Das könnte Ihnen auch gefallen
- Isemxvi 2010 Ag RsDokument7 SeitenIsemxvi 2010 Ag RsRisti PuspitasariNoch keine Bewertungen
- Micro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)Dokument6 SeitenMicro Slit Machining Using Electro-Discharge Machining With A Modified Rotary Disk Electrode (RDE)ENRIQUE RAMOSNoch keine Bewertungen
- Capstone 2 Presentation - Arnaz (Revised)Dokument12 SeitenCapstone 2 Presentation - Arnaz (Revised)arnazNoch keine Bewertungen
- Cps PrakashDokument190 SeitenCps PrakashPruthvi prutsNoch keine Bewertungen
- A Review Paper On (EDM) Electrical Discharge MachiningDokument3 SeitenA Review Paper On (EDM) Electrical Discharge MachiningVishal Kumar JaiswalNoch keine Bewertungen
- Thesis Mid-TermDokument16 SeitenThesis Mid-TermPardhu NiharNoch keine Bewertungen
- Msword&Rendition 1Dokument22 SeitenMsword&Rendition 1ashwini yewaleNoch keine Bewertungen
- A Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeDokument9 SeitenA Study of Electrical Discharge Grinding Using A Rotary Disk ElectrodeSarath ChandraNoch keine Bewertungen
- Seminar 1Dokument22 SeitenSeminar 1ashwini yewaleNoch keine Bewertungen
- Characterizing The Effects of Micro Electrical DisDokument6 SeitenCharacterizing The Effects of Micro Electrical DisNguyễn Hữu PhấnNoch keine Bewertungen
- NTC 5D 13 (1) (2) (3) : NSP Power Type NTC ThermistorsDokument5 SeitenNTC 5D 13 (1) (2) (3) : NSP Power Type NTC ThermistorsKaveesha DinamiduNoch keine Bewertungen
- BMMP3533 - Labsheet - EDM Die Sinker 20192020Dokument5 SeitenBMMP3533 - Labsheet - EDM Die Sinker 20192020Amilin HatiaraNoch keine Bewertungen
- Effects of Process Parameters On The Performance of Electrical Discharge Machining of AISI M42 High Speed Tool Steel AlloyDokument8 SeitenEffects of Process Parameters On The Performance of Electrical Discharge Machining of AISI M42 High Speed Tool Steel AlloyChiheb BaNoch keine Bewertungen
- Experimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningDokument10 SeitenExperimental Investigation of Inconel 718 During Die-Sinking Electric Discharge MachiningHaydarNoch keine Bewertungen
- Wedm: Influence of Machine Feed Rate in Machining Titanium Ti-6Al-4V Using Brass Wire and Constant Current (4A)Dokument6 SeitenWedm: Influence of Machine Feed Rate in Machining Titanium Ti-6Al-4V Using Brass Wire and Constant Current (4A)Gopinath GangadhariNoch keine Bewertungen
- Electrochemical MachiningDokument22 SeitenElectrochemical MachiningAkshatshuklaNoch keine Bewertungen
- Haneen New PDFDokument185 SeitenHaneen New PDFshahadNoch keine Bewertungen
- Kerf WidthDokument6 SeitenKerf WidthlarryNoch keine Bewertungen
- Surface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Dokument32 SeitenSurface Studies For Electrodischarge Machining (EDM) With Electropolishing and Comparisons With Single-Point Diamond Machining - Part 1Nguyễn Hữu PhấnNoch keine Bewertungen
- 1114meij04 PDFDokument9 Seiten1114meij04 PDFAli RazaNoch keine Bewertungen
- Evaluation of Optimal Parameters For Machining of SS 430 With Wire Cut EdmDokument5 SeitenEvaluation of Optimal Parameters For Machining of SS 430 With Wire Cut EdmCüťièpie DipaNoch keine Bewertungen
- Analytical Design Method Vs FEADokument24 SeitenAnalytical Design Method Vs FEANANDHAKUMAR ANoch keine Bewertungen
- Ijmet: ©iaemeDokument8 SeitenIjmet: ©iaemeIAEME PublicationNoch keine Bewertungen
- Optimization of Surface Finish in EDM: ObjectiveDokument3 SeitenOptimization of Surface Finish in EDM: ObjectiveHuzaifaNoch keine Bewertungen
- Electronics Workbench Lab 6Dokument47 SeitenElectronics Workbench Lab 6Imran ShaukatNoch keine Bewertungen
- A New Approach - MuslimMahardikaDokument15 SeitenA New Approach - MuslimMahardikaheri suhud kustoyo100% (1)
- AcknowledgementDokument11 SeitenAcknowledgementpradeep rocksNoch keine Bewertungen
- Experimental Investigation of Edm Die Sinking Process Parameters On Aluminium Alloy 5083 Using Design of ExperimentDokument7 SeitenExperimental Investigation of Edm Die Sinking Process Parameters On Aluminium Alloy 5083 Using Design of ExperimentAli AliNoch keine Bewertungen
- Experimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodDokument6 SeitenExperimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodVishal Kumar JaiswalNoch keine Bewertungen
- Effect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelDokument5 SeitenEffect of Process Parameters On Performance Measures of Wire EDM For AISI A2 Tool SteelInternational Journal of computational Engineering research (IJCER)Noch keine Bewertungen
- Influence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Dokument11 SeitenInfluence of EDM Process Parameters in Deep Hole Drilling of Inconel 718Pranes RainaNoch keine Bewertungen
- Response Surface Analysis of Electro Jet Drilled Holes: OriginalarticleDokument8 SeitenResponse Surface Analysis of Electro Jet Drilled Holes: Originalarticlesalmaan006Noch keine Bewertungen
- EDM TRG NandamDokument31 SeitenEDM TRG NandamIsaias ConceiçãoNoch keine Bewertungen
- Optimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganDokument4 SeitenOptimisation of EDM Process With Fuzzy Logic Technique: C. K. Biswas and Shailesh DewanganNguyễn Hữu PhấnNoch keine Bewertungen
- A Paper On Al Base Alloys (UddheleomVancron) AeroDokument11 SeitenA Paper On Al Base Alloys (UddheleomVancron) AeroAVINASHNoch keine Bewertungen
- Technology Manual Ps Cnc-V0Dokument75 SeitenTechnology Manual Ps Cnc-V0rajkumaressNoch keine Bewertungen
- Determination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeDokument7 SeitenDetermination of Material Removal Rate in Electro Discharge Machining Through Copper ElectrodeIJRASETPublicationsNoch keine Bewertungen
- Electro Jet DrillingDokument17 SeitenElectro Jet DrillingKaustubh JoshiNoch keine Bewertungen
- EDM and ECM NotesDokument25 SeitenEDM and ECM NotesFRANCIS THOMASNoch keine Bewertungen
- Study On Machining Response in Wire EDM of Inconel 625Dokument8 SeitenStudy On Machining Response in Wire EDM of Inconel 625mustafa sertNoch keine Bewertungen
- A Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationDokument7 SeitenA Brief Review of Die Sinking Electrical Discharging Machining Process Towards AutomationMayank Rajesh Kumar ShrivastavaNoch keine Bewertungen
- Usm, Ecm, EdmDokument24 SeitenUsm, Ecm, EdmFRANCIS THOMASNoch keine Bewertungen
- Edm Exp 6,7,9Dokument19 SeitenEdm Exp 6,7,9Ali RazaNoch keine Bewertungen
- Advanced Manufacturing Technology - Special Manufacturing ProcessesDokument16 SeitenAdvanced Manufacturing Technology - Special Manufacturing ProcessesSteven Goddard100% (1)
- Studying The Effect of Ignition Voltage (Ue) and Amperage (Ie) When Processing Hardened SKD 11 Materials On Wire Cut Electric Discharge Machining (WEDM)Dokument6 SeitenStudying The Effect of Ignition Voltage (Ue) and Amperage (Ie) When Processing Hardened SKD 11 Materials On Wire Cut Electric Discharge Machining (WEDM)International Journal of Innovative Science and Research TechnologyNoch keine Bewertungen
- Study On Effect of Wire EDM Process Parameters Using MADM/MCDM TechniqueDokument81 SeitenStudy On Effect of Wire EDM Process Parameters Using MADM/MCDM TechniqueMaher AhmedNoch keine Bewertungen
- Comparative Performance of Wet and Near-Dry Edm Process For Machining of Oil Hardned Non Sinking Steel MaterialDokument10 SeitenComparative Performance of Wet and Near-Dry Edm Process For Machining of Oil Hardned Non Sinking Steel MaterialIAEME PublicationNoch keine Bewertungen
- Electric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorDokument40 SeitenElectric Discharge Machining (Edm) BY: Dr. Manas Das Assistant ProfessorSrinivasanNoch keine Bewertungen
- A Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718Dokument22 SeitenA Novel Satisfaction Function and Distance-Based Approach For Machining Performance Optimization During Electro-Discharge Machining On Super Alloy Inconel 718mustafa sertNoch keine Bewertungen
- Optimization of Material Removal Rate and Surface Roughness For EN31 Steel in Wire-EDM ProcessDokument4 SeitenOptimization of Material Removal Rate and Surface Roughness For EN31 Steel in Wire-EDM ProcessGopinath GangadhariNoch keine Bewertungen
- Study of Electro-Chemical Machining Process For Drilling HoleDokument6 SeitenStudy of Electro-Chemical Machining Process For Drilling Holekaushalshah28598Noch keine Bewertungen
- Investigation Study of Electrical Discharge Machining Parameters On Material Removal Rate For AISI M2 MaterialDokument5 SeitenInvestigation Study of Electrical Discharge Machining Parameters On Material Removal Rate For AISI M2 MaterialAvinashNoch keine Bewertungen
- Electrochemical Discharge Machining (Ecdm) 3Dokument16 SeitenElectrochemical Discharge Machining (Ecdm) 3krishna das tNoch keine Bewertungen
- CPIE-2016 Paper 21 PDFDokument9 SeitenCPIE-2016 Paper 21 PDFAtul ChauhanNoch keine Bewertungen
- Multi-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisDokument7 SeitenMulti-Response Optimization of CNC Wedm Process Taguchi Grey Relational AnalysisAmanpreet SinghNoch keine Bewertungen
- EDM TRG NandamDokument31 SeitenEDM TRG NandamAjeet thakurNoch keine Bewertungen
- Modeling and Optimization of An Integrated Planar Inductor With Two Layers of Magnetic MaterialDokument8 SeitenModeling and Optimization of An Integrated Planar Inductor With Two Layers of Magnetic MaterialIJAR JOURNALNoch keine Bewertungen
- Device Parameter Extraction of 14Nm, 10nmand 7Nm FinfetDokument43 SeitenDevice Parameter Extraction of 14Nm, 10nmand 7Nm FinfetKrisumraj PurkaitNoch keine Bewertungen
- Investigation of Magnetic Field Effect On MRR, EWR and SurfaceDokument11 SeitenInvestigation of Magnetic Field Effect On MRR, EWR and SurfaceChoy Hau YanNoch keine Bewertungen
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsVon EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsBewertung: 1 von 5 Sternen1/5 (1)
- Development of Decision Support System For Municipal Solid WasteDokument14 SeitenDevelopment of Decision Support System For Municipal Solid WasteGagan DeepNoch keine Bewertungen
- Geopolymer Commercial ProgressDokument16 SeitenGeopolymer Commercial ProgressGagan DeepNoch keine Bewertungen
- Air PropertiesDokument5 SeitenAir PropertiesGagan DeepNoch keine Bewertungen
- B Tech 1st Year-10-11-2015 PDFDokument44 SeitenB Tech 1st Year-10-11-2015 PDFGagan DeepNoch keine Bewertungen
- Applied Thermal Engineering: Ya-Ling He, Pan Chu, Wen-Quan Tao, Yu-Wen Zhang, Tao XieDokument14 SeitenApplied Thermal Engineering: Ya-Ling He, Pan Chu, Wen-Quan Tao, Yu-Wen Zhang, Tao XieGagan DeepNoch keine Bewertungen
- Advanced IrrigaionDokument29 SeitenAdvanced IrrigaionGagan DeepNoch keine Bewertungen
- PX C 3874310Dokument3 SeitenPX C 3874310Anu AnushaNoch keine Bewertungen
- Bending of Beams PDFDokument13 SeitenBending of Beams PDFRAVI KUMAR INSANNoch keine Bewertungen
- The Brayton Cycle With RegenerationDokument14 SeitenThe Brayton Cycle With RegenerationMuh Indrawan100% (1)
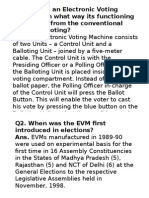
- Electric Voting MachineDokument29 SeitenElectric Voting MachineGagan DeepNoch keine Bewertungen
- 2 1Dokument23 Seiten2 1Chockalingam ChidambaramNoch keine Bewertungen
- HeatEnginesVol 1 Chapter 7 RSRDokument40 SeitenHeatEnginesVol 1 Chapter 7 RSRaavv8701Noch keine Bewertungen
- CD KeyDokument1 SeiteCD KeyMohamed ZaRaNoch keine Bewertungen
- Irr Ever Sibi LtyDokument8 SeitenIrr Ever Sibi LtyGagan DeepNoch keine Bewertungen
- Black HoleDokument31 SeitenBlack HoleGagan DeepNoch keine Bewertungen
- Sreejith S Quality Assurance 5 Years ExpDokument6 SeitenSreejith S Quality Assurance 5 Years ExpRamakrishna GNoch keine Bewertungen
- Saniya: Mark Warner, Rahat AneesDokument5 SeitenSaniya: Mark Warner, Rahat Aneesshrey guptaNoch keine Bewertungen
- MTPT ItsDokument1 SeiteMTPT Itsone borneoNoch keine Bewertungen
- Master Posix Threading Inside Outside.Dokument1.756 SeitenMaster Posix Threading Inside Outside.gili mudavanhuNoch keine Bewertungen
- Alstom Digital Substation SolutionDokument11 SeitenAlstom Digital Substation SolutionHafeez AnsariNoch keine Bewertungen
- Lauda E200Dokument63 SeitenLauda E200Sepehr SaNoch keine Bewertungen
- Spare Parts Supply ChainDokument8 SeitenSpare Parts Supply ChainRaj ChoudharyNoch keine Bewertungen
- UTM Security With FortinetDokument76 SeitenUTM Security With FortinetNelson Valente GomesNoch keine Bewertungen
- Coconut Fatty Acid Diethanolamide - CDE 85Dokument6 SeitenCoconut Fatty Acid Diethanolamide - CDE 85Iqbal batchaNoch keine Bewertungen
- Department of Engineering ScienceDokument3 SeitenDepartment of Engineering ScienceedsoneiccNoch keine Bewertungen
- 004 - Hadoop Daemons (HDFS Only)Dokument3 Seiten004 - Hadoop Daemons (HDFS Only)Srinivas ReddyNoch keine Bewertungen
- Warranty Clause: Manual #986-003 Rev HDokument84 SeitenWarranty Clause: Manual #986-003 Rev HMarcelo P C SouzaNoch keine Bewertungen
- SN5474LS95B 4-Bit Shift RegisterDokument6 SeitenSN5474LS95B 4-Bit Shift RegisterhayssamNoch keine Bewertungen
- Daftar Part UnitDokument91 SeitenDaftar Part UnitSilvia GosalNoch keine Bewertungen
- Members List 08.04.2017 Updated. No Pseudo MbrsDokument165 SeitenMembers List 08.04.2017 Updated. No Pseudo Mbrsaroravikas100% (2)
- CFD - Driving Engineering ProductivityDokument5 SeitenCFD - Driving Engineering ProductivityBramJanssen76Noch keine Bewertungen
- ME Con-1 Mock-1Dokument15 SeitenME Con-1 Mock-1vidya chakitwarNoch keine Bewertungen
- FAQ - On R12 Supplier Bank SetupDokument2 SeitenFAQ - On R12 Supplier Bank Setupjazz007Noch keine Bewertungen
- End Prob. CengelDokument5 SeitenEnd Prob. CengelErvz MissionNoch keine Bewertungen
- CES Business PresentationDokument50 SeitenCES Business PresentationGary David CrowhurstNoch keine Bewertungen
- Cotton Ginning Machine Plant Quotation Ethopia 23 02 2024Dokument2 SeitenCotton Ginning Machine Plant Quotation Ethopia 23 02 2024sultannesru2030Noch keine Bewertungen
- The DOMDokument6 SeitenThe DOMCharlieNoch keine Bewertungen
- Soil Texture and Soil StructureDokument24 SeitenSoil Texture and Soil StructureRaquel Bona Viñas100% (4)
- Preca Catalog - Read ViewDokument9 SeitenPreca Catalog - Read ViewAnyaWestmorelandNoch keine Bewertungen
- CImg ReferenceDokument193 SeitenCImg ReferenceculitabNoch keine Bewertungen
- Presentation First SolarDokument36 SeitenPresentation First SolarkamalmuraNoch keine Bewertungen
- Technical Tips - KLEI™Harmony Binding PostDokument1 SeiteTechnical Tips - KLEI™Harmony Binding PostJoseph MismoNoch keine Bewertungen
- A Complete Course in Power PointDokument18 SeitenA Complete Course in Power Pointphantom_nc91Noch keine Bewertungen
- Speed Lever - Calibrate: Calibration CalibrationDokument2 SeitenSpeed Lever - Calibrate: Calibration Calibrationmohamed aliNoch keine Bewertungen