Das könnte Ihnen auch gefallen
- DELIGHT Official e BookDokument418 SeitenDELIGHT Official e BookIsis Jade100% (3)
- Safe Upper and Lower Limits - Understanding & DocumentingDokument26 SeitenSafe Upper and Lower Limits - Understanding & DocumentingAshish JainNoch keine Bewertungen
- 0 Egpc-Aud-001-Aprc Bowtie Voume 5Dokument111 Seiten0 Egpc-Aud-001-Aprc Bowtie Voume 5mohamed ashor100% (1)
- Process Safety Related SoftwareDokument9 SeitenProcess Safety Related Software3114568Noch keine Bewertungen
- BP Hazop TrainingDokument37 SeitenBP Hazop TrainingObaid Ali100% (3)
- Intro To PSM at UI-WCP Oct 2019 (Workshop)Dokument60 SeitenIntro To PSM at UI-WCP Oct 2019 (Workshop)Aditya SetiadiNoch keine Bewertungen
- Section 43 - Process Hazard Analysis Protocol PDFDokument5 SeitenSection 43 - Process Hazard Analysis Protocol PDFzironelNoch keine Bewertungen
- Process Safety Day Presentations 2014pptxDokument16 SeitenProcess Safety Day Presentations 2014pptxKhuda BukshNoch keine Bewertungen
- Toaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRDokument17 SeitenToaz - Info Fermentation of Carrot Juice Wheat Flour Gram Flour Etc PRBhumika SahuNoch keine Bewertungen
- A Practical Approach to Hazard Identification for Operations and Maintenance WorkersVon EverandA Practical Approach to Hazard Identification for Operations and Maintenance WorkersNoch keine Bewertungen
- Control Systems in LabVIEW - OverviewDokument50 SeitenControl Systems in LabVIEW - Overviewamidi5555913Noch keine Bewertungen
- HAZOPDokument7 SeitenHAZOPfairusNoch keine Bewertungen
- Chapter No. 13: Hazop StudyDokument9 SeitenChapter No. 13: Hazop StudyMudassir HashmiNoch keine Bewertungen
- Application HAZOP LOPA Figueroa 2015Dokument225 SeitenApplication HAZOP LOPA Figueroa 2015ravisankar100% (1)
- Phast Risk: Tutorial ManualDokument56 SeitenPhast Risk: Tutorial ManualmelancholicNoch keine Bewertungen
- HAZOP InductionDokument60 SeitenHAZOP InductionMuhammad.SaimNoch keine Bewertungen
- Tutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredDokument3 SeitenTutorial Hazop: Node Guide Word Deviation Possible Cause Consequences Action RequiredSyafiyatulMunawarahNoch keine Bewertungen
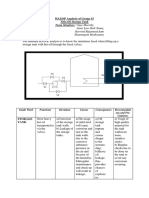
- HAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam MuthusamyDokument2 SeitenHAZOP Analysis of Group 15: Isaac Law Shek Xiang Harvind Rajamanickam Shanmugam Muthusamyvijaymoorthy14Noch keine Bewertungen
- Pages From Process Automation HandbookDokument4 SeitenPages From Process Automation HandbookPandhuNoch keine Bewertungen
- Creamy and Thick Mushroom Soup: IngredientsDokument8 SeitenCreamy and Thick Mushroom Soup: IngredientsSheila Mae AramanNoch keine Bewertungen
- One Day Seminar: A Report ForDokument5 SeitenOne Day Seminar: A Report ForBrijesh100% (1)
- L4 PHA Student HandoutDokument165 SeitenL4 PHA Student Handoutjosethompson100% (2)
- Hazard and Operability Study (Hazop) : Dr. M. Azam SaeedDokument39 SeitenHazard and Operability Study (Hazop) : Dr. M. Azam SaeedMuhammad Bilal100% (2)
- 09 COMAH GuidanceDokument8 Seiten09 COMAH GuidanceSaad GhouriNoch keine Bewertungen
- BOw TIeDokument10 SeitenBOw TIeDave C100% (1)
- 5.7 Hazop V1.0Dokument14 Seiten5.7 Hazop V1.0abdulmarNoch keine Bewertungen
- PHA Study Example Waste Water PlantDokument75 SeitenPHA Study Example Waste Water PlantDefenceDogNoch keine Bewertungen
- LOPA and Human Factors 2Dokument26 SeitenLOPA and Human Factors 2sandhyakasturiNoch keine Bewertungen
- Wyn032 PDFDokument21 SeitenWyn032 PDFWahjudi MuhammadNoch keine Bewertungen
- Introduction To Safety in Chemical Process Industry PDFDokument136 SeitenIntroduction To Safety in Chemical Process Industry PDFMireia MartíNoch keine Bewertungen
- 812571-006 RevB (GPC3000 Service)Dokument270 Seiten812571-006 RevB (GPC3000 Service)BPNoch keine Bewertungen
- Methanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedDokument12 SeitenMethanol Production Plant Feed Inlet Into Reformer, R-01 Supply Heat To FeedAin SyuhadaNoch keine Bewertungen
- Process Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeDokument88 SeitenProcess Safety Enhancement in Chemical Plant Design by Exploiting Accident KnowledgeAnonymous ocCa18RNoch keine Bewertungen
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesVon EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNoch keine Bewertungen
- HAZOP Training290620Dokument93 SeitenHAZOP Training290620NasrulNoch keine Bewertungen
- Hazop & HazidDokument18 SeitenHazop & HazidRizqi Pandu SudarmawanNoch keine Bewertungen
- 3.2 HazopDokument66 Seiten3.2 Hazops sanjai100% (1)
- Is All Safety-Critical Equipment Critical To SafetyDokument6 SeitenIs All Safety-Critical Equipment Critical To SafetyLi QiNoch keine Bewertungen
- Guidelines for Defining Process Safety Competency RequirementsVon EverandGuidelines for Defining Process Safety Competency RequirementsBewertung: 3 von 5 Sternen3/5 (1)
- Benefits of Silicone Coated Glass InsulatorsDokument10 SeitenBenefits of Silicone Coated Glass InsulatorsMuhammad Waseem AhmadNoch keine Bewertungen
- Domino Effects in Process IndustriesDokument20 SeitenDomino Effects in Process IndustriesarfaatNoch keine Bewertungen
- 3500 42 Proximitor Seismic Monitor Module Op Maintenance ManDokument224 Seiten3500 42 Proximitor Seismic Monitor Module Op Maintenance Manamidi5555913100% (1)
- Process Safety Services: A Passion For SafetyDokument4 SeitenProcess Safety Services: A Passion For SafetySekhar babuNoch keine Bewertungen
- LOPA and Risk Graphs For SIL DeterminationDokument11 SeitenLOPA and Risk Graphs For SIL DeterminationShweta181Noch keine Bewertungen
- QraDokument10 SeitenQraNakkolopNoch keine Bewertungen
- Process Control and HazopDokument12 SeitenProcess Control and HazopCosmin FloreaNoch keine Bewertungen
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsVon EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNoch keine Bewertungen
- A New Approach to HAZOP of Complex Chemical ProcessesVon EverandA New Approach to HAZOP of Complex Chemical ProcessesNoch keine Bewertungen
- HAZOPDokument30 SeitenHAZOPgandalalake2002Noch keine Bewertungen
- Chapter 4 - Process Control and InstrumentationDokument42 SeitenChapter 4 - Process Control and InstrumentationaimanrslnNoch keine Bewertungen
- Hazardous Area ClassificationDokument7 SeitenHazardous Area Classificationhassenova.kNoch keine Bewertungen
- Pre Safety ReviewDokument27 SeitenPre Safety ReviewMagesh KumarNoch keine Bewertungen
- The Use of Hazop Techniques in Applied Hazard ProcessesDokument72 SeitenThe Use of Hazop Techniques in Applied Hazard Processesamidi5555913Noch keine Bewertungen
- Process Industry HAZOP Techniques & Applications and HAZOP Leader Training, Indonesia, JohnnyDokument9 SeitenProcess Industry HAZOP Techniques & Applications and HAZOP Leader Training, Indonesia, JohnnyEko PoerwantoNoch keine Bewertungen
- QRA PresentationDokument34 SeitenQRA PresentationAmol LakareNoch keine Bewertungen
- QRA PresentationDokument34 SeitenQRA PresentationAmol LakareNoch keine Bewertungen
- Limitation and Misuse LOPADokument4 SeitenLimitation and Misuse LOPARoslinormansyah RidwanNoch keine Bewertungen
- SCADA System FundamentalsDokument24 SeitenSCADA System Fundamentalsamidi5555913Noch keine Bewertungen
- Safe Operating Limits: Why, What, How ?Dokument10 SeitenSafe Operating Limits: Why, What, How ?Muhammad.SaimNoch keine Bewertungen
- Computational Systems BiologyDokument3 SeitenComputational Systems Biologyamidi5555913Noch keine Bewertungen
- Lecture HAZOP ExampleDokument29 SeitenLecture HAZOP ExampleIbtida SultanaNoch keine Bewertungen
- HSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanDokument8 SeitenHSE - Loss Prevention in The Petrochemical and Chemical-Process High-Tech Industries in TaiwanLandryNoch keine Bewertungen
- Diagram For Exercise 2: CoolerDokument6 SeitenDiagram For Exercise 2: CoolerJoão AlegretiNoch keine Bewertungen
- Efficient PHA of Non-Continuous Operating ModesDokument25 SeitenEfficient PHA of Non-Continuous Operating ModesShakirNoch keine Bewertungen
- 161che572 L115 HazopDokument24 Seiten161che572 L115 HazopMalak HindiNoch keine Bewertungen
- 31 Pages On BLEVEDokument31 Seiten31 Pages On BLEVENitesh KirnakeNoch keine Bewertungen
- Useful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDokument10 SeitenUseful Tips For A Successful HAZOP Study: Process Hazard Analysis TechniquesDesiree MolinaNoch keine Bewertungen
- QUIZ-Hazardous Area ClassificationDokument2 SeitenQUIZ-Hazardous Area ClassificationPillai Sreejith100% (4)
- Example: HAZOP Analysis of A Fueling Terminal For A BargeDokument4 SeitenExample: HAZOP Analysis of A Fueling Terminal For A BargeBharat LalNoch keine Bewertungen
- 4 Girish ChitnisDokument22 Seiten4 Girish ChitnisridanormaNoch keine Bewertungen
- Book Reviews: International Journal of Robust and Nonlinear Control Int. J. Robust Nonlinear Control 2005 15:635-643Dokument2 SeitenBook Reviews: International Journal of Robust and Nonlinear Control Int. J. Robust Nonlinear Control 2005 15:635-643amidi5555913Noch keine Bewertungen
- Catalogue Des Formations Microsoft E-Learning FinalDokument4 SeitenCatalogue Des Formations Microsoft E-Learning Finalamidi5555913Noch keine Bewertungen
- Antisurge Valve ManualDokument58 SeitenAntisurge Valve Manualamidi5555913Noch keine Bewertungen
- SIS MNGMNT Winter Edition 2016Dokument5 SeitenSIS MNGMNT Winter Edition 2016amidi5555913Noch keine Bewertungen
- 3240-D0 Programmable Logic Controller (Ab Micrologix 1100 With Case)Dokument7 Seiten3240-D0 Programmable Logic Controller (Ab Micrologix 1100 With Case)amidi5555913Noch keine Bewertungen
- Day 4 - Hazop Implementation and Evaluation ProceduresDokument29 SeitenDay 4 - Hazop Implementation and Evaluation Proceduresamidi5555913Noch keine Bewertungen
- The IEC61508 Directors' Hymn SheetDokument9 SeitenThe IEC61508 Directors' Hymn Sheetamidi5555913Noch keine Bewertungen
- Day 3 Preparing For A Hazop Study: Workshop On Applied Hazard and Operability StudyDokument9 SeitenDay 3 Preparing For A Hazop Study: Workshop On Applied Hazard and Operability Studyamidi5555913Noch keine Bewertungen
- Yokogawa: 1.fundamentalsDokument9 SeitenYokogawa: 1.fundamentalsamidi5555913Noch keine Bewertungen
- ProSafe RS Engineering YMA SA PDFDokument1 SeiteProSafe RS Engineering YMA SA PDFamidi5555913Noch keine Bewertungen
- Rslogix5000 Step by Step Eng-HarithDokument79 SeitenRslogix5000 Step by Step Eng-Harithamidi5555913Noch keine Bewertungen
- High School Students' Attributions About Success and Failure in Physics.Dokument6 SeitenHigh School Students' Attributions About Success and Failure in Physics.Zeynep Tuğba KahyaoğluNoch keine Bewertungen
- UIP ResumeDokument1 SeiteUIP ResumeannabellauwinezaNoch keine Bewertungen
- 2008 NOHC - JPHDSupplementDokument62 Seiten2008 NOHC - JPHDSupplementEliza DNNoch keine Bewertungen
- People vs. MediosDokument10 SeitenPeople vs. MediostheresagriggsNoch keine Bewertungen
- Compensation ManagementDokument2 SeitenCompensation Managementshreekumar_scdlNoch keine Bewertungen
- Drill Site Audit ChecklistDokument5 SeitenDrill Site Audit ChecklistKristian BohorqzNoch keine Bewertungen
- Generic 5S ChecklistDokument2 SeitenGeneric 5S Checklistswamireddy100% (1)
- Edgie A. Tenerife BSHM 1108: Page 1 of 4Dokument4 SeitenEdgie A. Tenerife BSHM 1108: Page 1 of 4Edgie TenerifeNoch keine Bewertungen
- Leadership PresentationDokument10 SeitenLeadership Presentationapi-404415990Noch keine Bewertungen
- Grundfos Data Booklet MMSrewindablesubmersiblemotorsandaccessoriesDokument52 SeitenGrundfos Data Booklet MMSrewindablesubmersiblemotorsandaccessoriesRashida MajeedNoch keine Bewertungen
- Quarterly Progress Report FormatDokument7 SeitenQuarterly Progress Report FormatDegnesh AssefaNoch keine Bewertungen
- Rotary Screw Gas: CompressorsDokument2 SeitenRotary Screw Gas: CompressorsLucas SilvestreNoch keine Bewertungen
- Data Sheet FC SIDokument2 SeitenData Sheet FC SIAndrea AtzeniNoch keine Bewertungen
- Factory OverheadDokument2 SeitenFactory OverheadKeanna Denise GonzalesNoch keine Bewertungen
- Sargent Catalog CutsDokument60 SeitenSargent Catalog CutssmroboNoch keine Bewertungen
- 感應馬達安裝、保養使用說明書31057H402E (英)Dokument17 Seiten感應馬達安裝、保養使用說明書31057H402E (英)Rosyad Broe CaporegimeNoch keine Bewertungen
- Deloitte Uk Mining and Metals DecarbonizationDokument10 SeitenDeloitte Uk Mining and Metals DecarbonizationfpreuscheNoch keine Bewertungen
- Macroscopic Physics Chemistry HW #1Dokument11 SeitenMacroscopic Physics Chemistry HW #1Akash ModyNoch keine Bewertungen
- Grounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiDokument42 SeitenGrounds of Divorce Under Hindu Religion or Hindu Law Unit-A: Chapter-IiSatyam PathakNoch keine Bewertungen
- 45096Dokument12 Seiten45096Halusan MaybeNoch keine Bewertungen
- Roadmap Video: Answer KeyDokument4 SeitenRoadmap Video: Answer KeyMaria JuneNoch keine Bewertungen
- Assignment Nutrition and HydrationDokument17 SeitenAssignment Nutrition and Hydrationmelencio olivasNoch keine Bewertungen
- 2022.08.09 Rickenbacker ComprehensiveDokument180 Seiten2022.08.09 Rickenbacker ComprehensiveTony WintonNoch keine Bewertungen
- Fittings: Fitting Buying GuideDokument2 SeitenFittings: Fitting Buying GuideAaron FonsecaNoch keine Bewertungen
- 1 BSC Iriigation Engineering 2018 19 Std1Dokument70 Seiten1 BSC Iriigation Engineering 2018 19 Std1Kwasi BempongNoch keine Bewertungen