Das könnte Ihnen auch gefallen
- Condensers and Cooling TowerDokument27 SeitenCondensers and Cooling TowerVenkateswarlu VelisalaNoch keine Bewertungen
- Chapter No-5 Steam Condensers and Cooling Towers Marks-16Dokument22 SeitenChapter No-5 Steam Condensers and Cooling Towers Marks-16Vera WidyaNoch keine Bewertungen
- CondensersDokument25 SeitenCondensersARSAL HASHMINoch keine Bewertungen
- Steam Condensers and Cooling TowersDokument22 SeitenSteam Condensers and Cooling Towersذال شراحبئيلNoch keine Bewertungen
- 9 Condenser-1Dokument50 Seiten9 Condenser-1as2899142Noch keine Bewertungen
- Steam CondenserDokument26 SeitenSteam CondenserPushkar Pandit100% (1)
- Condenser Cooling Towers 216Dokument28 SeitenCondenser Cooling Towers 216rajushamla9927Noch keine Bewertungen
- ME 310a Steam Turbines: Cooling TowersDokument33 SeitenME 310a Steam Turbines: Cooling Towersshivkumar shindeNoch keine Bewertungen
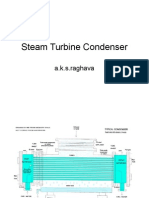
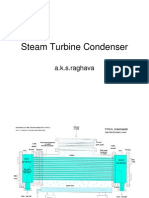
- Steam Turbine Condenser: A.k.s.raghavaDokument72 SeitenSteam Turbine Condenser: A.k.s.raghavaRachit KhannaNoch keine Bewertungen
- Surface Condenser Operation Steam Surface Condenser Air RemovalDokument10 SeitenSurface Condenser Operation Steam Surface Condenser Air RemovalJohn Noel TalandronNoch keine Bewertungen
- CondensersDokument34 SeitenCondensersShreyash VihirghareNoch keine Bewertungen
- Condenser in Power PlantDokument20 SeitenCondenser in Power PlantPrabir Kumar PatiNoch keine Bewertungen
- Steam Condensers: 3/28/2015 1 Footer TextDokument23 SeitenSteam Condensers: 3/28/2015 1 Footer TextKumari YehwaNoch keine Bewertungen
- Steam CondensersDokument32 SeitenSteam CondensersaadhithyarajasekaranNoch keine Bewertungen
- Vacuum SystemDokument28 SeitenVacuum SystemDalveer SinghNoch keine Bewertungen
- Vacuum SystemDokument28 SeitenVacuum SystemSam100% (1)
- Air Conditioning TechnologyDokument9 SeitenAir Conditioning TechnologyAhmed AzadNoch keine Bewertungen
- Chapter 7 - Steam CondensorDokument43 SeitenChapter 7 - Steam CondensorrrhoshackNoch keine Bewertungen
- CondenserDokument37 SeitenCondenserGaurav SrivastavaNoch keine Bewertungen
- PEPOI Condenser Performance BasicsDokument26 SeitenPEPOI Condenser Performance BasicsFranz MonsantoNoch keine Bewertungen
- Turbine Vacuum System in Thermal Power PlantDokument28 SeitenTurbine Vacuum System in Thermal Power PlantAshwani Dogra100% (1)
- CondenserDokument8 SeitenCondenserManish MauryaNoch keine Bewertungen
- Condenser Efficiency EngineeringDokument9 SeitenCondenser Efficiency Engineeringโอม ปามาติกะ100% (2)
- Closed Feed Water HeatersDokument56 SeitenClosed Feed Water HeatersAnudeep ChittluriNoch keine Bewertungen
- Vacuum SystemDokument28 SeitenVacuum SystemHamid ArizNoch keine Bewertungen
- Operation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleDokument31 SeitenOperation and Protection of 210 MW Turbine Condensation Extracton Pump and Condensation CycleAshish Lanjewar100% (1)
- CONDENSER SchemeDokument47 SeitenCONDENSER SchemeAbhishek SinhaNoch keine Bewertungen
- Chiller Plant DesignDokument48 SeitenChiller Plant Designryxor-mrbl100% (1)
- Steam Jet Refrigeration SystemDokument9 SeitenSteam Jet Refrigeration SystemHenok GhidayNoch keine Bewertungen
- Basic Air Conditioning System.2022 NotesDokument25 SeitenBasic Air Conditioning System.2022 NotesKITSAO SAMUELNoch keine Bewertungen
- Design Guidelines For A Successful Steam Desuperheater InstallationDokument6 SeitenDesign Guidelines For A Successful Steam Desuperheater Installation련서긔Noch keine Bewertungen
- Refrigerating PlantDokument2 SeitenRefrigerating PlantMerie Ann DudangNoch keine Bewertungen
- Large Chilled Water SystemDokument314 SeitenLarge Chilled Water SystemEsteban Lopez Arboleda100% (3)
- ECM Steam Short NotesDokument15 SeitenECM Steam Short NotesVinay PanditNoch keine Bewertungen
- CONDENSEr GLDokument37 SeitenCONDENSEr GLharisankar100% (1)
- Vacuum SystemDokument49 SeitenVacuum Systemssmith2007100% (3)
- Air CycleDokument30 SeitenAir CycleSalokya KhandelwalNoch keine Bewertungen
- Energy Conservation MeasuresDokument22 SeitenEnergy Conservation MeasuresGritty VimalNoch keine Bewertungen
- Jgl710 30 CondenserDokument37 SeitenJgl710 30 CondenserVaibhav SarinNoch keine Bewertungen
- CondenserDokument72 SeitenCondensersprotkar100% (5)
- Chiller OperationDokument6 SeitenChiller OperationKannan Vellasamy67% (3)
- 7th Lecture - Humidifiers and Its TypesDokument21 Seiten7th Lecture - Humidifiers and Its TypesHaseeb RazaNoch keine Bewertungen
- Condenser Oxygen ControlDokument6 SeitenCondenser Oxygen Controlhappale2002Noch keine Bewertungen
- Condensate SystemDokument35 SeitenCondensate SystemSam100% (6)
- Evaporator AccessoriesDokument21 SeitenEvaporator AccessoriesgrittyptNoch keine Bewertungen
- Lecture 5 Compression ContDokument19 SeitenLecture 5 Compression ContEsapermana RiyanNoch keine Bewertungen
- Thermal Engineering-CondenserDokument17 SeitenThermal Engineering-CondenserJayNoch keine Bewertungen
- Mechanically Pumped Liquid - Overfeed EvaporatorsDokument10 SeitenMechanically Pumped Liquid - Overfeed Evaporators霍广东Noch keine Bewertungen
- Mass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil YadavDokument21 SeitenMass Transfer Lab Presentation: By-Shubham Sachan Rajdeep Singh Shashwat Tiwari Sahil Yadavbadshah sharmaNoch keine Bewertungen
- Condenser - Valuable Book PDFDokument6 SeitenCondenser - Valuable Book PDFRajesh OwaiyarNoch keine Bewertungen
- Basic Desuperheater TypesDokument28 SeitenBasic Desuperheater Typesshan07011984100% (1)
- Condenser in Ammonia PlantDokument19 SeitenCondenser in Ammonia PlantRana UzairNoch keine Bewertungen
- Steam CondenserDokument16 SeitenSteam CondenserAtharv MarneNoch keine Bewertungen
- Bell's Method: - Bell's Method The Heat-Transfer Coefficient and Pressure Drop Are Estimated FromDokument85 SeitenBell's Method: - Bell's Method The Heat-Transfer Coefficient and Pressure Drop Are Estimated Fromramesh pokhrelNoch keine Bewertungen
- Feed Water Heaters SeimnarDokument50 SeitenFeed Water Heaters SeimnarRam100% (1)
- Understanding Process Equipment for Operators and EngineersVon EverandUnderstanding Process Equipment for Operators and EngineersBewertung: 4.5 von 5 Sternen4.5/5 (3)
- Oil and Gas Artificial Fluid Lifting TechniquesVon EverandOil and Gas Artificial Fluid Lifting TechniquesBewertung: 5 von 5 Sternen5/5 (1)
- Simple Plumbing Repairs for the Home and FarmsteadVon EverandSimple Plumbing Repairs for the Home and FarmsteadNoch keine Bewertungen
- GATE Chemical Engineering 2003 PDFDokument12 SeitenGATE Chemical Engineering 2003 PDFVenkatesh ChNoch keine Bewertungen
- GATE Chemical Engineering 1999 PDFDokument8 SeitenGATE Chemical Engineering 1999 PDFVenkatesh ChNoch keine Bewertungen
- Gatechemical 2012Dokument20 SeitenGatechemical 2012Venkatesh ChNoch keine Bewertungen
- GATE Chemical Engineering 2006 PDFDokument12 SeitenGATE Chemical Engineering 2006 PDFBhuvana Sundar BagavathiNoch keine Bewertungen
- Vle ExpDokument10 SeitenVle ExpVenkatesh ChNoch keine Bewertungen
- Internship ReportDokument72 SeitenInternship ReportVenkatesh ChNoch keine Bewertungen
- History of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessDokument3 SeitenHistory of LPG-Propane - Who Invented or Discovered It & When - Origin of LPG - ELGAS - LPG Gas For Home & BusinessVenkatesh ChNoch keine Bewertungen
- Ndustry Egment Rofile: CompositesDokument37 SeitenNdustry Egment Rofile: CompositesVenkatesh Ch100% (1)
- NCERT Geo Hist Pol Eco SC NotesDokument437 SeitenNCERT Geo Hist Pol Eco SC NotesArya SNoch keine Bewertungen
- Technical Specification GIGANTE - Infant Warmer NEOSOLUTION - 2 PDFDokument2 SeitenTechnical Specification GIGANTE - Infant Warmer NEOSOLUTION - 2 PDFGregoryLozanoNoch keine Bewertungen
- APCS-26 HempelDokument4 SeitenAPCS-26 HempelarjunmohananNoch keine Bewertungen
- Atmospheric Soundings Stability - ActivitiesDokument9 SeitenAtmospheric Soundings Stability - ActivitiesAdrià Chavanel I SaltóNoch keine Bewertungen
- Brochure - Tewameter TMHexDokument2 SeitenBrochure - Tewameter TMHexSanggari MogarajaNoch keine Bewertungen
- Tds - Stucco Antica - English - Issued.18.11.2002Dokument3 SeitenTds - Stucco Antica - English - Issued.18.11.2002BNoch keine Bewertungen
- Crop ProcessingDokument8 SeitenCrop ProcessingShaznay Shello Rine MagoNoch keine Bewertungen
- E104 32317Dokument5 SeitenE104 32317ImmerNoch keine Bewertungen
- DP A120 ServiceDokument222 SeitenDP A120 ServiceSebastian SettiminiNoch keine Bewertungen
- HVAC Design of SubmarineDokument19 SeitenHVAC Design of Submarinemohammed ramzi CHAHBINoch keine Bewertungen
- En GBDokument4 SeitenEn GBahmedNoch keine Bewertungen
- Mil STD 2164 PDFDokument50 SeitenMil STD 2164 PDFsouheil_souNoch keine Bewertungen
- Evaporative Cooler User Manual: Read and Save These InstructionsDokument12 SeitenEvaporative Cooler User Manual: Read and Save These InstructionsFebin JosephNoch keine Bewertungen
- Operation Manual - DMT40 CE With WEK - DMT403B1503EUDokument34 SeitenOperation Manual - DMT40 CE With WEK - DMT403B1503EUSoner SelcukNoch keine Bewertungen
- Is 3144Dokument26 SeitenIs 3144Indira BanerjeeNoch keine Bewertungen
- Geography Mark Scheme Grade 12 Paper 1 MainDokument8 SeitenGeography Mark Scheme Grade 12 Paper 1 MainRavi MothoorNoch keine Bewertungen
- Paper - Smart Heart Rate Monitoring System Using Arduino UnoDokument6 SeitenPaper - Smart Heart Rate Monitoring System Using Arduino Unom.hasan3444Noch keine Bewertungen
- Trymer Installation GuidlinesDokument26 SeitenTrymer Installation GuidlinesElankumaran PeriakaruppanNoch keine Bewertungen
- Unit 5 Refrigeration and FreezingDokument21 SeitenUnit 5 Refrigeration and FreezingRose Vee TenorioNoch keine Bewertungen
- Dew Point Temperature (°C) : Relative Air Humidity (%)Dokument2 SeitenDew Point Temperature (°C) : Relative Air Humidity (%)Jamsheed Ap Kadangod100% (1)
- Interline 975: Solvent Free Epoxy Tank CoatingDokument4 SeitenInterline 975: Solvent Free Epoxy Tank Coatingnoto.sugiartoNoch keine Bewertungen
- DryingDokument8 SeitenDryingGeeva Prasanth ANoch keine Bewertungen
- 10 - Chapter 2 PDFDokument43 Seiten10 - Chapter 2 PDFgetsweetNoch keine Bewertungen
- Hammer Nutrition - The Endurance Athlete's Guide To SuccessDokument144 SeitenHammer Nutrition - The Endurance Athlete's Guide To Successpgcal3818Noch keine Bewertungen
- Why Humidify in The Textile IndustryDokument2 SeitenWhy Humidify in The Textile IndustrySuresh Gadhwal100% (1)
- Desai Sir GRPDokument50 SeitenDesai Sir GRPvandanavenkat325Noch keine Bewertungen
- Unit 1-10Dokument59 SeitenUnit 1-10Hương Nguyễn thiênNoch keine Bewertungen
- ECV5701 Notes For Concrete Inspection and Assessment-1Dokument19 SeitenECV5701 Notes For Concrete Inspection and Assessment-1ahmed almhjani100% (1)
- RPH ReviewerDokument34 SeitenRPH ReviewerDISTOR, JOSH GABRIELNoch keine Bewertungen
- Ansi Asabe Ep270.5-2003 (2008)Dokument20 SeitenAnsi Asabe Ep270.5-2003 (2008)Stephan100% (2)