Das könnte Ihnen auch gefallen
- 1° COMPRENSIÓN LECTORA 2 Do MOMENTODokument7 Seiten1° COMPRENSIÓN LECTORA 2 Do MOMENTOAnaElviraNoch keine Bewertungen
- La Planeacion Didactica MEDokument3 SeitenLa Planeacion Didactica MEBarranco YosimarNoch keine Bewertungen
- Presentación Guia CTE Tercera Sesion PPSDokument18 SeitenPresentación Guia CTE Tercera Sesion PPSAnaElviraNoch keine Bewertungen
- Manual Promocion Horizontal Sistema A DistanciaDokument19 SeitenManual Promocion Horizontal Sistema A DistanciaAnaElviraNoch keine Bewertungen
- PRESENTACION 5a SESION MARZO 2020Dokument32 SeitenPRESENTACION 5a SESION MARZO 2020AnaElviraNoch keine Bewertungen
- Exa6ToG1erBloque2017 18EPDokument13 SeitenExa6ToG1erBloque2017 18EPJAAR23Noch keine Bewertungen
- Agenda y ProductosDokument8 SeitenAgenda y ProductosAnaElviraNoch keine Bewertungen
- COM02 PD EntrevistaCDokument3 SeitenCOM02 PD EntrevistaCAnaElviraNoch keine Bewertungen
- DOSIFICACionDokument8 SeitenDOSIFICACionPao ShaNoch keine Bewertungen
- Planeación Clase SextoDokument1 SeitePlaneación Clase SextoAnaElviraNoch keine Bewertungen
- LecturitasDokument114 SeitenLecturitasCarla GualNoch keine Bewertungen
- CUADERNILLO 1o.Dokument64 SeitenCUADERNILLO 1o.Sonia Ramos100% (1)
- Rúbrica de Evaluación Recta NuméricaDokument1 SeiteRúbrica de Evaluación Recta NuméricaAnaElvira100% (1)
- COM03 PD ObraTeatroCDokument6 SeitenCOM03 PD ObraTeatroCAnaElviraNoch keine Bewertungen
- COM04 PD AnunciosCDokument8 SeitenCOM04 PD AnunciosCAnaElviraNoch keine Bewertungen
- GeneradorDokument7 SeitenGeneradorAnaElviraNoch keine Bewertungen
- COM01 PD ArticuloOpinionCDokument4 SeitenCOM01 PD ArticuloOpinionCAnaElviraNoch keine Bewertungen
- ANEXO 1. Manual Materiales Lectura PDFDokument7 SeitenANEXO 1. Manual Materiales Lectura PDFNay RENoch keine Bewertungen
- Acuerdo 11 - 03 - 19Dokument6 SeitenAcuerdo 11 - 03 - 19Jorge Luis Zavala EspinosaNoch keine Bewertungen
- Acta para Comprometer A Los Padres de FamiliaDokument1 SeiteActa para Comprometer A Los Padres de FamiliaAnaElviraNoch keine Bewertungen
- Expresión Oral y Escrita IIDokument13 SeitenExpresión Oral y Escrita IIAnaElviraNoch keine Bewertungen
- Formato Apa GeneralDokument18 SeitenFormato Apa GeneralJonathan' Cuotto Dellán'Noch keine Bewertungen
- Examenbimestralbloque1 Primer GradoDokument12 SeitenExamenbimestralbloque1 Primer GradoAnaElviraNoch keine Bewertungen
- Reglamento de Las Condiciones Grales de Trabajo (SEP)Dokument21 SeitenReglamento de Las Condiciones Grales de Trabajo (SEP)Carlos EnriquezNoch keine Bewertungen
- CUADERNILLO 1o.Dokument64 SeitenCUADERNILLO 1o.Sonia Ramos100% (1)
- PYE 01 Protocolo 2015Dokument3 SeitenPYE 01 Protocolo 2015AnaElviraNoch keine Bewertungen
- Lineamientos Sate PDFDokument45 SeitenLineamientos Sate PDFSirenita MartinezNoch keine Bewertungen
- Reglas OrtográficasDokument10 SeitenReglas OrtográficasCARLA ROJASNoch keine Bewertungen
- Credencial BibliotecaDokument3 SeitenCredencial BibliotecaAnaElviraNoch keine Bewertungen
- Tejada AnaluciaDokument80 SeitenTejada AnaluciaAnaElviraNoch keine Bewertungen
- Tipos de Puertas MetalicasDokument12 SeitenTipos de Puertas MetalicasKatlheen VillaNoch keine Bewertungen
- Cotización Transp.Dokument3 SeitenCotización Transp.Aldo Jhonatan Granda Portocarrero100% (2)
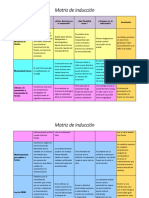
- Matriz de InducciónDokument3 SeitenMatriz de InducciónJosue Mazariegos100% (1)
- Resistencias Electricas TubularesDokument3 SeitenResistencias Electricas TubularesAllan ColinaNoch keine Bewertungen
- Capitulo 6. Shampoo de Ortiga, Nuez y Espinaca.Dokument69 SeitenCapitulo 6. Shampoo de Ortiga, Nuez y Espinaca.Elsy TorresNoch keine Bewertungen
- Transmision ZFDokument22 SeitenTransmision ZFMario Cortéz0% (1)
- Catalogo 2019 Baja PDFDokument234 SeitenCatalogo 2019 Baja PDFJ Eduardo N PiedrahitaNoch keine Bewertungen
- s11 Virtual Reporte Momento de InerciaDokument5 Seitens11 Virtual Reporte Momento de InerciaAlison jsmNoch keine Bewertungen
- MD ElectricasDokument6 SeitenMD ElectricasPaul SucoNoch keine Bewertungen
- Estudio Tiempos y MovimientosDokument38 SeitenEstudio Tiempos y MovimientosEmiliano LaraNoch keine Bewertungen
- Capitulo 12 CastellanDokument8 SeitenCapitulo 12 CastellanmariaalejandrabaiaNoch keine Bewertungen
- PasteurizaciónDokument14 SeitenPasteurizaciónJessica AgudeloNoch keine Bewertungen
- EngelamientoDokument26 SeitenEngelamientogarzagaeNoch keine Bewertungen
- Quebrada Blanca Fase 2 (QB2) : DOCUMENT REVIEW STATUS STAMP (To Be Filled by Bechtel)Dokument14 SeitenQuebrada Blanca Fase 2 (QB2) : DOCUMENT REVIEW STATUS STAMP (To Be Filled by Bechtel)Cesar Antonio Pareja VasquezNoch keine Bewertungen
- 07 DS 243 - B - ObsvDokument4 Seiten07 DS 243 - B - ObsvGilbert Lopez HuamanraymeNoch keine Bewertungen
- Laboratorio Levantamiento Cinta y JalonDokument5 SeitenLaboratorio Levantamiento Cinta y JalonJEISON ORLANDO RIAÑO LEÓNNoch keine Bewertungen
- Grupo 2 Sistema de Evaporacion InundadoDokument2 SeitenGrupo 2 Sistema de Evaporacion InundadoDiana Malqui RomeroNoch keine Bewertungen
- TA 7 - Caja de Cambio de Velocidades 201620Dokument23 SeitenTA 7 - Caja de Cambio de Velocidades 201620Esteban Lopez Perez100% (1)
- Alternativo Cantidad Unidad Descripción de Materiales Código ÍtemDokument1 SeiteAlternativo Cantidad Unidad Descripción de Materiales Código ÍtemCarlos Alberto Choque IbañezNoch keine Bewertungen
- El Grado de Dureza de Los Pernos Es La Forma Técnica de Identificar La Resistencia Que Tiene El Material Del Cual Están Fabricados Los PernosDokument5 SeitenEl Grado de Dureza de Los Pernos Es La Forma Técnica de Identificar La Resistencia Que Tiene El Material Del Cual Están Fabricados Los PernosRoy Calani100% (1)
- IYCONDokument22 SeitenIYCONRodrigo Erwin Marquez CruzNoch keine Bewertungen
- Especificaciones Técnicas Alto PonazaDokument182 SeitenEspecificaciones Técnicas Alto PonazaDonaire CarlosNoch keine Bewertungen
- Plano N°1 Carro LongitudinalDokument1 SeitePlano N°1 Carro LongitudinalAlonso ATNoch keine Bewertungen
- Oxidacion de Un Clavo de HierroDokument4 SeitenOxidacion de Un Clavo de HierroAnonymous UzHl7gYkoNoch keine Bewertungen
- Reglamento Interno Del Taller MecánicoDokument1 SeiteReglamento Interno Del Taller MecánicoSilvia Donaji Marin VicenteNoch keine Bewertungen
- Entrega de Entrega de MaterialesDokument7 SeitenEntrega de Entrega de MaterialesEdward Charaja LopezNoch keine Bewertungen
- Quiz 1 Procesos Industriales 2Dokument3 SeitenQuiz 1 Procesos Industriales 2Juvenal Córdoba ValoyesNoch keine Bewertungen
- Casa4 PlanosDokument265 SeitenCasa4 PlanosJorge AmayaNoch keine Bewertungen
- 10-Cargas AxialesDokument40 Seiten10-Cargas AxialesEstefanía De SantiagoNoch keine Bewertungen
- Manual Hydroderm 2021Dokument45 SeitenManual Hydroderm 2021Allan GrymNoch keine Bewertungen