitenAccoutnt Statement PDFAlam MD SazidNoch keine Bewertungen
- Passport Copy For Mr. PeterDokument1 SeitePassport Copy For Mr. PeterAlam MD SazidNoch keine Bewertungen
- Prime Minister Employment Generation ProgrammeDokument1 SeitePrime Minister Employment Generation ProgrammeAlam MD SazidNoch keine Bewertungen
- Curriculum Vitae New 2017 MD Sajid AlamDokument6 SeitenCurriculum Vitae New 2017 MD Sajid AlamAlam MD SazidNoch keine Bewertungen
- Attachment B - MSDS Fibagel UV LV ResinDokument4 SeitenAttachment B - MSDS Fibagel UV LV ResinAlam MD SazidNoch keine Bewertungen
- Alishar SP 2Dokument84 SeitenAlishar SP 2Alam MD SazidNoch keine Bewertungen
- WPQ Ejcom Nr476Dokument13 SeitenWPQ Ejcom Nr476Touil HoussemNoch keine Bewertungen
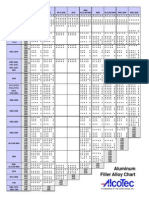
- Aluminum Filler Alloy Selection Chart-2Dokument2 SeitenAluminum Filler Alloy Selection Chart-2Necati DayıNoch keine Bewertungen
- Handbook No.0 Höganäs Iron and Steel Powders For Sintered ComponentsDokument379 SeitenHandbook No.0 Höganäs Iron and Steel Powders For Sintered ComponentsShrinivas KulkarniNoch keine Bewertungen
- Standard Number TitleDokument7 SeitenStandard Number TitleSUSANA PARRILLANoch keine Bewertungen
- Lecture 7 Intergranular CorrosionDokument18 SeitenLecture 7 Intergranular Corrosionprakush01975225403Noch keine Bewertungen
- Die CastingDokument8 SeitenDie CastingVishwath RamNoch keine Bewertungen
- Effect of Binders On Ceramic MouldDokument6 SeitenEffect of Binders On Ceramic MoulduzairmetallurgistNoch keine Bewertungen
- Niti Pseudoelasticity and Thermoelasticity..Dokument7 SeitenNiti Pseudoelasticity and Thermoelasticity..Nizam MuhamadNoch keine Bewertungen
- NTK General MillingDokument14 SeitenNTK General Millingswathi_ipeNoch keine Bewertungen
- Broco Catalogue 110214Dokument6 SeitenBroco Catalogue 110214Admiiral PramadyaNoch keine Bewertungen
- Fisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrDokument78 SeitenFisika Zat Padat I: Dosen: Dr. Iwantono, M.Phil Jurusan Fisika Fmipa-UrMailestari Wina YanceNoch keine Bewertungen
- Influence of Welding Parameters On Weld Characteristics of 5052 Aluminium Alloy Sheet Using TIG WeldingDokument5 SeitenInfluence of Welding Parameters On Weld Characteristics of 5052 Aluminium Alloy Sheet Using TIG WeldingInternational Journal of Application or Innovation in Engineering & ManagementNoch keine Bewertungen
- High Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesDokument2 SeitenHigh Temperature Corrosion of A106 GR B Steel Weldments at 600-800oc in N2-H2S-Mixed GasesshaonaaNoch keine Bewertungen
- A276A276M-15 Stainless Steel Bars and ShapesDokument8 SeitenA276A276M-15 Stainless Steel Bars and Shapesgsb2Noch keine Bewertungen
- Surface Hardening enDokument20 SeitenSurface Hardening enSidney RileyNoch keine Bewertungen
- Bollhoff Rivkle RivnutsDokument52 SeitenBollhoff Rivkle RivnutsAce Industrial SuppliesNoch keine Bewertungen
- Presentation Explosive Welding (Ew)Dokument12 SeitenPresentation Explosive Welding (Ew)dnatarajanNoch keine Bewertungen
- Askeland ChapterDokument49 SeitenAskeland ChapterjuegyiNoch keine Bewertungen
- Art:10.1007/s11665 008 9336 Z PDFDokument7 SeitenArt:10.1007/s11665 008 9336 Z PDFJosé AntonioNoch keine Bewertungen
- Cast IronDokument29 SeitenCast Ironavutu_kunduruNoch keine Bewertungen
- G7Dokument21 SeitenG7Maame Ama FrempongNoch keine Bewertungen
- Practical 2Dokument4 SeitenPractical 2June Lee Wong MYNoch keine Bewertungen
- Chemicals: Mnemonic List For 110 ElementsDokument31 SeitenChemicals: Mnemonic List For 110 ElementsKenneth DayritNoch keine Bewertungen