Das könnte Ihnen auch gefallen
- Business Plan Template For Startups and EntrepreneursDokument6 SeitenBusiness Plan Template For Startups and EntrepreneursArun Risal67% (3)
- U W CNC Lathe CNC Program ExamplesDokument30 SeitenU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- CNC ProgrammingDokument62 SeitenCNC ProgrammingSanjog Maiti100% (1)
- Operations ResearchDokument191 SeitenOperations Researchvenkatesh94% (16)
- CNC Programs ExamplesDokument5 SeitenCNC Programs ExamplesNemikumar GandhiNoch keine Bewertungen
- CNC ProgramsDokument5 SeitenCNC ProgramsBravo VermaNoch keine Bewertungen
- Cncmillingprograms 160318071113 PDFDokument33 SeitenCncmillingprograms 160318071113 PDFAsad ZahidNoch keine Bewertungen
- INFS601 Data ModelsDokument32 SeitenINFS601 Data ModelsZulfirdaus ZainuddinNoch keine Bewertungen
- Phases of A CNC Program1Dokument5 SeitenPhases of A CNC Program1jebishaNoch keine Bewertungen
- CNC TRAINDokument124 SeitenCNC TRAINakshat naiduNoch keine Bewertungen
- Circular Interpolation Programming Example 123456Dokument14 SeitenCircular Interpolation Programming Example 123456Kennaa GadaaNoch keine Bewertungen
- Seminar PowerpointDokument27 SeitenSeminar PowerpointMJ MagalonaNoch keine Bewertungen
- Implementing Changes Safely in a Single SAP InstanceDokument12 SeitenImplementing Changes Safely in a Single SAP InstanceLionelkeneth12Noch keine Bewertungen
- Programing Training Strung OKUMA-OSP100Dokument42 SeitenPrograming Training Strung OKUMA-OSP100IoanAlexandru Stoian80% (15)
- M & G Code Sample FileDokument9 SeitenM & G Code Sample Fileandhab1Noch keine Bewertungen
- Clone An Oracle Database Using Rman DuplicateDokument3 SeitenClone An Oracle Database Using Rman DuplicateNarender ReddyNoch keine Bewertungen
- Centroids of common shapesDokument4 SeitenCentroids of common shapesharilal9285100% (1)
- CNC ProgramDokument37 SeitenCNC ProgramBas RamuNoch keine Bewertungen
- Lucrarea 6Dokument16 SeitenLucrarea 6Dorin BarcanNoch keine Bewertungen
- HAAS - Mill Programming Workbook AnswersDokument9 SeitenHAAS - Mill Programming Workbook Answersenamicul50Noch keine Bewertungen
- Haas G72 Type I Rough and G70 Finish Facing Program ExampleDokument3 SeitenHaas G72 Type I Rough and G70 Finish Facing Program ExampleCnc Page100% (1)
- NC ProgrammingDokument54 SeitenNC ProgrammingVed Vrat NuclearNoch keine Bewertungen
- CNC Programming CyclesDokument8 SeitenCNC Programming CyclesParveen KumarNoch keine Bewertungen
- Mill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram ExampleDokument73 SeitenMill Fanuc: Fanuc G68 Coordinate Rotation - Subprogram Exampleسليمان مصريNoch keine Bewertungen
- CNCDokument43 SeitenCNCVenky VenkateshNoch keine Bewertungen
- Ex. No. 1 DateDokument14 SeitenEx. No. 1 DateBharat DarsiNoch keine Bewertungen
- Cam Lab ManualDokument29 SeitenCam Lab ManualBalaji ManianNoch keine Bewertungen
- Group 24 (Solar Mobile ChargingDokument22 SeitenGroup 24 (Solar Mobile ChargingBanothu RameshNoch keine Bewertungen
- Cim Lab ProgramsDokument28 SeitenCim Lab ProgramsTarun GuptaNoch keine Bewertungen
- Pemrograman NCDokument3 SeitenPemrograman NCPurwadyaziNoch keine Bewertungen
- Live Tool Drill TapDokument25 SeitenLive Tool Drill TapRA Javier100% (1)
- CNC Milling Program with G and M CodesDokument20 SeitenCNC Milling Program with G and M CodesSudeep Kumar SinghNoch keine Bewertungen
- Siemens Lab Manual CNC ProgrammeDokument30 SeitenSiemens Lab Manual CNC ProgrammesagunthiNoch keine Bewertungen
- LatheDokument6 SeitenLathestudy materialNoch keine Bewertungen
- Study Material For CNC SimulationDokument4 SeitenStudy Material For CNC SimulationManas Ranjan PaniNoch keine Bewertungen
- VMC ProgrammingDokument22 SeitenVMC ProgrammingDynamic bhagwanNoch keine Bewertungen
- Report CNC TurningDokument23 SeitenReport CNC Turningdkeaumani57% (7)
- All RECORD ExercisesDokument10 SeitenAll RECORD ExercisesPrajeeth PoojaryNoch keine Bewertungen
- INDICATOR LOCKNUT CODING - NCDokument2 SeitenINDICATOR LOCKNUT CODING - NCniroNoch keine Bewertungen
- 1 - Presentasi Template Materi Sesi1 - LIVEDokument40 Seiten1 - Presentasi Template Materi Sesi1 - LIVEDidikIswantoNoch keine Bewertungen
- Dummy ProgramDokument1 SeiteDummy Programash2291Noch keine Bewertungen
- Study Material For CNC SimulationDokument10 SeitenStudy Material For CNC SimulationManas Ranjan PaniNoch keine Bewertungen
- The Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyDokument30 SeitenThe Text Used On A Typical Detail Sheet Should Be - Placed HorizontallyShalom HaileNoch keine Bewertungen
- Tugas 3 CadDokument45 SeitenTugas 3 CadPutro Adi nugrohoNoch keine Bewertungen
- Computer Aided Manufacturing G-Codes and Canned CyclesDokument14 SeitenComputer Aided Manufacturing G-Codes and Canned CyclesRitik RajNoch keine Bewertungen
- Job CNC MillDokument11 SeitenJob CNC MillHerie KrisNoch keine Bewertungen
- Cam - L8Dokument19 SeitenCam - L8Ritik RajNoch keine Bewertungen
- CNC TECHNOLOGY SEMINAR REPORTDokument16 SeitenCNC TECHNOLOGY SEMINAR REPORTVIKRAM PATELNoch keine Bewertungen
- Pia de Cam: Universidad Autonoma de Nuevo Leon Facultad de Ciencias Quimicas Ingeniero Industrial AdministradorDokument11 SeitenPia de Cam: Universidad Autonoma de Nuevo Leon Facultad de Ciencias Quimicas Ingeniero Industrial AdministradorAndrea PerezNoch keine Bewertungen
- G Code NexusDokument5 SeitenG Code NexusTimmy JimmyNoch keine Bewertungen
- Master List of CNC G and M CodesDokument2 SeitenMaster List of CNC G and M CodesChong Yee HowNoch keine Bewertungen
- CNC PPTDokument28 SeitenCNC PPTpallivenu289Noch keine Bewertungen
- CNC English Code Controller SystemDokument17 SeitenCNC English Code Controller Systemmarciano1980Noch keine Bewertungen
- CAM Lab Manual - 2014Dokument146 SeitenCAM Lab Manual - 2014Nithish Kumar K MNoch keine Bewertungen
- TournageDokument5 SeitenTournageyassirsalhi0614Noch keine Bewertungen
- Pica and Corazón CNC Milling ProgramsDokument18 SeitenPica and Corazón CNC Milling ProgramsBetsabéNoch keine Bewertungen
- UntitledDokument1 SeiteUntitledswaroop kenganalNoch keine Bewertungen
- Description For M Codes3Dokument19 SeitenDescription For M Codes3balabooksNoch keine Bewertungen
- 1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramDokument24 Seiten1st - T - Lect No.11 - CAM - Multiple Machining - SubprogramHazem AhmedNoch keine Bewertungen
- RegionalDokument5 SeitenRegionalYousra OuaddiNoch keine Bewertungen
- CNC CodeDokument9 SeitenCNC CodeMochammad Karim Al AminNoch keine Bewertungen
- Exemple ProgramareDokument32 SeitenExemple Programarebula123Noch keine Bewertungen
- Sinumerik 808D G Codes and M CodesDokument4 SeitenSinumerik 808D G Codes and M CodesIvica GelemanovicNoch keine Bewertungen
- Hass AnswersDokument7 SeitenHass AnswersRelu ChiruNoch keine Bewertungen
- 1521Dokument3 Seiten1521Usi redNoch keine Bewertungen
- Paint 130726214150 Phpapp01Dokument25 SeitenPaint 130726214150 Phpapp01Rahul SehgalNoch keine Bewertungen
- Module 2 Lecture 2 PDFDokument8 SeitenModule 2 Lecture 2 PDFRahul SehgalNoch keine Bewertungen
- CamScanner Scans PDF DocsDokument10 SeitenCamScanner Scans PDF DocsRahul SehgalNoch keine Bewertungen
- 1Dokument1 Seite1Rahul SehgalNoch keine Bewertungen
- Module 2 Lecture 2 PDFDokument8 SeitenModule 2 Lecture 2 PDFRahul SehgalNoch keine Bewertungen
- UMA031Dokument2 SeitenUMA031Rahul SehgalNoch keine Bewertungen
- 5 PermeabilityDokument48 Seiten5 PermeabilityRahul SehgalNoch keine Bewertungen
- UCE501Dokument2 SeitenUCE501Rahul SehgalNoch keine Bewertungen
- 6 Effective StressDokument30 Seiten6 Effective StressRahul SehgalNoch keine Bewertungen
- UCE403Dokument2 SeitenUCE403Rahul SehgalNoch keine Bewertungen
- Inertia FormulasDokument1 SeiteInertia FormulasrohitkapyarNoch keine Bewertungen
- Scan Doc by CamScannerDokument1 SeiteScan Doc by CamScannerRahul SehgalNoch keine Bewertungen
- Exp 2 FinalDokument7 SeitenExp 2 FinalRahul Sehgal100% (1)
- Document From RDokument8 SeitenDocument From RRahul SehgalNoch keine Bewertungen
- Assignment 2 SolutionDokument21 SeitenAssignment 2 SolutionRahul SehgalNoch keine Bewertungen
- Post Independence India (Shashidthakur23.Wordpress - Com)Dokument66 SeitenPost Independence India (Shashidthakur23.Wordpress - Com)Rahul SehgalNoch keine Bewertungen
- Integration Formulas: 1. Common IntegralsDokument5 SeitenIntegration Formulas: 1. Common IntegralssiegherrNoch keine Bewertungen
- Course Blow Up: Optimization Techniques (UMA 031) : Sanjeev Kumar, Dr. Isha DhimanDokument1 SeiteCourse Blow Up: Optimization Techniques (UMA 031) : Sanjeev Kumar, Dr. Isha DhimanRahul SehgalNoch keine Bewertungen
- Final Solids ProjectDokument15 SeitenFinal Solids ProjectRahul SehgalNoch keine Bewertungen
- Maths TUT 7Dokument1 SeiteMaths TUT 7Rahul SehgalNoch keine Bewertungen
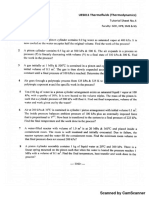
- Tutorial Sheet 1Dokument3 SeitenTutorial Sheet 1ANMOL50% (2)
- Course Blow Up: Optimization Techniques (UMA 031) : Sanjeev Kumar, Dr. Isha DhimanDokument1 SeiteCourse Blow Up: Optimization Techniques (UMA 031) : Sanjeev Kumar, Dr. Isha DhimanRahul SehgalNoch keine Bewertungen
- 91st Senate approved Courses Scheme & Syllabus for B.E. Civil Engg. (2016Dokument89 Seiten91st Senate approved Courses Scheme & Syllabus for B.E. Civil Engg. (2016Rahul SehgalNoch keine Bewertungen
- CamScanner Scans PDF DocsDokument6 SeitenCamScanner Scans PDF DocsRahul SehgalNoch keine Bewertungen
- AdjectivesDokument9 SeitenAdjectivesRahul SehgalNoch keine Bewertungen
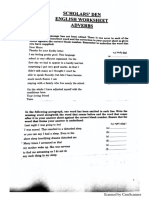
- AdverbsDokument6 SeitenAdverbsRahul SehgalNoch keine Bewertungen
- New Doc 2017-06-12Dokument2 SeitenNew Doc 2017-06-12Rahul SehgalNoch keine Bewertungen
- Acer Aspire 7000 SeriesDokument220 SeitenAcer Aspire 7000 Series8Scartheface8Noch keine Bewertungen
- AIM Software Used Commands Used Procedure:: Computer Aided Design LaboratoryDokument11 SeitenAIM Software Used Commands Used Procedure:: Computer Aided Design LaboratoryÃñî LNoch keine Bewertungen
- JisuanjiDokument60 SeitenJisuanjimarooharshNoch keine Bewertungen
- Discover Computer Science - Learn How CS Connects to Careers and Your InterestsDokument27 SeitenDiscover Computer Science - Learn How CS Connects to Careers and Your InterestsSrilathaNoch keine Bewertungen
- Basics With OpenCVDokument18 SeitenBasics With OpenCVMUHAMMAD USMAN KhalidNoch keine Bewertungen
- Final Sepedi Stories (Grade 2 Booklet) - 1Dokument166 SeitenFinal Sepedi Stories (Grade 2 Booklet) - 1phashabokang28Noch keine Bewertungen
- Peace Corps OST FSN ManagementDokument11 SeitenPeace Corps OST FSN ManagementAccessible Journal Media: Peace Corps DocumentsNoch keine Bewertungen
- Information and Communication Technology: Pearson Edexcel International GCSEDokument24 SeitenInformation and Communication Technology: Pearson Edexcel International GCSEEric TTLNoch keine Bewertungen
- Adams 2020 FP1 Adams View Function Builder User GuideDokument726 SeitenAdams 2020 FP1 Adams View Function Builder User GuideManoj SinghNoch keine Bewertungen
- Docu91933 - NetWorker 18.2 Administration Guide PDFDokument958 SeitenDocu91933 - NetWorker 18.2 Administration Guide PDFJack JackNoch keine Bewertungen
- Note 1670678 - New Features in SAP GUI For Windows 7.30Dokument4 SeitenNote 1670678 - New Features in SAP GUI For Windows 7.30Милош КајтезNoch keine Bewertungen
- Amendment57 HCDokument4 SeitenAmendment57 HCMengistu TayeNoch keine Bewertungen
- ComputerScience-Practice Paper Set (Chinhat)Dokument7 SeitenComputerScience-Practice Paper Set (Chinhat)Ram krishna shuklaNoch keine Bewertungen
- Tiktok Ban Met With Cold Reaction American English TeacherDokument14 SeitenTiktok Ban Met With Cold Reaction American English TeacherTimothy J. DaunNoch keine Bewertungen
- Installation Readme PDFDokument16 SeitenInstallation Readme PDFmanatailsNoch keine Bewertungen
- RMAN in The Trenches: To Go Forward, We Must Backup: by Philip RiceDokument5 SeitenRMAN in The Trenches: To Go Forward, We Must Backup: by Philip Ricebanala.kalyanNoch keine Bewertungen
- MS ProjectDokument3 SeitenMS ProjectShoaib TaqiNoch keine Bewertungen
- Implementing LabVIEW Control of Rotary Inverted PendulumDokument21 SeitenImplementing LabVIEW Control of Rotary Inverted PendulumDTNoch keine Bewertungen
- Cambridge International AS & A Level: Computer Science 9618/41Dokument12 SeitenCambridge International AS & A Level: Computer Science 9618/41Brandon ChikandiwaNoch keine Bewertungen
- Stock ScreenerDokument26 SeitenStock ScreenerRuhul Amin RaadNoch keine Bewertungen
- Project SpecificationDokument8 SeitenProject SpecificationYong ChengNoch keine Bewertungen
- Start and Stop The Microsoft Access - Create New A Database - Database Objects - Design The Table - Data Types - Field PropertiesDokument12 SeitenStart and Stop The Microsoft Access - Create New A Database - Database Objects - Design The Table - Data Types - Field PropertiesLoïc JEAN-CHARLESNoch keine Bewertungen
- Top 7 Data Streaming Tools For Real-Time AnalyticsDokument8 SeitenTop 7 Data Streaming Tools For Real-Time AnalyticsGuru VelmathiNoch keine Bewertungen
- Computer Hardware and Software MaintenanceDokument4 SeitenComputer Hardware and Software MaintenanceAbdisamad MuseNoch keine Bewertungen
- Gas Turb 14Dokument379 SeitenGas Turb 14IzzadAfif1990Noch keine Bewertungen