Das könnte Ihnen auch gefallen
- Different Types of Conveyor ComponentsDokument2 SeitenDifferent Types of Conveyor ComponentsMatt Suarez TudgeNoch keine Bewertungen
- ConveyorDokument33 SeitenConveyorJacques JosephNoch keine Bewertungen
- Horsepower Gross: 474 KW 636 HP at 1800 RPM Net: 455 KW 610 HP at 1800 RPM Operating Weight 71640 KG 157,940 LBDokument8 SeitenHorsepower Gross: 474 KW 636 HP at 1800 RPM Net: 455 KW 610 HP at 1800 RPM Operating Weight 71640 KG 157,940 LBeduardox11Noch keine Bewertungen
- Conveyorspt-170911094349Dokument48 SeitenConveyorspt-170911094349reshma jahaanNoch keine Bewertungen
- SKL-Topic10-Lubrication-PreventitiveMiant Handout ReducedDokument19 SeitenSKL-Topic10-Lubrication-PreventitiveMiant Handout ReducedDiego Marchant100% (1)
- HEMM Dumper16Dokument8 SeitenHEMM Dumper16miningnova2Noch keine Bewertungen
- SKL Topic8 Hydraulics Handout ReducedDokument71 SeitenSKL Topic8 Hydraulics Handout ReducedDiego Marchant100% (1)
- D375a 6Dokument14 SeitenD375a 6zee100% (1)
- Steering SystemDokument3 SeitenSteering SystemShivamKumar100% (1)
- 4-Stroke Diesel Engine InternshipDokument14 Seiten4-Stroke Diesel Engine InternshipBairi Rajesh100% (1)
- HEMM Dumper25Dokument28 SeitenHEMM Dumper25miningnova2Noch keine Bewertungen
- Centrifugal Clutch: Micro Project Presentation On TopicDokument12 SeitenCentrifugal Clutch: Micro Project Presentation On TopicMONUNoch keine Bewertungen
- Hal ProjectDokument106 SeitenHal Projectseema000nehaNoch keine Bewertungen
- Hce Vibro Attachments Catalogue en 211122Dokument6 SeitenHce Vibro Attachments Catalogue en 211122hamdi galipNoch keine Bewertungen
- D L Packers & Movers: S.No ParticularsDokument9 SeitenD L Packers & Movers: S.No ParticularsSahil SiwachNoch keine Bewertungen
- Shantui Dump Truck Spec DetailDokument4 SeitenShantui Dump Truck Spec DetailKgotso MasenyaNoch keine Bewertungen
- Oil Pump Testing Equipment 7000Dokument5 SeitenOil Pump Testing Equipment 7000Sakthi Sakthi VelNoch keine Bewertungen
- Conveyor S: by Gaurav D. Tikhe Aissms Coe S.E ChemicalDokument11 SeitenConveyor S: by Gaurav D. Tikhe Aissms Coe S.E Chemicalgaur1234Noch keine Bewertungen
- UNIT-1: Vehicle Structure and EnginesDokument69 SeitenUNIT-1: Vehicle Structure and Enginessrihari_bhadabhagniNoch keine Bewertungen
- Hal AbhiDokument12 SeitenHal Abhimohan SRNoch keine Bewertungen
- Power Train PDFDokument33 SeitenPower Train PDFMohamed AbdelmagedNoch keine Bewertungen
- Hardox400 PDFDokument2 SeitenHardox400 PDFZairullah El-AzharNoch keine Bewertungen
- HEMM Excavator04Dokument16 SeitenHEMM Excavator04miningnova2Noch keine Bewertungen
- Design and Calculation of Planetary Transmission WDokument8 SeitenDesign and Calculation of Planetary Transmission Wkarnail singh dhimanNoch keine Bewertungen
- Dump Truck SyllabusDokument8 SeitenDump Truck SyllabusFajrin M. NatsirNoch keine Bewertungen
- PC 3000 PDFDokument8 SeitenPC 3000 PDFDashzeveg BayrsaikhanNoch keine Bewertungen
- Louis Berger S.A.: 805. Equipment in WorkshopDokument7 SeitenLouis Berger S.A.: 805. Equipment in Workshoprelu1986Noch keine Bewertungen
- Interlocking PrinciplesDokument11 SeitenInterlocking PrinciplesVignesh BalakrishnanNoch keine Bewertungen
- TyreDokument6 SeitenTyrethyagu06Noch keine Bewertungen
- All MechDokument76 SeitenAll MechMichael Gibbs100% (1)
- Solutions: Fleet ManagementDokument13 SeitenSolutions: Fleet ManagementRajipah OsmanNoch keine Bewertungen
- Bridgestone - Hydraulic HoseDokument8 SeitenBridgestone - Hydraulic HoseEduardo MacouzetNoch keine Bewertungen
- Working With The MachineDokument9 SeitenWorking With The MachineYeny CatzinNoch keine Bewertungen
- Sec B Batch 5 Fabrication of Excavator TeethDokument27 SeitenSec B Batch 5 Fabrication of Excavator TeethSai DeepthiNoch keine Bewertungen
- Hw300 AssembleDokument111 SeitenHw300 AssembleAndreiNoch keine Bewertungen
- Report 9 Honesty TruthfulnessDokument48 SeitenReport 9 Honesty TruthfulnessMiggy ArangoNoch keine Bewertungen
- Non Road Diesel Study CrackDokument183 SeitenNon Road Diesel Study CrackDonatas Pagojus100% (1)
- Surface Mining EquipmentDokument52 SeitenSurface Mining Equipmentabhimanyu choudharyNoch keine Bewertungen
- Acknowledgement: Hindustan Aeronautics Limited LucknowDokument26 SeitenAcknowledgement: Hindustan Aeronautics Limited LucknowPriyank VermaNoch keine Bewertungen
- Technical Session On Ripper Dozer: PDF Created With Pdffactory Trial VersionDokument26 SeitenTechnical Session On Ripper Dozer: PDF Created With Pdffactory Trial Versionanupamkher100% (1)
- Komatsu D375a-8Dokument466 SeitenKomatsu D375a-8Jako MishyNoch keine Bewertungen
- Tonly PartsDokument3 SeitenTonly PartsOrlando Montenegro100% (1)
- Case Study On Bullet Driven SantiDokument23 SeitenCase Study On Bullet Driven Santiurvish_soniNoch keine Bewertungen
- Types of PumpDokument32 SeitenTypes of Pumpkapun kumar nayakNoch keine Bewertungen
- Join Indian Navy: InstructionsDokument3 SeitenJoin Indian Navy: Instructionsyash gujjarNoch keine Bewertungen
- Material Handiling SystemDokument19 SeitenMaterial Handiling SystemSreejith M UnnikrishnanNoch keine Bewertungen
- Manual Transmission Components and OperationDokument38 SeitenManual Transmission Components and OperationsayedNoch keine Bewertungen
- Railway Training ReportDokument47 SeitenRailway Training ReportM.M. RahmanNoch keine Bewertungen
- Kobelco PDFDokument16 SeitenKobelco PDFshekharNoch keine Bewertungen
- TTD Special Entry Darshan ReceiptDokument1 SeiteTTD Special Entry Darshan ReceiptThottempudi VyshnaviNoch keine Bewertungen
- Cylinder and CrankcaseDokument90 SeitenCylinder and CrankcaseLTE002Noch keine Bewertungen
- Ijaerv13n14 44 PDFDokument12 SeitenIjaerv13n14 44 PDFmatheswaran a sNoch keine Bewertungen
- 03 HD785-7 Differeance With HD785-5Dokument3 Seiten03 HD785-7 Differeance With HD785-5Alfan Cita Nyala50% (2)
- Hydraulic PumpDokument16 SeitenHydraulic PumpSandeepNair100% (1)
- Haul Truck Fuel Consumption - PublishedDokument6 SeitenHaul Truck Fuel Consumption - PublishedAhmed IdiNoch keine Bewertungen
- Conveyors and TypesDokument8 SeitenConveyors and TypesbhucoolsNoch keine Bewertungen
- Automated Material Handling SystemsDokument19 SeitenAutomated Material Handling Systemssiva_karthidpmNoch keine Bewertungen
- Chapter 4 ConveyorDokument46 SeitenChapter 4 ConveyorKhánh Đoan Lê ĐìnhNoch keine Bewertungen
- Organizational CommunicationDokument21 SeitenOrganizational CommunicationMuhammadImranNoch keine Bewertungen
- Lec 10 Justification of CimDokument60 SeitenLec 10 Justification of CimMuhammadImranNoch keine Bewertungen
- Accounting Growth in 2011 As Per GDPDokument4 SeitenAccounting Growth in 2011 As Per GDPMuhammadImranNoch keine Bewertungen
- Accounting Growth in 2011 As Per GDPDokument4 SeitenAccounting Growth in 2011 As Per GDPMuhammadImranNoch keine Bewertungen
- Lec 8 Storage and Retrieval System (Compatibility Mode) PDFDokument23 SeitenLec 8 Storage and Retrieval System (Compatibility Mode) PDFMuhammadImranNoch keine Bewertungen
- Lec 7 AGVDokument40 SeitenLec 7 AGVMuhammadImranNoch keine Bewertungen
- Lec 8 Storage and Retrieval System (Compatibility Mode)Dokument13 SeitenLec 8 Storage and Retrieval System (Compatibility Mode)MuhammadImranNoch keine Bewertungen
- Lec 2, 3 Overview of ManufacuringDokument60 SeitenLec 2, 3 Overview of ManufacuringMuhammadImranNoch keine Bewertungen
- Lec 9 Storage and Retrieval System (Compatibility Mode)Dokument10 SeitenLec 9 Storage and Retrieval System (Compatibility Mode)MuhammadImranNoch keine Bewertungen
- 4 3 Idef0-1Dokument79 Seiten4 3 Idef0-1MuhammadImranNoch keine Bewertungen
- Lec 6 PP and CAPPDokument28 SeitenLec 6 PP and CAPPMuhammadImranNoch keine Bewertungen
- Lec 1 Intro CIMDokument35 SeitenLec 1 Intro CIMMuhammadImranNoch keine Bewertungen
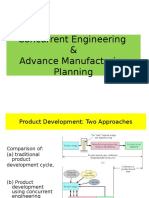
- Lec 5 Concurent EngineeringDokument15 SeitenLec 5 Concurent EngineeringMuhammadImranNoch keine Bewertungen
- CH 07Dokument34 SeitenCH 07MuhammadImranNoch keine Bewertungen
- CH 10Dokument21 SeitenCH 10MuhammadImranNoch keine Bewertungen
- 3516BDokument392 Seiten3516Bmuhammad arif95% (22)
- 2.basic Electrical Engineering PDFDokument152 Seiten2.basic Electrical Engineering PDFkandavel71Noch keine Bewertungen
- Quick Guide To Beam Analysis Using Strand7Dokument15 SeitenQuick Guide To Beam Analysis Using Strand7Tarek AbulailNoch keine Bewertungen
- Emma Warlinge - Sterilization of Sterile TanksDokument6 SeitenEmma Warlinge - Sterilization of Sterile Tanksaaro_oraalNoch keine Bewertungen
- H Im HGDDokument64 SeitenH Im HGDMaria DazaNoch keine Bewertungen
- Design of Timber Roof Truss To British Code - Solved Example - StructvilleDokument9 SeitenDesign of Timber Roof Truss To British Code - Solved Example - StructvilleDeRudy100% (3)
- ESD in Fluid Lines: Theory and Application in The Petroleum and Aerospace IndustriesDokument5 SeitenESD in Fluid Lines: Theory and Application in The Petroleum and Aerospace IndustriesKapil DevNoch keine Bewertungen
- Acara 4 GranulometriDokument63 SeitenAcara 4 GranulometriHana Riwu KahoNoch keine Bewertungen
- Civil Engineering MaterialsDokument1 SeiteCivil Engineering MaterialssushilNoch keine Bewertungen
- Fmath p2 j99Dokument6 SeitenFmath p2 j99SeanNoch keine Bewertungen
- 3-Bearing Pressure and Bearing CapacityDokument70 Seiten3-Bearing Pressure and Bearing Capacityvfesea100% (3)
- NEXAFS Tutorial Review ArticleDokument12 SeitenNEXAFS Tutorial Review ArticleAngelique LusuanNoch keine Bewertungen
- Unit - 13 - InstructionRevA May 1 2019Dokument4 SeitenUnit - 13 - InstructionRevA May 1 2019Dhruv SahniNoch keine Bewertungen
- Magnetic Calculation in Rectangular ConductorsDokument10 SeitenMagnetic Calculation in Rectangular ConductorsjalilemadiNoch keine Bewertungen
- Lecture 1 U & DDokument33 SeitenLecture 1 U & DMr DrayNoch keine Bewertungen
- W Stephens Resume 2013Dokument3 SeitenW Stephens Resume 2013Marcus HumphreyNoch keine Bewertungen
- Display Unit TechnologyDokument51 SeitenDisplay Unit TechnologyNavin GillmanNoch keine Bewertungen
- A Simulation of Roll Wear in Hot Rolling ProcessesDokument336 SeitenA Simulation of Roll Wear in Hot Rolling ProcessesVinay Rajput100% (1)
- Porirua Harbour Bathymetric SurveyDokument32 SeitenPorirua Harbour Bathymetric SurveyPaul MarlowNoch keine Bewertungen
- Theory AssignmentDokument12 SeitenTheory Assignmentfahadfadi48Noch keine Bewertungen
- GEC 17 Lesson 1 Introduction To STSDokument15 SeitenGEC 17 Lesson 1 Introduction To STSJhupit Ganihay100% (1)
- Rutherford Scattering - MITDokument5 SeitenRutherford Scattering - MITBrayan Stiven Pardo RuizNoch keine Bewertungen
- DNV Bolts Failure Analisys Marine ApplicationDokument34 SeitenDNV Bolts Failure Analisys Marine ApplicationBrian Chmeisse100% (2)
- C184 E037bDokument48 SeitenC184 E037bNeyda Flores VasquezNoch keine Bewertungen
- Airfoil NACADokument277 SeitenAirfoil NACAtaufikengineer100% (4)
- Department of Mathematics I.I.T Madras MA1101: Functions of Several Variables Assignment-I (A) (July-Nov, 2017)Dokument2 SeitenDepartment of Mathematics I.I.T Madras MA1101: Functions of Several Variables Assignment-I (A) (July-Nov, 2017)RahulNoch keine Bewertungen
- Crankshaft Axial Vibration AnalysisDokument8 SeitenCrankshaft Axial Vibration Analysisanmol6237100% (1)
- Gestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de Aprendizaje 1. Identificación de La Guia de AprenizajeDokument9 SeitenGestión de Formación Profesional Integral Procedimiento Desarrollo Curricular Guía de Aprendizaje 1. Identificación de La Guia de AprenizajeMilena Sánchez LópezNoch keine Bewertungen
- Syllabus - Vishwakarma Institute of TechnologyDokument211 SeitenSyllabus - Vishwakarma Institute of TechnologyAditya PophaleNoch keine Bewertungen
- Flare Tip FailureDokument4 SeitenFlare Tip FailuremohammadazraiNoch keine Bewertungen