Das könnte Ihnen auch gefallen
- Module 4 Weld Geometry and Welding Symbols-1Dokument87 SeitenModule 4 Weld Geometry and Welding Symbols-1Miki Jaksic100% (1)
- Welding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedDokument4 SeitenWelding Inspection: Multi-Choice Questions Paper 3 Please Return This Paper UnmarkedPratheep ShansNoch keine Bewertungen
- Weld DimensionsDokument14 SeitenWeld DimensionsEftim VlaskiNoch keine Bewertungen
- On-Site Materialographic Preparation and Examination: Battery-Powered, Portable Materialographic EquipmentDokument8 SeitenOn-Site Materialographic Preparation and Examination: Battery-Powered, Portable Materialographic EquipmentsantanuriniNoch keine Bewertungen
- Welding Galvanized SteelDokument6 SeitenWelding Galvanized SteelmperelmuterNoch keine Bewertungen
- No. 46 European Crane RailDokument3 SeitenNo. 46 European Crane RailLainhatanhNoch keine Bewertungen
- Casting Quality and InspectionDokument11 SeitenCasting Quality and InspectionisaacNoch keine Bewertungen
- Arc Welding Electrodes Powerpoint PPT PresentationDokument4 SeitenArc Welding Electrodes Powerpoint PPT PresentationramuNoch keine Bewertungen
- Gtaw WeldingDokument37 SeitenGtaw WeldingSadhasivam VeluNoch keine Bewertungen
- Welding QuestionnairDokument44 SeitenWelding QuestionnairmqblahmdNoch keine Bewertungen
- Submerged Arc Welding: Training & EducationDokument17 SeitenSubmerged Arc Welding: Training & Educationtanveer ahmedNoch keine Bewertungen
- Introducing Cold Pilger Mill Technology - Tube and Pipe ProductionDokument4 SeitenIntroducing Cold Pilger Mill Technology - Tube and Pipe Productionribeiro30Noch keine Bewertungen
- (John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Dokument7 Seiten(John Norrish) Advanced Welding Processes (BookFi) - Pages-85-91Yusuf DarellNoch keine Bewertungen
- Cswip - Section 16-Welding Consumables PDFDokument15 SeitenCswip - Section 16-Welding Consumables PDFNsidibe Michael EtimNoch keine Bewertungen
- Acceptance CriteriaDokument19 SeitenAcceptance CriteriaAnonymous 5iv0i3cZNoch keine Bewertungen
- Application of Power Electronics: WeldingDokument16 SeitenApplication of Power Electronics: WeldingshubhamNoch keine Bewertungen
- Basic Weld MetallurgyDokument34 SeitenBasic Weld Metallurgydaha333Noch keine Bewertungen
- Welding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedDokument4 SeitenWelding Inspection: Multi-Choice Questions Paper 1 Please Return This Paper UnmarkedSurendra KamalNoch keine Bewertungen
- Resistance WeldingDokument24 SeitenResistance WeldingSenthil Kumar K LNoch keine Bewertungen
- Welddefects As Per Iso 5817Dokument40 SeitenWelddefects As Per Iso 5817shruthiNoch keine Bewertungen
- 3.0 Welding Imperfections and Material InspectionDokument38 Seiten3.0 Welding Imperfections and Material InspectionfinhayNoch keine Bewertungen
- Gas Cutting WLDNG Process - 06 - Module 6Dokument100 SeitenGas Cutting WLDNG Process - 06 - Module 6sskiitb100% (1)
- ARTICLE - Destructive Testing Basics (2012)Dokument4 SeitenARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNoch keine Bewertungen
- Welding TWIDokument16 SeitenWelding TWIEngr Arfan Ali DhamrahoNoch keine Bewertungen
- Rail WeldingDokument4 SeitenRail WeldingOlga Sandoval RomeroNoch keine Bewertungen
- Weld DefectsDokument23 SeitenWeld DefectsSridhar CnNoch keine Bewertungen
- ASTM Welding Tips A410 To A643Dokument20 SeitenASTM Welding Tips A410 To A643MARIO HUAMANNoch keine Bewertungen
- 2017 Welding School CatalogDokument34 Seiten2017 Welding School CatalogDiego AlonsoNoch keine Bewertungen
- Weldability - Introduction To MIG WeldingDokument16 SeitenWeldability - Introduction To MIG WeldingMaureen BairdNoch keine Bewertungen
- Job Knowledge 68Dokument8 SeitenJob Knowledge 68Mehmet Soysal100% (1)
- SS 409M WeldingDokument12 SeitenSS 409M WeldingwentropremNoch keine Bewertungen
- How To Read Welding GaugesDokument8 SeitenHow To Read Welding Gaugeservikas34Noch keine Bewertungen
- 2-3 Diffusion WeldingDokument40 Seiten2-3 Diffusion WeldingvaidyanathanNoch keine Bewertungen
- MODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsDokument7 SeitenMODULE 9 - Weld and Base Metal Discontinuities Discontinuity: Discontinuity IsNsidibe Michael EtimNoch keine Bewertungen
- WeldingDokument21 SeitenWeldingprabhatkumar_6657012Noch keine Bewertungen
- Weld Joint Preparation ISO 9692Dokument46 SeitenWeld Joint Preparation ISO 9692biancogallazziNoch keine Bewertungen
- Mmaw & GmawDokument54 SeitenMmaw & GmawSelvakumaran DhandapaniNoch keine Bewertungen
- Surface RoughnessDokument6 SeitenSurface RoughnessASHFAQ5015100% (1)
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDokument41 SeitenIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNoch keine Bewertungen
- Projection WeldDokument20 SeitenProjection WeldCebrac ItatibaNoch keine Bewertungen
- CSWIP Welder Training: SymbolsDokument52 SeitenCSWIP Welder Training: SymbolsBUDAPESNoch keine Bewertungen
- Hydro Aluminium - AlSi7Mg0.6Dokument2 SeitenHydro Aluminium - AlSi7Mg0.6Raj PrasanthNoch keine Bewertungen
- Lincoln Welding MachineDokument4 SeitenLincoln Welding MachinemevansmetreelNoch keine Bewertungen
- DIN Grades SteelDokument7 SeitenDIN Grades SteelJai BhandariNoch keine Bewertungen
- WIS5 Paper 1 Rev 3Dokument4 SeitenWIS5 Paper 1 Rev 3ghcalotaNoch keine Bewertungen
- ConsumablesDokument28 SeitenConsumablesadeoye_okunoyeNoch keine Bewertungen
- Welding - Joint - Symbols ISO 2553Dokument32 SeitenWelding - Joint - Symbols ISO 2553Silvio ZappinoNoch keine Bewertungen
- Stainless Steel Electrodes EngDokument18 SeitenStainless Steel Electrodes EngKeneth Del CarmenNoch keine Bewertungen
- Multiple Choice 6 Welding ConsumablesDokument8 SeitenMultiple Choice 6 Welding ConsumablesChandra Mohan0% (1)
- CSWIP Day3Dokument35 SeitenCSWIP Day3rac mediaNoch keine Bewertungen
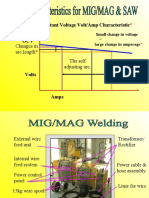
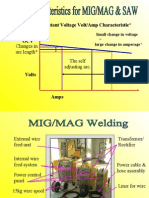
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDokument35 SeitenConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNoch keine Bewertungen
- Mig Mag Saw CswipDokument35 SeitenMig Mag Saw CswipHamza DhariwalNoch keine Bewertungen
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDokument35 SeitenConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcWidada Wanto100% (1)
- A Welding Process:: Special Equipment Used With Method, For Producing WeldsDokument19 SeitenA Welding Process:: Special Equipment Used With Method, For Producing WeldsThe Engineers EDGE, CoimbatoreNoch keine Bewertungen
- Day 5 Welding Process, Electrode - SMAW & GMAWDokument32 SeitenDay 5 Welding Process, Electrode - SMAW & GMAWRohit KambleNoch keine Bewertungen
- CSWIP 3.1 PracticeDokument6 SeitenCSWIP 3.1 PracticeVinai Vikram100% (1)
- Submerged Arc Welding (Saw)Dokument5 SeitenSubmerged Arc Welding (Saw)Nnaji Chukwuma SlamNoch keine Bewertungen
- Introduction To GMAWDokument63 SeitenIntroduction To GMAWRumman Ul AhsanNoch keine Bewertungen
- HDG Additional TestsDokument3 SeitenHDG Additional TestsMehman NasibovNoch keine Bewertungen
- Kerosene/Diesel Portable Forced Air Heaters: Owner'S ManualDokument60 SeitenKerosene/Diesel Portable Forced Air Heaters: Owner'S ManualBrian Michael100% (1)
- Bar GDokument2 SeitenBar GMehman NasibovNoch keine Bewertungen
- Ceriated Tungsten ElectrodeDokument1 SeiteCeriated Tungsten ElectrodeMehman NasibovNoch keine Bewertungen
- Pipe ThicknessDokument26 SeitenPipe ThicknessMehman NasibovNoch keine Bewertungen
- Riello Burner Handbook PDFDokument169 SeitenRiello Burner Handbook PDFqaedmahmoodNoch keine Bewertungen
- Materials Week 1Dokument19 SeitenMaterials Week 1Mehman NasibovNoch keine Bewertungen
- Additional Tests: Adherence TestDokument3 SeitenAdditional Tests: Adherence TestMehman NasibovNoch keine Bewertungen
- Galvanized Coating AppearanceDokument8 SeitenGalvanized Coating AppearanceEidrish ShaikhNoch keine Bewertungen
- Alloy904L SpecSheet PDFDokument2 SeitenAlloy904L SpecSheet PDFPieter BrodeouxNoch keine Bewertungen
- Astm A694 F65Dokument1 SeiteAstm A694 F65adenlanNoch keine Bewertungen
- Comparison of Steel Grades by ChemistryDokument5 SeitenComparison of Steel Grades by ChemistryMehman NasibovNoch keine Bewertungen
- HDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LDokument2 SeitenHDG Datasheet 4b A Guide To Hot Dip Galvanizing To Standard BS en ISO 1461 Low Res LMehman NasibovNoch keine Bewertungen
- TECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterDokument1 SeiteTECHNICAL NOTE 007 Structural Steel Sub-Grades JR, J0 and J2 Does It MatterOM PRAKASH PALNoch keine Bewertungen
- Mechanical GalvDokument11 SeitenMechanical GalvMehman NasibovNoch keine Bewertungen
- Fine GrainDokument1 SeiteFine GrainMehman NasibovNoch keine Bewertungen
- Grain SizeDokument2 SeitenGrain Sizeprabhjot singh1Noch keine Bewertungen
- Osha 1910 PDFDokument846 SeitenOsha 1910 PDFsgh1355100% (2)
- Airblast Blastroom 05.03.2018Dokument16 SeitenAirblast Blastroom 05.03.2018Mehman Nasibov100% (1)
- Air Quality Manual WebDokument18 SeitenAir Quality Manual WebCarlos AlfaroNoch keine Bewertungen
- Brazing Is A MetalDokument2 SeitenBrazing Is A MetalMehman NasibovNoch keine Bewertungen
- WP 1eoazz ST Gas 0003 11 c04 MtoDokument1 SeiteWP 1eoazz ST Gas 0003 11 c04 MtoMehman NasibovNoch keine Bewertungen
- Ad-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationDokument19 SeitenAd-Cdzzzz-Cv-Spe-0032-000 Specification For Structural and Miscellaneous Materials and FabricationMehman NasibovNoch keine Bewertungen
- ASTM A333 Grade 6 SpecificationDokument9 SeitenASTM A333 Grade 6 SpecificationmaldonadohansNoch keine Bewertungen
- Equipment List Dry Section: 3871-VZ-LE-000006Dokument9 SeitenEquipment List Dry Section: 3871-VZ-LE-000006Mehman NasibovNoch keine Bewertungen
- Material Fractures PDFDokument22 SeitenMaterial Fractures PDFMehman NasibovNoch keine Bewertungen
- Structural Steel GradesDokument39 SeitenStructural Steel GradesMehman Nasibov100% (1)
- ABSC 2452 Blast MachineDokument8 SeitenABSC 2452 Blast MachineMehman NasibovNoch keine Bewertungen
- Application Procedure For Interzone 505 and Interthane 990 SystemDokument16 SeitenApplication Procedure For Interzone 505 and Interthane 990 SystemMehman NasibovNoch keine Bewertungen
- Nominal Pipe Size Chart in Inch and MMDokument2 SeitenNominal Pipe Size Chart in Inch and MMMehman NasibovNoch keine Bewertungen
- Dulux 1.1.2 Mild Steel - Surface PreparationDokument2 SeitenDulux 1.1.2 Mild Steel - Surface PreparationHIPAPNoch keine Bewertungen
- Quiz Rce 309Dokument4 SeitenQuiz Rce 309abhiNoch keine Bewertungen
- Design Software and Supporting Tool: Hydranautics - NittoDokument25 SeitenDesign Software and Supporting Tool: Hydranautics - NittoAbdelhakim AkroucheNoch keine Bewertungen
- Lechlanche CellDokument2 SeitenLechlanche CellShakku BhaiNoch keine Bewertungen
- Maintenance Tips On OilDokument12 SeitenMaintenance Tips On OilAndrea StoneNoch keine Bewertungen
- Pipe Rolers and SupportDokument16 SeitenPipe Rolers and SupportAhmed YousriNoch keine Bewertungen
- Design and Analysis of Eot Crane Hook For Various Cross SectionsDokument6 SeitenDesign and Analysis of Eot Crane Hook For Various Cross SectionsFiroz PawaskarNoch keine Bewertungen
- Sarvatobhadra VatiDokument3 SeitenSarvatobhadra VatiHarshaNoch keine Bewertungen
- Sabp A 014 PDFDokument22 SeitenSabp A 014 PDFShubhodeep SarkarNoch keine Bewertungen
- Bostik Boscoprime 1 Rev1Dokument2 SeitenBostik Boscoprime 1 Rev1Loyd EncinaNoch keine Bewertungen
- Ipex - 2009 - Abs Chemical Resistance GuideDokument22 SeitenIpex - 2009 - Abs Chemical Resistance GuideHenrique Ribeiro Piaggio CardosoNoch keine Bewertungen
- Pmgsy Bridge For 3.8 CroresDokument234 SeitenPmgsy Bridge For 3.8 CroresSantosh ReddyNoch keine Bewertungen
- Solcart B PDFDokument8 SeitenSolcart B PDFMohammad AshrafNoch keine Bewertungen
- SikaBond Construction AdhesiveDokument2 SeitenSikaBond Construction AdhesiveRahmatNoch keine Bewertungen
- Box Culvert - ISDokument14 SeitenBox Culvert - ISShyamontika Choudhury ChakrabartiNoch keine Bewertungen
- 7m.span SlabDokument15 Seiten7m.span SlabEngineeri TadiyosNoch keine Bewertungen
- D4206Dokument4 SeitenD4206saifullah629Noch keine Bewertungen
- Is 5082 1998 PDFDokument11 SeitenIs 5082 1998 PDFRa Hul0% (1)
- IDFL Test Summary - Air Permeability A4Dokument1 SeiteIDFL Test Summary - Air Permeability A4Keith WilsonNoch keine Bewertungen
- MCQ DESIGN OF Machine Elements - EETP - SVCE - MUNIRAJ - FINAL TEST QUESTIONS - 25Dokument6 SeitenMCQ DESIGN OF Machine Elements - EETP - SVCE - MUNIRAJ - FINAL TEST QUESTIONS - 25munirajNoch keine Bewertungen
- Foxboro 871 PHDokument16 SeitenFoxboro 871 PHelsalseritoNoch keine Bewertungen
- STP 538-1973Dokument239 SeitenSTP 538-1973Tim SchouwNoch keine Bewertungen
- NGDokument23 SeitenNGEngr. Md. Tipu SultanNoch keine Bewertungen
- GP 2 Diagnostic Test Answer KeyDokument11 SeitenGP 2 Diagnostic Test Answer KeyPatricia TorrecampoNoch keine Bewertungen
- Iron - Carbon SystemDokument21 SeitenIron - Carbon SystemYavana KeerthiNoch keine Bewertungen
- Module 3 Chm02L Physical and Chemical Changes - RevisedDokument9 SeitenModule 3 Chm02L Physical and Chemical Changes - RevisedemmanNoch keine Bewertungen
- Chem Unit 5 Quantitative QuestionsDokument27 SeitenChem Unit 5 Quantitative QuestionsRizam UmerNoch keine Bewertungen
- Determination of Bod of Waste Water: Submitted by Shuva Chandra Bose ID: 161116Dokument8 SeitenDetermination of Bod of Waste Water: Submitted by Shuva Chandra Bose ID: 161116shuvobosu262Noch keine Bewertungen
- Specimen MS - Paper 1 OCR Chemistry As-LevelDokument17 SeitenSpecimen MS - Paper 1 OCR Chemistry As-LevelAbdullah HassanyNoch keine Bewertungen
- Influence of Plasticizers On The Properties of Natural Rubber Based CompoundsDokument10 SeitenInfluence of Plasticizers On The Properties of Natural Rubber Based CompoundsRupin SaigalNoch keine Bewertungen