Das könnte Ihnen auch gefallen
- RTFI-weld-defect-repairs-twiDokument61 SeitenRTFI-weld-defect-repairs-twismsunil12345Noch keine Bewertungen
- Welding DefectDokument63 SeitenWelding Defectdidi sudiNoch keine Bewertungen
- Cacat Yang Umum Terdapat Pada PipaDokument10 SeitenCacat Yang Umum Terdapat Pada PipaAntrasit CoffeeNoch keine Bewertungen
- C.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)Dokument57 SeitenC.25LAS01.026.01 Sesi 3 - Jenis Cacat Las (2JP)vnrfjrnNoch keine Bewertungen
- Welding Defect InfoDokument7 SeitenWelding Defect Infobriggswill7Noch keine Bewertungen
- Welding ImperfectionsDokument39 SeitenWelding ImperfectionsAnonymousNoch keine Bewertungen
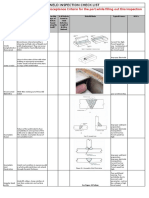
- Weld Inspection Check ListDokument3 SeitenWeld Inspection Check ListBGRLNoch keine Bewertungen
- Weld Inspection Check List: ChecklistDokument3 SeitenWeld Inspection Check List: ChecklistMaheshkumar ManeNoch keine Bewertungen
- Check List Inspección de SoldaduraDokument3 SeitenCheck List Inspección de SoldaduraNestor De Jesus Pico TorresNoch keine Bewertungen
- Tle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsDokument12 SeitenTle - Ia - Smaw: Quarter 4 - Module 1 Marking/Locating Weld DefectsJessel Mejia OnzaNoch keine Bewertungen
- Welding Troubleshooting & Remedies - pdf1 PDFDokument2 SeitenWelding Troubleshooting & Remedies - pdf1 PDFAAISATNoch keine Bewertungen
- Weld DefectDokument3 SeitenWeld DefectumeshNoch keine Bewertungen
- Welding DefectDokument14 SeitenWelding DefectAfewerk RedaNoch keine Bewertungen
- Weld Defect - An Overview - ScienceDirect Topics - Copper InclusionsDokument22 SeitenWeld Defect - An Overview - ScienceDirect Topics - Copper InclusionsV U P RaoNoch keine Bewertungen
- Wa0006.Dokument64 SeitenWa0006.yashNoch keine Bewertungen
- Common Welding Troubles: Causes and CuresDokument1 SeiteCommon Welding Troubles: Causes and CuresbrrrrzzzzNoch keine Bewertungen
- TLL-Welding ImperfectionDokument43 SeitenTLL-Welding ImperfectionCanis Guk100% (1)
- Weld Inspection ChecklistDokument9 SeitenWeld Inspection ChecklistRavinesh SinghNoch keine Bewertungen
- Welding Course NPTELDokument39 SeitenWelding Course NPTELAbhijeetSethi0% (1)
- IEA06 - 22 PaperDokument4 SeitenIEA06 - 22 Paperjunkuse506Noch keine Bewertungen
- DefectDokument46 SeitenDefectZikri Amal bhaktiNoch keine Bewertungen
- Visual Inspection of Weld 1644721794Dokument53 SeitenVisual Inspection of Weld 1644721794Sapan Shah100% (1)
- Visual Inspection WeldDokument53 SeitenVisual Inspection Weldshifa100% (1)
- NDT - VTDokument53 SeitenNDT - VTSantoshNoch keine Bewertungen
- Types of Welding DefectsDokument7 SeitenTypes of Welding DefectsPradip Erande100% (1)
- 5A, 6A - High Energy Beam Welding-26, 28-08-2020Dokument9 Seiten5A, 6A - High Energy Beam Welding-26, 28-08-2020Mansingh YadavNoch keine Bewertungen
- Q1, Module 1, Lesson4Dokument11 SeitenQ1, Module 1, Lesson4Jerome A. Gomez100% (1)
- What Is Stud WeldingDokument4 SeitenWhat Is Stud WeldingMithun MuraleedharanNoch keine Bewertungen
- DefectsDokument29 SeitenDefectsHarsha Vardhan MeduriNoch keine Bewertungen
- Joint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsDokument1 SeiteJoint Restraint - Improper Bead Shape - Hydrogen Pickup - Rapid Cooling Rate - High Carbon/Alloy Content - Low Melting Point ContaminantsLucian HoudiniNoch keine Bewertungen
- SMAW 11 - Q1-Module-1-Lesson4Dokument11 SeitenSMAW 11 - Q1-Module-1-Lesson4Jerome A. Gomez100% (2)
- Visual Weld InspectionDokument53 SeitenVisual Weld InspectionThiru RajaNoch keine Bewertungen
- Causes of Cracks:: Weld CrackDokument5 SeitenCauses of Cracks:: Weld CrackJay R ChivaNoch keine Bewertungen
- 3 Welding Imperfections (Edited)Dokument80 Seiten3 Welding Imperfections (Edited)PraviBeetlesNoch keine Bewertungen
- Welding Problems and Defects - Causes and Remedies: Deformation Arc Blow SpatterDokument3 SeitenWelding Problems and Defects - Causes and Remedies: Deformation Arc Blow Spatterdselvakuu50% (2)
- Physics Based MachiningDokument22 SeitenPhysics Based MachiningGirija MNoch keine Bewertungen
- 03 Welding Imperfections & Materilal Inspection+Notes+AnsDokument42 Seiten03 Welding Imperfections & Materilal Inspection+Notes+AnsTakul ThongyooNoch keine Bewertungen
- Why Lithium Ion Batteries FailDokument28 SeitenWhy Lithium Ion Batteries Failanand.tvsmNoch keine Bewertungen
- Review On Forging Defects in Brass ComponentsDokument7 SeitenReview On Forging Defects in Brass ComponentsIJRASETPublicationsNoch keine Bewertungen
- Welding DefectDokument17 SeitenWelding DefectAna Hidayah Syuhada100% (1)
- Welding DefectsDokument2 SeitenWelding DefectsSatheesh RNoch keine Bewertungen
- Radiographic Interpretation Weld Defects WIS 20Dokument49 SeitenRadiographic Interpretation Weld Defects WIS 20Karel Dorman SihombingNoch keine Bewertungen
- Welding Inspection CourseDokument33 SeitenWelding Inspection CourseBenjapon bt7Noch keine Bewertungen
- Stainless Steel DefectsDokument30 SeitenStainless Steel Defects0502ravi100% (1)
- Surface Defects in Steel ProductsDokument41 SeitenSurface Defects in Steel ProductsShilaj PNoch keine Bewertungen
- Welding Imperfection and Material InspectionDokument62 SeitenWelding Imperfection and Material Inspectionintfarha10Noch keine Bewertungen
- Welding Types and DefectsDokument30 SeitenWelding Types and DefectsHarisagar ThulasiramanNoch keine Bewertungen
- UT-Bai 5-Han Va KTDokument43 SeitenUT-Bai 5-Han Va KTWill SmithNoch keine Bewertungen
- Welding School DisplayDokument10 SeitenWelding School DisplaySunilNoch keine Bewertungen
- Proy Sold ResDokument3 SeitenProy Sold Resvitor17050137Noch keine Bewertungen
- Bearing Damage Analysis BDAPosterDokument1 SeiteBearing Damage Analysis BDAPosterCurtler PaquibotNoch keine Bewertungen
- AdWelding PresentationDokument107 SeitenAdWelding PresentationAdhanom G.Noch keine Bewertungen
- Solid-State Welding: Manufacturing Processes ME-3401Dokument18 SeitenSolid-State Welding: Manufacturing Processes ME-3401The NoobNoch keine Bewertungen
- Welding Discontinuities: Porosity Undercut Incomplete FusionDokument1 SeiteWelding Discontinuities: Porosity Undercut Incomplete Fusionbrrrrzzzz100% (1)
- Q3 Ulas Tle10 Smaw Week3 FinalDokument10 SeitenQ3 Ulas Tle10 Smaw Week3 FinalFERNANDO COMEDOY JRNoch keine Bewertungen
- Welding Inspection: Defects/Repairs Course Reference WIS 5Dokument58 SeitenWelding Inspection: Defects/Repairs Course Reference WIS 5Joerge Ryan MaramotNoch keine Bewertungen
- WeldingDokument80 SeitenWeldingssukhmeet551Noch keine Bewertungen
- Pertumbuhan & PRKMBGN Ayam ArabDokument7 SeitenPertumbuhan & PRKMBGN Ayam ArabDin UdinNoch keine Bewertungen
- PC300 8M0 PDFDokument12 SeitenPC300 8M0 PDFDin Udin0% (1)
- Problem-Solving Model: Identify Determine Root CauseDokument68 SeitenProblem-Solving Model: Identify Determine Root CauseDin UdinNoch keine Bewertungen
- Guia Mastercam v9Dokument454 SeitenGuia Mastercam v9Edson Sawada100% (2)
- QU Annual Research Report 2014Dokument94 SeitenQU Annual Research Report 2014Din UdinNoch keine Bewertungen
- P11 Biofuels in Spark Ignition Engines SchrammDokument39 SeitenP11 Biofuels in Spark Ignition Engines SchrammDin UdinNoch keine Bewertungen
- Higher Algebra - Hall & KnightDokument593 SeitenHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Mtce AlignmentDokument44 SeitenMtce AlignmentDin UdinNoch keine Bewertungen
- Denso Product Catalogue SEPT WEB 2015Dokument22 SeitenDenso Product Catalogue SEPT WEB 2015DianWidodoNoch keine Bewertungen
- Iom Daikin Ahu DDM Fuw DDWDokument40 SeitenIom Daikin Ahu DDM Fuw DDWMichael Percy Curasi Paredes100% (4)
- MC Ka 2006 02Dokument32 SeitenMC Ka 2006 02GeeNoch keine Bewertungen
- Types of PackersDokument7 SeitenTypes of PackersAhmed AmirNoch keine Bewertungen
- FIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDDokument39 SeitenFIR and APPENDICES PHMSA WUTC Williams Plymouth 2016 04 28 REDACTEDrty2Noch keine Bewertungen
- PanX Installguide RevaDokument67 SeitenPanX Installguide Revaalpharepair0% (1)
- Design Deliverable Documents ListDokument2 SeitenDesign Deliverable Documents ListLai HuynhNoch keine Bewertungen
- ARC Welding MachineDokument7 SeitenARC Welding MachineSAATISHNoch keine Bewertungen
- Simulating The Cooling of A PlugDokument2 SeitenSimulating The Cooling of A Plugashfaq_a1Noch keine Bewertungen
- EPDM Strips BrochureDokument1 SeiteEPDM Strips Brochurepolygomma Industries Pvt. LtdNoch keine Bewertungen
- 30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTDokument9 Seiten30-99!90!1826-Rev 0 Hardness Testing Procedure MPS IPS and MOTSubrata PatraNoch keine Bewertungen
- Manual DremelDokument68 SeitenManual DremelkaidehxcNoch keine Bewertungen
- Frigidaire Parts and Accessories CatalogDokument56 SeitenFrigidaire Parts and Accessories CatalogPedro RuizNoch keine Bewertungen
- 4-Cable Design & InstallationDokument24 Seiten4-Cable Design & InstallationgurungeNoch keine Bewertungen
- Solidworks Premium: The Power You Need To Drive InnovationDokument2 SeitenSolidworks Premium: The Power You Need To Drive InnovationDemian Cores MogliaNoch keine Bewertungen
- SoP Kanmani ChockalingamDokument3 SeitenSoP Kanmani ChockalingamPrakharKulshreshtha100% (1)
- 143 13 English Catalogue 2014Dokument319 Seiten143 13 English Catalogue 2014Ionut FloricaNoch keine Bewertungen
- Certificado Brida 3Dokument1 SeiteCertificado Brida 3juan aguilarNoch keine Bewertungen
- Introduction To Industrial Wastewater Treatment SystemsDokument50 SeitenIntroduction To Industrial Wastewater Treatment SystemsKaladorNoch keine Bewertungen
- Technical Data Sheet: High Performance Rail Grease With GraphiteDokument1 SeiteTechnical Data Sheet: High Performance Rail Grease With GraphiteDon HowardNoch keine Bewertungen
- Perform Basic BenchworkDokument46 SeitenPerform Basic Benchworkray100% (1)
- Trolleys 1Dokument40 SeitenTrolleys 1Márcio AlvesNoch keine Bewertungen
- Cat ArielDokument107 SeitenCat Arieljorge velasquezNoch keine Bewertungen
- Válvula de Retención - Clase 600 - CAMERONDokument9 SeitenVálvula de Retención - Clase 600 - CAMERONiMaJeniDeasNoch keine Bewertungen
- WA500-1 10001-UpDokument933 SeitenWA500-1 10001-UpRavinder Singh100% (5)
- Blocked Isocyanates and Their Usage in Plastic Coatings ApDokument5 SeitenBlocked Isocyanates and Their Usage in Plastic Coatings ApalpersakirmetinNoch keine Bewertungen
- Training Structure croPERATORSDokument8 SeitenTraining Structure croPERATORSAnonymous 3ESYcrKPNoch keine Bewertungen
- Armaflex Insulation ApplicationDokument22 SeitenArmaflex Insulation ApplicationBasil OguakaNoch keine Bewertungen
- Torsion of Prismatic BarsDokument7 SeitenTorsion of Prismatic BarsSmitha PraveenNoch keine Bewertungen
- Plastic Analysis AssignmentDokument6 SeitenPlastic Analysis AssignmentLeo DoeNoch keine Bewertungen