Das könnte Ihnen auch gefallen
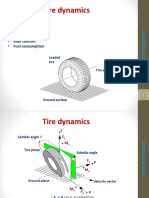
- Tire Dynamics: Tires AffectDokument21 SeitenTire Dynamics: Tires AffectAamir SohailNoch keine Bewertungen
- Practical Tips For NAAC Peer Team VisitDokument22 SeitenPractical Tips For NAAC Peer Team Visitdrskathirrvelu100% (3)
- Chapter - Three: Yarn Count, Yarn Twist and Tensile TestingDokument57 SeitenChapter - Three: Yarn Count, Yarn Twist and Tensile TestingGadisa AbrahimNoch keine Bewertungen
- What Are The Advantages and Disadvantages of Rotor Spun Yarn and Approach To Minimize and Reduced ThemDokument15 SeitenWhat Are The Advantages and Disadvantages of Rotor Spun Yarn and Approach To Minimize and Reduced ThemMuhammad Farooq KokabNoch keine Bewertungen
- Rotor PrincipleDokument12 SeitenRotor PrincipleAnkit Balotia100% (1)
- 70 Power Plant CFM 56 PDFDokument274 Seiten70 Power Plant CFM 56 PDFMaynor SosaNoch keine Bewertungen
- Study On Sizing Practices in Bangladeshi Weaving MillsDokument41 SeitenStudy On Sizing Practices in Bangladeshi Weaving MillsSubrata Majumder50% (2)
- Presentation On Rolls RoyceDokument40 SeitenPresentation On Rolls Royceyasminkhalid0% (1)
- Transportation EngineeringDokument60 SeitenTransportation EngineeringaliNoch keine Bewertungen
- Design Analysis Article in The October, 1944 Issue of Aviation Magazine FW190 DraftDokument36 SeitenDesign Analysis Article in The October, 1944 Issue of Aviation Magazine FW190 DraftAaron ParkerNoch keine Bewertungen
- Fabric DefectsDokument33 SeitenFabric DefectsAzeem Akbar92% (13)
- WindingDokument23 SeitenWindingAmmar Naeem BhattiNoch keine Bewertungen
- Ring SpinningDokument12 SeitenRing Spinningshakil parvej100% (3)
- 25things A6 DariusForouxDokument26 Seiten25things A6 DariusForouxdrskathirrveluNoch keine Bewertungen
- Army Aviation Digest - Dec 1985Dokument48 SeitenArmy Aviation Digest - Dec 1985Aviation/Space History LibraryNoch keine Bewertungen
- Lecture ComberDokument20 SeitenLecture ComberMD. Sharifuzzaman Joy100% (1)
- Numerical Problems - 3 PDFDokument7 SeitenNumerical Problems - 3 PDFবিশ্বজিৎ বিশ্বাস67% (3)
- Short Introduction of Sizing / Warping / WeavingDokument14 SeitenShort Introduction of Sizing / Warping / WeavingAmir YasinNoch keine Bewertungen
- Carding: Q. Define Carding/Heart of SpinningDokument31 SeitenCarding: Q. Define Carding/Heart of SpinningSantoshNoch keine Bewertungen
- 11 Fabric GeometryDokument30 Seiten11 Fabric GeometryUday RajNoch keine Bewertungen
- SelvedgeDokument3 SeitenSelvedgemuhidul70% (1)
- Weaving Commission CalculationsDokument1 SeiteWeaving Commission Calculationsraj_85Noch keine Bewertungen
- Airjet PracDokument12 SeitenAirjet PracJunaid SuhailNoch keine Bewertungen
- Air Vortex SpinningDokument35 SeitenAir Vortex Spinningdrskathirrvelu100% (9)
- Yarn WindingDokument22 SeitenYarn WindingPRAKASH B. MALAKANE0% (1)
- Air Jet SpinningDokument7 SeitenAir Jet SpinningAbi NikilNoch keine Bewertungen
- Ring Spinning NTPELDokument92 SeitenRing Spinning NTPELCraig Martin67% (3)
- Air Jet: Introduction: Air-Jet Spinning Is The Most Promising Spinning Method at TheDokument10 SeitenAir Jet: Introduction: Air-Jet Spinning Is The Most Promising Spinning Method at TheMithun Deb NathNoch keine Bewertungen
- Spinning Geometry of Ring Spinning MachineDokument19 SeitenSpinning Geometry of Ring Spinning MachineSahlu Klemewerk DagetNoch keine Bewertungen
- Yarn TwistDokument23 SeitenYarn TwistMohammed Atiqul Hoque Chowdhury100% (1)
- Vortex FDokument2 SeitenVortex FNipu SenNoch keine Bewertungen
- Melange YarnDokument11 SeitenMelange YarnMd Ariful IslamNoch keine Bewertungen
- Advantage and Disadvantage of Conventional and Unconventional LoomsDokument18 SeitenAdvantage and Disadvantage of Conventional and Unconventional LoomsSushma BalgarNoch keine Bewertungen
- Yarn Defect-Final - ReadyDokument47 SeitenYarn Defect-Final - Readyparash rajNoch keine Bewertungen
- Unit - IiDokument27 SeitenUnit - IiJoseph KuruvilaNoch keine Bewertungen
- Blending at BlowroomDokument3 SeitenBlending at Blowroommoosking100% (1)
- Modern Developmens in WarpingDokument30 SeitenModern Developmens in Warpingsandippatil03100% (1)
- F Ancy Yarn Production: Chapters 2 3Dokument19 SeitenF Ancy Yarn Production: Chapters 2 3TKK-TEXTILE PSG CT100% (1)
- (1.2c) Auxiliary Mechanism-Weft Fork (Side)Dokument10 Seiten(1.2c) Auxiliary Mechanism-Weft Fork (Side)sukanya prasadNoch keine Bewertungen
- Friction+Spinning OriginalDokument23 SeitenFriction+Spinning OriginalSri Meeina0% (1)
- Shuttle Less Weaving 1Dokument9 SeitenShuttle Less Weaving 1sethup_1Noch keine Bewertungen
- Improving Productivity of Ring FramesDokument8 SeitenImproving Productivity of Ring FramesAmrit virkNoch keine Bewertungen
- SelvedgeDokument16 SeitenSelvedgejony_nsu022Noch keine Bewertungen
- Primary MotionsDokument59 SeitenPrimary Motionsafroja hossainNoch keine Bewertungen
- Draw FrameDokument11 SeitenDraw FrameTemesgen RegassaNoch keine Bewertungen
- Bobtex Spinning ProcessDokument8 SeitenBobtex Spinning Processvermadeen0% (1)
- Evenness: Methods of Measuring Yarn EvennessDokument14 SeitenEvenness: Methods of Measuring Yarn EvennessJuan CubasNoch keine Bewertungen
- Presentation of Cam Dobby and Heald Reversing MotionDokument12 SeitenPresentation of Cam Dobby and Heald Reversing MotionSuraj RaghvNoch keine Bewertungen
- Blowroom: Manish Bhargava TDD - IiiDokument5 SeitenBlowroom: Manish Bhargava TDD - IiiShantnu MittalNoch keine Bewertungen
- Draw Frame Hooks ControlDokument17 SeitenDraw Frame Hooks ControlNeelakandan DNoch keine Bewertungen
- Air Jet LoomsDokument6 SeitenAir Jet LoomsJuhi Nath100% (2)
- Weft Knitting PDFDokument64 SeitenWeft Knitting PDFBala SaravananNoch keine Bewertungen
- Study of TwistDokument7 SeitenStudy of TwistMoshiur RahmanNoch keine Bewertungen
- Processing of Man-Made Fibres and Blended Textiles: BlendingDokument23 SeitenProcessing of Man-Made Fibres and Blended Textiles: BlendinghawNoch keine Bewertungen
- Weft KnitDokument47 SeitenWeft KnitAjaz BannaNoch keine Bewertungen
- Draft CalculationDokument17 SeitenDraft CalculationDyeing Dyeing100% (1)
- Blow RoomDokument42 SeitenBlow RoomSiva Jagadish Kumar MNoch keine Bewertungen
- Yarn Lab ReportDokument6 SeitenYarn Lab ReportYeasin ArafatNoch keine Bewertungen
- What Is Sectional Warping?: Creel Drum BeamDokument6 SeitenWhat Is Sectional Warping?: Creel Drum Beamamar9247Noch keine Bewertungen
- Study The Specifications of The Thread Through TheDokument25 SeitenStudy The Specifications of The Thread Through Thegizex2013Noch keine Bewertungen
- Wolkite University: College of Engineering and Technology Department of Textile EngineeringDokument26 SeitenWolkite University: College of Engineering and Technology Department of Textile EngineeringfekadeNoch keine Bewertungen
- Air - Jet Lec-5Dokument11 SeitenAir - Jet Lec-5sidratulsubornaNoch keine Bewertungen
- E ProspectusDokument58 SeitenE ProspectusdrskathirrveluNoch keine Bewertungen
- BSR Empowering Female Workers in The Apparel IndustryDokument33 SeitenBSR Empowering Female Workers in The Apparel IndustryIntiser AkhandNoch keine Bewertungen
- Application Form For Teaching Cadre: in Block LettersDokument6 SeitenApplication Form For Teaching Cadre: in Block LettersdrskathirrveluNoch keine Bewertungen
- Personality Development-5Dokument1 SeitePersonality Development-5drskathirrveluNoch keine Bewertungen
- Personality Development-4Dokument1 SeitePersonality Development-4drskathirrveluNoch keine Bewertungen
- Celebration of Constitution DayDokument3 SeitenCelebration of Constitution DaydrskathirrveluNoch keine Bewertungen
- Guidelines To Contain Covid 19 - Ktaka 20.04.2021Dokument10 SeitenGuidelines To Contain Covid 19 - Ktaka 20.04.2021jvnraoNoch keine Bewertungen
- NCC General Elective Credit CourseDokument24 SeitenNCC General Elective Credit CoursedrskathirrveluNoch keine Bewertungen
- The Concept of Personality Development: Shyam S. Salim and Monolisha SDokument1 SeiteThe Concept of Personality Development: Shyam S. Salim and Monolisha SdrskathirrveluNoch keine Bewertungen
- Chemical BondingDokument1 SeiteChemical BondingJames Sobuj SarkerNoch keine Bewertungen
- Theeranaipunya 4 - Personality DevelopmentDokument6 SeitenTheeranaipunya 4 - Personality DevelopmentdrskathirrveluNoch keine Bewertungen
- Character Traits: Fig.1. Different Traits For Personality Development Self-ConfidenceDokument1 SeiteCharacter Traits: Fig.1. Different Traits For Personality Development Self-ConfidencedrskathirrveluNoch keine Bewertungen
- Four Minute Books The 31 Best Motivational Books Ever WrittenDokument43 SeitenFour Minute Books The 31 Best Motivational Books Ever Writtensoujanya bNoch keine Bewertungen
- Revised SOP FOR UG AFFILIATED 01.01.2021Dokument40 SeitenRevised SOP FOR UG AFFILIATED 01.01.2021drskathirrveluNoch keine Bewertungen
- Human Value EnglishDokument28 SeitenHuman Value EnglishdrskathirrveluNoch keine Bewertungen
- COVID19 Management Algorithm 22042021 v1Dokument1 SeiteCOVID19 Management Algorithm 22042021 v1shivani shindeNoch keine Bewertungen
- Deeksharambh EnglishDokument39 SeitenDeeksharambh EnglishShamsNoch keine Bewertungen
- NIEPA Perspective Plan 2020-30 - Web - 1.6.20Dokument19 SeitenNIEPA Perspective Plan 2020-30 - Web - 1.6.20drskathirrveluNoch keine Bewertungen
- T H e J U S T I Fication "Trap": Unethical ActionsDokument4 SeitenT H e J U S T I Fication "Trap": Unethical ActionsdrskathirrveluNoch keine Bewertungen
- Guidelines For Providing Skill Based Education Under NSQFDokument39 SeitenGuidelines For Providing Skill Based Education Under NSQFdrskathirrveluNoch keine Bewertungen
- A Glimpse: National Institute of Technology TiruchirappalliDokument76 SeitenA Glimpse: National Institute of Technology TiruchirappallidrskathirrveluNoch keine Bewertungen
- Organizational Behavior. When Communicating WithDokument6 SeitenOrganizational Behavior. When Communicating WithdrskathirrveluNoch keine Bewertungen
- 2Dokument4 Seiten2drskathirrveluNoch keine Bewertungen
- Be Concerned With Others' WelfareDokument5 SeitenBe Concerned With Others' WelfaredrskathirrveluNoch keine Bewertungen
- Definitions of Ethics: WrongDokument5 SeitenDefinitions of Ethics: WrongdrskathirrveluNoch keine Bewertungen
- BDokument5 SeitenBdrskathirrveluNoch keine Bewertungen
- Values EthicsDokument5 SeitenValues EthicsdrskathirrveluNoch keine Bewertungen
- 1Dokument4 Seiten1drskathirrveluNoch keine Bewertungen
- Exercicios 2Dokument10 SeitenExercicios 2Julio NunesNoch keine Bewertungen
- 1 s2.0 S2452321616302220 MainDokument8 Seiten1 s2.0 S2452321616302220 MainDaay VlixNoch keine Bewertungen
- Beyond The Buttons:: Mastering Our Marvelous Flying MachinesDokument4 SeitenBeyond The Buttons:: Mastering Our Marvelous Flying MachinesversineNoch keine Bewertungen
- @ A318/A319/A320/A321: Printed in FRANCE © AIRBUS, 2004 All Rights ReservedDokument28 Seiten@ A318/A319/A320/A321: Printed in FRANCE © AIRBUS, 2004 All Rights ReservedVero GAtelesisNoch keine Bewertungen
- AcronimosDokument7 SeitenAcronimosMag LeandreNoch keine Bewertungen
- 101SOP SampleDokument2 Seiten101SOP Samplek.s.suriya SivaNoch keine Bewertungen
- Invest CastingDokument7 SeitenInvest CastingAnonymous 9xvU1FNoch keine Bewertungen
- Singapore Airshow 2020 Sales BrochureDokument9 SeitenSingapore Airshow 2020 Sales BrochureMark Francis CosingNoch keine Bewertungen
- Phasor XSDokument16 SeitenPhasor XSjamila kaddouriNoch keine Bewertungen
- 003 The Boeing 7E7 Case Solution and Analysis, HBR Case Study Solution & Analysis of Harvard Case StudiesDokument5 Seiten003 The Boeing 7E7 Case Solution and Analysis, HBR Case Study Solution & Analysis of Harvard Case StudiesdmNoch keine Bewertungen
- Sky Buddy Manual 45Dokument2 SeitenSky Buddy Manual 45DIEGO BELLONoch keine Bewertungen
- Icing Lecture 2013 AccessibleDokument52 SeitenIcing Lecture 2013 AccessibleDimitriosMonogiosNoch keine Bewertungen
- DSMTS-Metco 8450 - 8622 - 8625Dokument4 SeitenDSMTS-Metco 8450 - 8622 - 8625Gonzalo Guerrero Cáceres0% (1)
- Technical General Question BankDokument2 SeitenTechnical General Question BankprachatNoch keine Bewertungen
- U.S. Space Programs - Civilian, Military, and CommercialDokument20 SeitenU.S. Space Programs - Civilian, Military, and CommercialChuck AchbergerNoch keine Bewertungen
- Fluid Dynamics and Turbomachines: WEEK 1: AssignmentDokument16 SeitenFluid Dynamics and Turbomachines: WEEK 1: AssignmentAsrar AhmedNoch keine Bewertungen
- Youngester Magazine 27 - October - 2010Dokument18 SeitenYoungester Magazine 27 - October - 2010V2Noch keine Bewertungen
- CIAA Wildlife Hazard Management ManualDokument47 SeitenCIAA Wildlife Hazard Management ManualGrec MirceaNoch keine Bewertungen
- Accident Causation Analysis Assessment Activity 01: Philippine State College of AeronauticsDokument3 SeitenAccident Causation Analysis Assessment Activity 01: Philippine State College of AeronauticsHanna PorrasNoch keine Bewertungen
- AOA Instruction ManualDokument9 SeitenAOA Instruction ManualDave ElrickNoch keine Bewertungen
- FS2Crew ATR Main OpsDokument73 SeitenFS2Crew ATR Main Opsstilllife87Noch keine Bewertungen
- Ata 22 Auto Flight Hawker 400xp MTMDokument13 SeitenAta 22 Auto Flight Hawker 400xp MTMFarhad FattahiNoch keine Bewertungen
- Lufthansa: 8GDLH20H23Dokument7 SeitenLufthansa: 8GDLH20H23sri SuheniNoch keine Bewertungen
- Weapon WeightsDokument2 SeitenWeapon Weightsdecaff_42Noch keine Bewertungen