Das könnte Ihnen auch gefallen
- Takt Time Administração de ProduçãoDokument3 SeitenTakt Time Administração de ProduçãojuniorNoch keine Bewertungen
- Cronoanálise para obtenção de tempos-padrãoDokument7 SeitenCronoanálise para obtenção de tempos-padrãoQuero SuculentasNoch keine Bewertungen
- Como Fazer Mapeamento Do Fluxo de ValorDokument9 SeitenComo Fazer Mapeamento Do Fluxo de ValorMateus PamplonaNoch keine Bewertungen
- OEE - Indicador de eficiência global de equipamentosDokument64 SeitenOEE - Indicador de eficiência global de equipamentosJefferson Fernando Silva100% (1)
- Lean Construction para Resultados: Uma abordagem vencedora para levar obras de incorporação imobiliária e de empresas de serviços de construção a novos patamares de desempenhoVon EverandLean Construction para Resultados: Uma abordagem vencedora para levar obras de incorporação imobiliária e de empresas de serviços de construção a novos patamares de desempenhoNoch keine Bewertungen
- DSDM® - Projeto de Gestão Ágil - uma alternativa (ainda) desconhecida e cheia de vantagens: Uma introdução ao método AgilePM®, que combina o melhor da gestão clássica de projetos e do desenvolvimento ágil de produtos.Von EverandDSDM® - Projeto de Gestão Ágil - uma alternativa (ainda) desconhecida e cheia de vantagens: Uma introdução ao método AgilePM®, que combina o melhor da gestão clássica de projetos e do desenvolvimento ágil de produtos.Noch keine Bewertungen
- Redução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoVon EverandRedução das horas com a manutenção corretiva dos motores diesel a partir de avaliação da confiabilidade: uma pesquisa-ação no ramo de mineraçãoNoch keine Bewertungen
- Sistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesVon EverandSistema de Controle Fuzzy-Ótimo Aplicado ao Problema de Balanço Pendular da Carga em Pontes RolantesNoch keine Bewertungen
- Mapeamento Fluxo de Valor 12470608 PDFDokument29 SeitenMapeamento Fluxo de Valor 12470608 PDFluizbandeira0% (1)
- TCC Lean Construction Na Construção CivilDokument51 SeitenTCC Lean Construction Na Construção CivilpolinefialhoNoch keine Bewertungen
- Planejar A Manutenção Do EmpreendimentoDokument14 SeitenPlanejar A Manutenção Do EmpreendimentoRaimundo Caires100% (1)
- Produção em Massa vs Manufatura EnxutaDokument5 SeitenProdução em Massa vs Manufatura EnxutaReginaldo LemosNoch keine Bewertungen
- Aplicação do Seis Sigma na operação ferroviáriaDokument81 SeitenAplicação do Seis Sigma na operação ferroviáriataninhapNoch keine Bewertungen
- Robô Autonômo - Modelo Chão de FabricaDokument58 SeitenRobô Autonômo - Modelo Chão de FabricaLarry Nelson BorbaNoch keine Bewertungen
- Aplicação Lean em fábrica de geladosDokument53 SeitenAplicação Lean em fábrica de geladosSidnei BarretoNoch keine Bewertungen
- Por Dentro da Maior Montadora do Mundo: A Cultura da ToyotaDokument6 SeitenPor Dentro da Maior Montadora do Mundo: A Cultura da ToyotaventurabragaNoch keine Bewertungen
- Atividades das Aulas 5, 6, 7 e 8. Envio até XX/XXDokument5 SeitenAtividades das Aulas 5, 6, 7 e 8. Envio até XX/XXFelipe de Jesus100% (1)
- MANUTENÇÃO INDUSTRIAL - Aula 05Dokument47 SeitenMANUTENÇÃO INDUSTRIAL - Aula 05Jonattam RamosNoch keine Bewertungen
- Aplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsDokument10 SeitenAplicação Do Mapeamento de Fluxo de Valor No Estabelecimento Comercial Pet Shop Patinha - Rio Grande-RsJo AteliêD'artes100% (1)
- Kanban LocawebDokument7 SeitenKanban LocawebWashington SilvaNoch keine Bewertungen
- Cronometragem operações MTMDokument3 SeitenCronometragem operações MTMk4r0_oliveiraNoch keine Bewertungen
- Estudo dos métodos e tempos de trabalhoDokument47 SeitenEstudo dos métodos e tempos de trabalhoMafalda SofiaNoch keine Bewertungen
- Sistema Toyota de ProduçãoDokument25 SeitenSistema Toyota de ProduçãoJason VolneyNoch keine Bewertungen
- FMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaDokument41 SeitenFMEA Um Guia Completo para Identificar e Prevenir Riscos em Sua EmpresaJuliana Amaral100% (1)
- Estudo Métodos TemposDokument50 SeitenEstudo Métodos TemposAnonymous CoGUaJ100% (1)
- Gestão de Processos Slides OkDokument33 SeitenGestão de Processos Slides OkCoordenação AdministraçãoNoch keine Bewertungen
- TCC Produção - Lean ManufacturingDokument91 SeitenTCC Produção - Lean ManufacturingRomulo Pavanelli100% (3)
- Diretrizes para Implantar A Engenharia Simultânea Como Ferramenta Da Gestão de Projetos Da Construção CivilDokument10 SeitenDiretrizes para Implantar A Engenharia Simultânea Como Ferramenta Da Gestão de Projetos Da Construção Civilmaykon_souzasilvaNoch keine Bewertungen
- TRF - lIVRODokument224 SeitenTRF - lIVROpaulo lucas silva salesNoch keine Bewertungen
- Slide 2 - Técnicas de Manutenção PDFDokument30 SeitenSlide 2 - Técnicas de Manutenção PDFProfessor Aires, Jeferson Fernando PereiraNoch keine Bewertungen
- TCC 5sDokument71 SeitenTCC 5sVinícius OliveiraNoch keine Bewertungen
- RENOLIN Oleos Hidraulicos Catalogo 2008Dokument16 SeitenRENOLIN Oleos Hidraulicos Catalogo 2008Alex RougéNoch keine Bewertungen
- Apresentação - Manutenção AutônomaDokument37 SeitenApresentação - Manutenção AutônomaRuan PéricoNoch keine Bewertungen
- O Lean Manufacturing e seus benefíciosDokument6 SeitenO Lean Manufacturing e seus benefíciosMauro Cesar Monroe Pereira MonroeNoch keine Bewertungen
- Comitê 5S origem e conceitosDokument20 SeitenComitê 5S origem e conceitosrenata damascenoNoch keine Bewertungen
- Ferramentas Lean na RemanufaturaDokument11 SeitenFerramentas Lean na RemanufaturaRafael BarrosNoch keine Bewertungen
- Eficiência e produtividade na indústria de plásticos MonrizzoDokument112 SeitenEficiência e produtividade na indústria de plásticos MonrizzoUára MoraisNoch keine Bewertungen
- Roteiro para programação da produção com LOB em edifícios altosDokument8 SeitenRoteiro para programação da produção com LOB em edifícios altosHenriqueNoch keine Bewertungen
- Redução de Perdas Na Construção CivilDokument104 SeitenRedução de Perdas Na Construção CivilLailson AncelmoNoch keine Bewertungen
- Aplicação Do Método Dmaic para Análise de Problemas de Produção: Um Estudo de CasoDokument14 SeitenAplicação Do Método Dmaic para Análise de Problemas de Produção: Um Estudo de CasoGilberto TestoniNoch keine Bewertungen
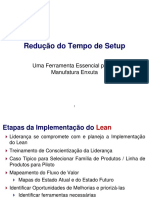
- Redução Do Tempo de SetupDokument99 SeitenRedução Do Tempo de SetupMAPROLProjetosNoch keine Bewertungen
- JIT: Just In Time e as Práticas da Produção EnxutaDokument38 SeitenJIT: Just In Time e as Práticas da Produção EnxutaJulio MajorNoch keine Bewertungen
- A Manutenção AutônomaDokument6 SeitenA Manutenção AutônomaLuiz Guilherme Rodrigues BrandãoNoch keine Bewertungen
- Ordem produção ExcelDokument6 SeitenOrdem produção ExcelZé AugustoNoch keine Bewertungen
- Redução do tempo de setup através da metodologia SMEDDokument88 SeitenRedução do tempo de setup através da metodologia SMEDAnderson GarciaNoch keine Bewertungen
- Total Productive Maintenance TPMDokument82 SeitenTotal Productive Maintenance TPMCebrac ItatibaNoch keine Bewertungen
- Implantação do TPM em indústria gráficaDokument8 SeitenImplantação do TPM em indústria gráficamnoleto4126Noch keine Bewertungen
- OS interna manutenção escolaDokument4 SeitenOS interna manutenção escolaGUSTAVO DAMBRÓZ GASPARININoch keine Bewertungen
- VSM - Value Stream Mapping: Mapeamento Do Fluxo de ValorDokument16 SeitenVSM - Value Stream Mapping: Mapeamento Do Fluxo de ValorLuís Ki-llahNoch keine Bewertungen
- KaizenDokument7 SeitenKaizenVitor XavierNoch keine Bewertungen
- Aula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDokument22 SeitenAula 5 - Conceitos e Estrutura Da Administração de Produção e Sistemas de ProduçãoDiego CasagrandeNoch keine Bewertungen
- Proposta de Implementação TPM - RevDokument41 SeitenProposta de Implementação TPM - RevDiego AzevedoNoch keine Bewertungen
- Planejamento sistemático de layout em pequena fábricaDokument17 SeitenPlanejamento sistemático de layout em pequena fábricaFernando RezendeNoch keine Bewertungen
- 3 4 FuncionaisDokument40 Seiten3 4 FuncionaisJoão Vítor Guedes de AraujoNoch keine Bewertungen
- Fluxo de Valor e Desperdícios em Metal-MecânicaDokument67 SeitenFluxo de Valor e Desperdícios em Metal-MecânicaFlávio TajiriNoch keine Bewertungen
- Projeto de FábricaDokument26 SeitenProjeto de FábricaRobson CaiadoNoch keine Bewertungen
- Teste pressão vasos caldeirasDokument15 SeitenTeste pressão vasos caldeirasPedro HenriqueNoch keine Bewertungen
- Principais componentes e sistemas de turbinas a vaporDokument86 SeitenPrincipais componentes e sistemas de turbinas a vaporLuciano Marcelo OliveiraNoch keine Bewertungen
- Manual Turbina TM 35000ADokument53 SeitenManual Turbina TM 35000ALuciano Marcelo OliveiraNoch keine Bewertungen
- TurbinasDokument43 SeitenTurbinasRafael BettencourtNoch keine Bewertungen
- Valvulas HidráulicasDokument9 SeitenValvulas HidráulicasLaylla SilvaNoch keine Bewertungen
- Turbinas A VaporDokument92 SeitenTurbinas A VaporadocicaNoch keine Bewertungen
- Dados TecnicosDokument1 SeiteDados TecnicosLuciano Marcelo OliveiraNoch keine Bewertungen
- Manual 300 - PTBRDokument46 SeitenManual 300 - PTBRLuciano Marcelo OliveiraNoch keine Bewertungen
- Artigo Tecnico Vasos de PressãoDokument2 SeitenArtigo Tecnico Vasos de PressãoLuciano Marcelo OliveiraNoch keine Bewertungen
- ProjectDokument104 SeitenProjectCleiber SantosNoch keine Bewertungen
- Valvula de Controle, Fonte de Pesquisa e TrabalhoDokument259 SeitenValvula de Controle, Fonte de Pesquisa e TrabalhoLu SampaioNoch keine Bewertungen
- ProjectDokument104 SeitenProjectCleiber SantosNoch keine Bewertungen
- Spirax SarcoDokument52 SeitenSpirax SarcoDaniel RivaldiNoch keine Bewertungen
- Geremia Linha GODokument10 SeitenGeremia Linha GOLuciano Marcelo OliveiraNoch keine Bewertungen
- Guia 05 - INSPEÇÃO DE CALDEIRAS - 2020 PDFDokument72 SeitenGuia 05 - INSPEÇÃO DE CALDEIRAS - 2020 PDFLucas Santos100% (1)
- Calc Redutor1Dokument1 SeiteCalc Redutor1Riky PtNoch keine Bewertungen
- ProjectDokument104 SeitenProjectCleiber SantosNoch keine Bewertungen
- Inspeção tanques armazenamentoDokument82 SeitenInspeção tanques armazenamentoSaulo Roseira100% (1)
- Avaliação de máquinas e equipamentosDokument16 SeitenAvaliação de máquinas e equipamentosRonnie BarbosaNoch keine Bewertungen
- ABNT NBR 14276 (1999) - Programa de Brigada de IncendioDokument15 SeitenABNT NBR 14276 (1999) - Programa de Brigada de Incendiodiego1313Noch keine Bewertungen
- O Paradoxo Do Nivelamento Cap 7Dokument21 SeitenO Paradoxo Do Nivelamento Cap 7Luciano Marcelo OliveiraNoch keine Bewertungen
- Introdução aos princípios básicos da manufatura enxutaDokument28 SeitenIntrodução aos princípios básicos da manufatura enxutaLuciano Marcelo OliveiraNoch keine Bewertungen
- Símbolos de tubulação e acessóriosDokument32 SeitenSímbolos de tubulação e acessóriosAntonio AbreuNoch keine Bewertungen
- 2014 UFMS Grupo D SINALIZAÇÃO Sinalização PDFDokument85 Seiten2014 UFMS Grupo D SINALIZAÇÃO Sinalização PDFJack CorreiaNoch keine Bewertungen
- Comparação de metodologias para determinação da carga de colapso em estruturas metálicasDokument26 SeitenComparação de metodologias para determinação da carga de colapso em estruturas metálicasLuciano Marcelo OliveiraNoch keine Bewertungen
- N-0057 - G (Projeto Mecânico de Tubulações Industriais)Dokument79 SeitenN-0057 - G (Projeto Mecânico de Tubulações Industriais)Luciano Marcelo OliveiraNoch keine Bewertungen
- Projeto Mecânico e Construção de Vaso de Pressão - UfesDokument159 SeitenProjeto Mecânico e Construção de Vaso de Pressão - UfesLuis Felipe100% (1)
- Projeto Mecânico e Construção de Vaso de Pressão - UfesDokument159 SeitenProjeto Mecânico e Construção de Vaso de Pressão - UfesLuis Felipe100% (1)
- Autonoma Ç Ão (Jidoka)Dokument58 SeitenAutonoma Ç Ão (Jidoka)Luciano Marcelo OliveiraNoch keine Bewertungen
- Boleto 3 Parcela - Vicente de Paula Da Silveira Cavalcante - 10 203 - 12 103Dokument1 SeiteBoleto 3 Parcela - Vicente de Paula Da Silveira Cavalcante - 10 203 - 12 103ROBERTA CHAGASNoch keine Bewertungen
- Normas e legislação sobre resíduos sólidosDokument5 SeitenNormas e legislação sobre resíduos sólidoslsmlsmNoch keine Bewertungen
- Sérgio Lessa - Abaixo A Família Monogâmica!Dokument82 SeitenSérgio Lessa - Abaixo A Família Monogâmica!Luis BorgesNoch keine Bewertungen
- APS Sustentabilidade e Responsabilidade SocialDokument29 SeitenAPS Sustentabilidade e Responsabilidade SocialMaxSilvaNoch keine Bewertungen
- Código Tributário de Santana de Parnaíba - SPDokument165 SeitenCódigo Tributário de Santana de Parnaíba - SPJuliana Furlaneto do NascimentoNoch keine Bewertungen
- 1.relatorio Supressao Vegetal UTE Portocem V01Dokument92 Seiten1.relatorio Supressao Vegetal UTE Portocem V01Fabio PrandiniNoch keine Bewertungen
- CGP - Cristina MochalesDokument47 SeitenCGP - Cristina MochalesAuro MondlaneNoch keine Bewertungen
- CP4Dokument12 SeitenCP4Rita Brando AlbinoNoch keine Bewertungen
- PoderExecutivo (20240223)Dokument28 SeitenPoderExecutivo (20240223)mauricioNoch keine Bewertungen
- Roteiro Do Relatorio Parcial PDFDokument2 SeitenRoteiro Do Relatorio Parcial PDFPaulo Roberto Marques de OliveiraNoch keine Bewertungen
- Globalizacao Do Mercado-1Dokument19 SeitenGlobalizacao Do Mercado-1Wyng Da Felyzitah LambaneNoch keine Bewertungen
- Cadastro de transportadores de resíduos da construção civil em SPDokument51 SeitenCadastro de transportadores de resíduos da construção civil em SPPaulo SilvaNoch keine Bewertungen
- Contrato de Locação ResidencialDokument6 SeitenContrato de Locação ResidencialTania Marcia SimoesNoch keine Bewertungen
- Livreto WAM Fidelidade - Digital AtualizadoDokument1 SeiteLivreto WAM Fidelidade - Digital AtualizadoDavid AlencarNoch keine Bewertungen
- Sistema Fiscal AngolanoDokument50 SeitenSistema Fiscal Angolanojoanasilvanunes93% (14)
- Apostila Assistente Administrativo EBSERH 2020 PDFDokument10 SeitenApostila Assistente Administrativo EBSERH 2020 PDFGiba ReisNoch keine Bewertungen
- Contrato Festa Terceiro AnoDokument12 SeitenContrato Festa Terceiro AnoRafaelNettoNoch keine Bewertungen
- Boletim BM&FBOVESPA: IBOVESPA cai 0,46Dokument229 SeitenBoletim BM&FBOVESPA: IBOVESPA cai 0,46Eric FrancoNoch keine Bewertungen
- BNDES Setorial 40Dokument482 SeitenBNDES Setorial 40Adriano MariniNoch keine Bewertungen
- Grupos geradores reduzem custos com energia em Araguaína-TODokument7 SeitenGrupos geradores reduzem custos com energia em Araguaína-TOavimaperNoch keine Bewertungen
- Mart Minas Compras Faz. Pontal de Minas PDFDokument2 SeitenMart Minas Compras Faz. Pontal de Minas PDFRogério TeixeiraNoch keine Bewertungen
- Curso online de Administração PúblicaDokument26 SeitenCurso online de Administração PúblicaSérgio SousaNoch keine Bewertungen
- Aula 03 (Online) - Geografia (João Felipe)Dokument19 SeitenAula 03 (Online) - Geografia (João Felipe)KhyashiNoch keine Bewertungen
- AD2 - Geografia Do Estado Do Rio de JaneiroDokument3 SeitenAD2 - Geografia Do Estado Do Rio de Janeiroapollo martinsNoch keine Bewertungen
- LITIGÂNCIA DE MÁ-FÉ NA CONTESTAÇÃO DE RECLAMAÇÃO TRABALHISTADokument19 SeitenLITIGÂNCIA DE MÁ-FÉ NA CONTESTAÇÃO DE RECLAMAÇÃO TRABALHISTAEdilsonXavier De Oliveira EdilsonNoch keine Bewertungen
- Aproximações sobre território e políticas sociaisDokument13 SeitenAproximações sobre território e políticas sociaisMariana GalvãoNoch keine Bewertungen
- Folha 01 Indústria PDFDokument3 SeitenFolha 01 Indústria PDFTalyson AreiasNoch keine Bewertungen
- Sucessões numéricas e limitesDokument12 SeitenSucessões numéricas e limitesFernando DelavegaNoch keine Bewertungen
- Análise Gerencial de Custos - 2Dokument20 SeitenAnálise Gerencial de Custos - 2Andrey Matheus0% (1)
- Supermercado, Mercearia e SimilarDokument33 SeitenSupermercado, Mercearia e SimilarJoão Victor OliveiraNoch keine Bewertungen