Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Who Is Allah by Sakina Hirschfelder PDFDokument276 SeitenWho Is Allah by Sakina Hirschfelder PDFEzaz AhmedNoch keine Bewertungen
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- Time Graph of DatasetsDokument10 SeitenTime Graph of DatasetsEzaz AhmedNoch keine Bewertungen
- Understanding Human Minds and Their LimitsDokument215 SeitenUnderstanding Human Minds and Their LimitsEzaz AhmedNoch keine Bewertungen
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Shame Morality and Emotions - Understanding The Prophetic Model of IntelligenceDokument13 SeitenShame Morality and Emotions - Understanding The Prophetic Model of IntelligenceEzaz AhmedNoch keine Bewertungen
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Paper HSE RISK ASSESSMENT AND HAZARD IDEDokument6 SeitenPaper HSE RISK ASSESSMENT AND HAZARD IDEEzaz AhmedNoch keine Bewertungen
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Who Is Allah by Sakina Hirschfelder PDFDokument276 SeitenWho Is Allah by Sakina Hirschfelder PDFEzaz AhmedNoch keine Bewertungen
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- API571Dokument24 SeitenAPI571Ezaz AhmedNoch keine Bewertungen
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Paper HSE RISK ASSESSMENT AND HAZARD IDEDokument6 SeitenPaper HSE RISK ASSESSMENT AND HAZARD IDEEzaz AhmedNoch keine Bewertungen
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Paper HSE RISK ASSESSMENT AND HAZARD IDE PDFDokument6 SeitenPaper HSE RISK ASSESSMENT AND HAZARD IDE PDFEzaz AhmedNoch keine Bewertungen
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- Hydrogen Sulfide SM Presentation 2017Dokument20 SeitenHydrogen Sulfide SM Presentation 2017Abdul BasheerNoch keine Bewertungen
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Paper HSE RISK ASSESSMENT AND HAZARD IDEDokument6 SeitenPaper HSE RISK ASSESSMENT AND HAZARD IDEEzaz AhmedNoch keine Bewertungen
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Separation ProcessesDokument47 SeitenSeparation ProcessesEzaz AhmedNoch keine Bewertungen
- Break: Magicnumber 26 For N in Range (100) : If N Is Magicnumber: Print (N) Break Else:print (N)Dokument2 SeitenBreak: Magicnumber 26 For N in Range (100) : If N Is Magicnumber: Print (N) Break Else:print (N)Ezaz AhmedNoch keine Bewertungen
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- Drilling CourseDokument1 SeiteDrilling CourseHassan HaiderNoch keine Bewertungen
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Lighting ReportDokument4 SeitenLighting ReportEzaz AhmedNoch keine Bewertungen
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Thermodynamic Lesson 4Dokument5 SeitenThermodynamic Lesson 4kelebekkNoch keine Bewertungen
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- Thermodynamic Lesson 4Dokument5 SeitenThermodynamic Lesson 4kelebekkNoch keine Bewertungen
- Book 1Dokument1 SeiteBook 1Ezaz AhmedNoch keine Bewertungen
- Separation ProcessesDokument47 SeitenSeparation ProcessesEzaz AhmedNoch keine Bewertungen
- Behavior DS MM247LC (Bae2001)Dokument6 SeitenBehavior DS MM247LC (Bae2001)Alex CostaNoch keine Bewertungen
- Electrolysis O LevelDokument17 SeitenElectrolysis O LevelInnocent EbilNoch keine Bewertungen
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- Process For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDokument7 SeitenProcess For The Preparation of Amorphous Atorvastatin Calcium From Crystalline Atorvastatin CalciumDrkrishnasarma pathyNoch keine Bewertungen
- Refrigerant Selection CriteriaDokument7 SeitenRefrigerant Selection CriteriazetseatNoch keine Bewertungen
- International Journal of Current Research in Biosciences and Plant BiologyDokument12 SeitenInternational Journal of Current Research in Biosciences and Plant BiologyFrancisco C. Gonçalves GonçalvesNoch keine Bewertungen
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Slope of A PH SensorDokument17 SeitenThe Slope of A PH SensorMehdi SalariradNoch keine Bewertungen
- How To Make An Atomic BombDokument30 SeitenHow To Make An Atomic Bombarjun vijay100% (3)
- 1 2Dokument65 Seiten1 2AQEESHA NUWAIRA BINTI USMAN BN21110154Noch keine Bewertungen
- Safety Data Sheet Dated 27/11/2012, Version 1Dokument9 SeitenSafety Data Sheet Dated 27/11/2012, Version 1Radu JuneNoch keine Bewertungen
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (120)
- Shrimp: In: Use of Sodium Metabisulfite, AlternativesDokument3 SeitenShrimp: In: Use of Sodium Metabisulfite, Alternativesvalerie rosalind angkawidjajaNoch keine Bewertungen
- CPM3V DSDokument2 SeitenCPM3V DSuighuigNoch keine Bewertungen
- Foaming Capacity of SoapsDokument7 SeitenFoaming Capacity of SoapsTitas SarkarNoch keine Bewertungen
- Engineering Mechanics: Second PartDokument18 SeitenEngineering Mechanics: Second Partاحمد سلمان عزيز , مسائيCNoch keine Bewertungen
- Beta OxidationDokument41 SeitenBeta Oxidationguna sundariNoch keine Bewertungen
- Making Potentiostatic and Potentiodynamic Anodic Polarization MeasurementsDokument13 SeitenMaking Potentiostatic and Potentiodynamic Anodic Polarization MeasurementsPaty ChiluisaNoch keine Bewertungen
- Bioscrn PDFDokument69 SeitenBioscrn PDFNicolas CancioNoch keine Bewertungen
- Quiz 1 With AnswerDokument3 SeitenQuiz 1 With AnswerAltra ZNoch keine Bewertungen
- Revitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsDokument2 SeitenRevitex VAC40: Sleevings For Thermal, Electrical, Mechanical & Emi ApplicationsJesus VerduzcoNoch keine Bewertungen
- Process Flow Chart Dairy ProductsDokument5 SeitenProcess Flow Chart Dairy Productslokesh jainNoch keine Bewertungen
- Class 11sc 2021 PaperDokument10 SeitenClass 11sc 2021 PaperAman KumarNoch keine Bewertungen
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Aquaculture: Wu-Jie Xu, Lu-Qing PanDokument8 SeitenAquaculture: Wu-Jie Xu, Lu-Qing PanmarioNoch keine Bewertungen
- Omnirad 819 - EN PDS 2Dokument3 SeitenOmnirad 819 - EN PDS 2brausenpaulNoch keine Bewertungen
- 0237e CHBDokument1 Seite0237e CHBSaif Ahmed SiddiquiNoch keine Bewertungen
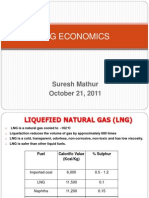
- LNG EconomicsDokument19 SeitenLNG EconomicsCal67% (3)
- Green Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlDokument25 SeitenGreen Pesticides For Organic Farming Occurrence and Properties of Essential Oils For Use in Pest ControlteguhwidiartoNoch keine Bewertungen
- Jacketed Vessel Design CalculusDokument4 SeitenJacketed Vessel Design Calculusmaspiqdo100% (1)
- Icml Mla IDokument3 SeitenIcml Mla IDeepak100% (1)
- Question & Answer - Module 1 NACEDokument6 SeitenQuestion & Answer - Module 1 NACEraghuvarma0% (1)
- OSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishDokument12 SeitenOSHAD-SF - TG - Occupational Air Quality Management v3.0 EnglishNiel Brian VillarazoNoch keine Bewertungen
- Enhancement in Biogas Production From Press MudDokument5 SeitenEnhancement in Biogas Production From Press MudHarsha Vardhan ReddyNoch keine Bewertungen