Das könnte Ihnen auch gefallen
- Ajuste Culata 3054cDokument6 SeitenAjuste Culata 3054cJuan Daza Huaranga100% (1)
- Final Gestión Del Mantenimiento de Centrales Eléctricas y Líneas de TransmisiónDokument7 SeitenFinal Gestión Del Mantenimiento de Centrales Eléctricas y Líneas de Transmisióngian93Noch keine Bewertungen
- Memoria 01 MTDokument127 SeitenMemoria 01 MT19848096Noch keine Bewertungen
- Medidores Electricos ResidencialesDokument4 SeitenMedidores Electricos ResidencialesJulian FajardoNoch keine Bewertungen
- Pruebas A TransformadoresDokument6 SeitenPruebas A TransformadoresAngel MtzNoch keine Bewertungen
- Datos PeltonDokument107 SeitenDatos PeltonjulioNoch keine Bewertungen
- B. Solucio CL #2 Sist de Mant FIM 14-11-2021Dokument7 SeitenB. Solucio CL #2 Sist de Mant FIM 14-11-2021HenrySuarezNoch keine Bewertungen
- Transformadores de Potencia Teoria Basica para PruebasDokument31 SeitenTransformadores de Potencia Teoria Basica para PruebashelygiovannyNoch keine Bewertungen
- Auditoria de Sistemas ElectromecanicosDokument23 SeitenAuditoria de Sistemas Electromecanicosjoejanss100% (1)
- Grupos de Conexion de Transformadores - 2011Dokument39 SeitenGrupos de Conexion de Transformadores - 2011Megan AyalaNoch keine Bewertungen
- Seccionadores de Linea de Barra y Puesta A Tierra OdarDokument22 SeitenSeccionadores de Linea de Barra y Puesta A Tierra OdarSkate NoeNoch keine Bewertungen
- Pruebas de TrafosDokument3 SeitenPruebas de TrafosDavidNoch keine Bewertungen
- AerogeneradoresDokument14 SeitenAerogeneradoresfrancisco gonzalez100% (1)
- Universidad Nacional de IngenieríaDokument39 SeitenUniversidad Nacional de IngenieríaGerson Ney Tasilla CastroNoch keine Bewertungen
- Caso Práctico Iluminacion PDFDokument8 SeitenCaso Práctico Iluminacion PDFJoaquin Quispe NuñezNoch keine Bewertungen
- Dimensionamiento de Conductor Principal para MotorDokument12 SeitenDimensionamiento de Conductor Principal para MotorJC CamposNoch keine Bewertungen
- Analisis Tecnico e Implementacion Del SGMDokument217 SeitenAnalisis Tecnico e Implementacion Del SGMMichael MayoNoch keine Bewertungen
- Finales PDFDokument35 SeitenFinales PDFAR MaryNoch keine Bewertungen
- Todo Sobre Faja VDokument17 SeitenTodo Sobre Faja Vmoises herreraNoch keine Bewertungen
- CUESTIONARIO Automatizacion IndustrialDokument11 SeitenCUESTIONARIO Automatizacion IndustrialCristian Huanca ValeroNoch keine Bewertungen
- 7,9 PDFDokument2 Seiten7,9 PDFAntonio GonzalezNoch keine Bewertungen
- Prueba de Descarga de Baterías - Enriquez LlaureDokument2 SeitenPrueba de Descarga de Baterías - Enriquez LlaureAlexander Enriquez llaureNoch keine Bewertungen
- Capitulo I Sistema Automatico de Subestaciones (Sas) .Dokument31 SeitenCapitulo I Sistema Automatico de Subestaciones (Sas) .Robertt Stone0% (1)
- Tipos de Pruebas A TransformadoresDokument9 SeitenTipos de Pruebas A TransformadoresJoseAndresBalderasTorresNoch keine Bewertungen
- 5°lab. (Corregido) Generador Shunt-CompoundDokument5 Seiten5°lab. (Corregido) Generador Shunt-CompoundelcrakdelmarNoch keine Bewertungen
- Accesorios en Las Líneas de Transmisión.2pptxDokument26 SeitenAccesorios en Las Líneas de Transmisión.2pptxAlex JavierNoch keine Bewertungen
- Diseño ResultadosDokument29 SeitenDiseño ResultadosLuis Carlos Hernandez TuteNoch keine Bewertungen
- Split ComforDokument72 SeitenSplit ComfordavisbacuarioNoch keine Bewertungen
- Ensayos Que Se Realizan A Los Transformadores TdeDokument10 SeitenEnsayos Que Se Realizan A Los Transformadores TdeBryan Pilcolora MendozaNoch keine Bewertungen
- Estudio de La Coordinación de Aislación en La Subestación AranjuezDokument40 SeitenEstudio de La Coordinación de Aislación en La Subestación AranjuezCarlos Alberto Choque IbañezNoch keine Bewertungen
- EL3003 Circuitos Trifasicos Informe LaboratorioDokument13 SeitenEL3003 Circuitos Trifasicos Informe LaboratorioDiego AragónNoch keine Bewertungen
- Prueba de Relación de TransformaciónDokument3 SeitenPrueba de Relación de Transformaciónesteban rodrigezNoch keine Bewertungen
- 1-Alcance para Mantenimiento y Pruebas de Equipos de Patio Se PrincipalDokument1 Seite1-Alcance para Mantenimiento y Pruebas de Equipos de Patio Se PrincipalHlangaNoch keine Bewertungen
- Mantenimiento ProactivoDokument7 SeitenMantenimiento ProactivoJean Carlos Huerta Diaz0% (1)
- Central Hidroelectrica ChanchaylloDokument16 SeitenCentral Hidroelectrica Chanchayllojhoan moscosoNoch keine Bewertungen
- Ergonomia y Diseño de PlantasDokument10 SeitenErgonomia y Diseño de PlantasIngrid Catalina ParraNoch keine Bewertungen
- Armonicos Capitulo 0Dokument47 SeitenArmonicos Capitulo 0Roberto Leiva ValladaresNoch keine Bewertungen
- Dimensionamiento de Conductores Aéreos para Bahías de LíneaDokument35 SeitenDimensionamiento de Conductores Aéreos para Bahías de LíneaMarcelo SimbañaNoch keine Bewertungen
- Presentacion de SubestacionesDokument29 SeitenPresentacion de SubestacionesJair Ben Rafael AntonioNoch keine Bewertungen
- Arranque de MotoresDokument46 SeitenArranque de MotoresJohann Nuñez VasquezNoch keine Bewertungen
- Auditoria Práctica Nº 1Dokument1 SeiteAuditoria Práctica Nº 1Erick Salinas EncisoNoch keine Bewertungen
- Anexo 1. Seleccion Del Cable MT 22.9kVDokument2 SeitenAnexo 1. Seleccion Del Cable MT 22.9kVJeffry OchoaNoch keine Bewertungen
- Ficha T ConduflexDokument2 SeitenFicha T ConduflexEdith Iglesias100% (1)
- Sistema de Control de Combustible - PresentaciónDokument30 SeitenSistema de Control de Combustible - PresentaciónNIMARTINCOLNoch keine Bewertungen
- Tableros Elect Santander Consumer Marzo 2022Dokument77 SeitenTableros Elect Santander Consumer Marzo 2022Victor Rosales BustamanteNoch keine Bewertungen
- Presentación Protección de Distribución PDFDokument90 SeitenPresentación Protección de Distribución PDFitalo martinNoch keine Bewertungen
- MANUAL de INSTALACION Subestacion CompactaDokument18 SeitenMANUAL de INSTALACION Subestacion CompactaHugo Guillen TorresNoch keine Bewertungen
- Conservación de MasaDokument4 SeitenConservación de MasajavierNoch keine Bewertungen
- Rac 11Dokument15 SeitenRac 11Luis Ponce100% (1)
- Manual 9368Dokument34 SeitenManual 9368GualadrakeNoch keine Bewertungen
- Calidad de Energia en El SepDokument242 SeitenCalidad de Energia en El SepJans MartinezNoch keine Bewertungen
- Procedimiento Llenado Aceite Traffo - 1 PDFDokument4 SeitenProcedimiento Llenado Aceite Traffo - 1 PDFdinkohe100% (1)
- 2a Práctica Auditoría 2020-IDokument1 Seite2a Práctica Auditoría 2020-IALEXANDER DONATO HUAMANI TUEROSNoch keine Bewertungen
- Efecto Ferranti 600aDokument9 SeitenEfecto Ferranti 600aOrlando TorrezNoch keine Bewertungen
- Práctica Calificada 4Dokument7 SeitenPráctica Calificada 4Elita Barzola100% (1)
- Compensación de Energía ReactivaDokument18 SeitenCompensación de Energía Reactivaireneymisael666Noch keine Bewertungen
- Potencia FluidaDokument8 SeitenPotencia FluidaYesicaNoch keine Bewertungen
- Laboratorio #2Dokument2 SeitenLaboratorio #2IsaacGranadosNoch keine Bewertungen
- EL Ciclo de Vida de Los EquiposDokument111 SeitenEL Ciclo de Vida de Los Equiposjulious_16Noch keine Bewertungen
- Ciclo de Vida de EquipospdfDokument0 SeitenCiclo de Vida de EquipospdfJorge AzpilcuetaNoch keine Bewertungen
- EL Ciclo de Vida de Los Equipos. Requisitos de Mantenimiento de Los Equipos. Tareas Típicas de MantenimientoDokument85 SeitenEL Ciclo de Vida de Los Equipos. Requisitos de Mantenimiento de Los Equipos. Tareas Típicas de MantenimientoMayra Pariona CruzNoch keine Bewertungen
- Cuestionario Alta TensiónDokument2 SeitenCuestionario Alta TensiónGiancarlo OchoaNoch keine Bewertungen
- ExcitatrizDokument28 SeitenExcitatrizGiancarlo OchoaNoch keine Bewertungen
- Servicios Auxiliares para Subestaciones Electricas2Dokument16 SeitenServicios Auxiliares para Subestaciones Electricas2Giancarlo Ochoa100% (1)
- Monografia Programacion DinamicaDokument12 SeitenMonografia Programacion DinamicaGiancarlo OchoaNoch keine Bewertungen
- Examen de Recurperación de Estadistica (Resuelto)Dokument5 SeitenExamen de Recurperación de Estadistica (Resuelto)Giancarlo OchoaNoch keine Bewertungen
- Informe - CEI - Teorema de Thevein y NortonDokument9 SeitenInforme - CEI - Teorema de Thevein y NortonGiancarlo OchoaNoch keine Bewertungen
- Ejercicios Resueltos Sobre GalvanometroDokument7 SeitenEjercicios Resueltos Sobre GalvanometroGiancarlo OchoaNoch keine Bewertungen
- Resumen Condensador Efecto MillerDokument3 SeitenResumen Condensador Efecto MillerGiancarlo OchoaNoch keine Bewertungen
- Informe N°5 Medidor de Energía MonofásicaDokument10 SeitenInforme N°5 Medidor de Energía MonofásicaGiancarlo OchoaNoch keine Bewertungen
- Informe N° 1 Sistema de Puesta A TierraDokument12 SeitenInforme N° 1 Sistema de Puesta A TierraGiancarlo OchoaNoch keine Bewertungen
- Pruebas de RutinaDokument9 SeitenPruebas de RutinaGiancarlo OchoaNoch keine Bewertungen
- Informe N° 3 Resistividad Del TerrenoDokument10 SeitenInforme N° 3 Resistividad Del TerrenoGiancarlo Ochoa100% (1)
- Memoria de Cálculos Torrecilla de Celosía 12-400Dokument10 SeitenMemoria de Cálculos Torrecilla de Celosía 12-400Giancarlo OchoaNoch keine Bewertungen
- Load Flow Analysis With Newton Raphson MethodDokument4 SeitenLoad Flow Analysis With Newton Raphson MethodGiancarlo OchoaNoch keine Bewertungen
- Electrodo Quimico - Chem RodDokument4 SeitenElectrodo Quimico - Chem RodGiancarlo OchoaNoch keine Bewertungen
- Informe 2 Circuitos Electricos I - Ley de OhmDokument8 SeitenInforme 2 Circuitos Electricos I - Ley de OhmGiancarlo OchoaNoch keine Bewertungen
- Docima D HipotesisDokument15 SeitenDocima D HipotesisGiancarlo OchoaNoch keine Bewertungen
- Montaje Filtro PrensaDokument66 SeitenMontaje Filtro PrensaAnonymous TsKN7XZB100% (1)
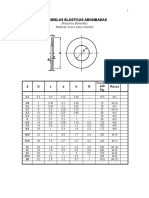
- Tablas de TornillosDokument30 SeitenTablas de TornillosgabNoch keine Bewertungen
- Ficha Tecnica Taladro Demoledor Codigo 003Dokument3 SeitenFicha Tecnica Taladro Demoledor Codigo 003areagnesNoch keine Bewertungen
- SVM 20i-C Series 53 I&C XL - 32 I&C XL - SpanishDokument156 SeitenSVM 20i-C Series 53 I&C XL - 32 I&C XL - SpanishAndres Duvan TinjacaNoch keine Bewertungen
- 4CY1R (FB) - Stub AntihuracanDokument1 Seite4CY1R (FB) - Stub AntihuracanJuanCarlosDoloresOcampoNoch keine Bewertungen
- PELETSDokument27 SeitenPELETSSofia Manuel CalvaNoch keine Bewertungen
- Atoms 2022 Manual de UsuarioDokument33 SeitenAtoms 2022 Manual de UsuarioUribe97Noch keine Bewertungen
- Manual de UsoDokument49 SeitenManual de UsoANDREA PAOLA GALLARDO RIQUELMENoch keine Bewertungen
- Manual Pujol WinnerDokument16 SeitenManual Pujol Winnercarlos jNoch keine Bewertungen
- QuickServe en Línea - (5411186) X15 CM2350 X116B - Manual de Servicio de La Serie PerformanceDokument19 SeitenQuickServe en Línea - (5411186) X15 CM2350 X116B - Manual de Servicio de La Serie Performancehamilton mirandaNoch keine Bewertungen
- Carta de Mantto PSVDokument11 SeitenCarta de Mantto PSVromeryNoch keine Bewertungen
- Abrazadera BDDokument4 SeitenAbrazadera BDoscargarciasotoNoch keine Bewertungen
- Compuertas Hidraulicas Proyecto - DocxxDokument35 SeitenCompuertas Hidraulicas Proyecto - DocxxYelssin Tu Angelito Gonzales LuisNoch keine Bewertungen
- LubricantesDokument48 SeitenLubricantesValmore Márquez UrribarriNoch keine Bewertungen
- Brochure Corporativo Jormen 2021Dokument21 SeitenBrochure Corporativo Jormen 2021Manuel FarfánNoch keine Bewertungen
- Gabinete Serie 97Dokument4 SeitenGabinete Serie 97pepepppNoch keine Bewertungen
- Practica 1-Bomba de InyeccionDokument19 SeitenPractica 1-Bomba de InyeccionJonathan GarciaNoch keine Bewertungen
- Mecanica de BancoDokument6 SeitenMecanica de BancoDanae Carranza TarrilloNoch keine Bewertungen
- Torque ProcedimientoDokument18 SeitenTorque ProcedimientoCarlos AlbertoNoch keine Bewertungen
- Catalogo de Terminales Deuch, Faros y Arneses 2020 (Nuevos Productos)Dokument7 SeitenCatalogo de Terminales Deuch, Faros y Arneses 2020 (Nuevos Productos)Antonio Bances AranguriNoch keine Bewertungen
- Apuntes Herramientas 2Dokument27 SeitenApuntes Herramientas 2David VardañanNoch keine Bewertungen
- Amortiguadores de Vibración StockbridgeDokument17 SeitenAmortiguadores de Vibración Stockbridgefredygrr01Noch keine Bewertungen
- Factor de Rezago de CortanteDokument4 SeitenFactor de Rezago de CortanteRonaldo AngelNoch keine Bewertungen
- Especificaciones Tecnicas CM N°5Dokument36 SeitenEspecificaciones Tecnicas CM N°5Luis SaavedraNoch keine Bewertungen
- Hadrian-TP-Plastico SolidoDokument8 SeitenHadrian-TP-Plastico SolidoJuan Manuel AyalaNoch keine Bewertungen
- Motor StirlingDokument9 SeitenMotor StirlingwendyNoch keine Bewertungen
- Cómo Hacer Una Guía para Unir Madera Con Tarugos o Espigas 2Dokument15 SeitenCómo Hacer Una Guía para Unir Madera Con Tarugos o Espigas 2eduarlara100% (1)
- Grupo Cónico, Reacondicionamiento 1Dokument76 SeitenGrupo Cónico, Reacondicionamiento 1lesly katherine gutierrez guevaraNoch keine Bewertungen
- Introducción A La Mecánica AutomotrizDokument15 SeitenIntroducción A La Mecánica AutomotrizLeiidy ZapataNoch keine Bewertungen