Das könnte Ihnen auch gefallen
- Productivity and Reliability-Based Maintenance Management, Second EditionVon EverandProductivity and Reliability-Based Maintenance Management, Second EditionNoch keine Bewertungen
- Rohingya Poems in RohingyalishDokument32 SeitenRohingya Poems in RohingyalishMohammed Siddique Basu100% (7)
- Lean Manufacturing Case StudyDokument25 SeitenLean Manufacturing Case StudyMohamed Farag Mostafa0% (1)
- Six Sigma at MotorolaDokument22 SeitenSix Sigma at MotorolaPrateek Goel100% (2)
- Ford Production SystemDokument4 SeitenFord Production Systempravit08Noch keine Bewertungen
- Mini - Tab For STADokument83 SeitenMini - Tab For STAmilanstr100% (1)
- Toyota Production System Research ThesisDokument32 SeitenToyota Production System Research ThesisSamir Ghani100% (1)
- Lean Dennis Summary ReviewDokument70 SeitenLean Dennis Summary ReviewHector Leonel RivasNoch keine Bewertungen
- Process Management Approach Reduces ScrapDokument5 SeitenProcess Management Approach Reduces ScrapDan BarthaNoch keine Bewertungen
- My Black BookDokument5 SeitenMy Black BookRiSHI KeSH GawaINoch keine Bewertungen
- Interpersonel Need of Management Student-Acilitor in The Choice of ElectivesDokument180 SeitenInterpersonel Need of Management Student-Acilitor in The Choice of ElectivesnerdjumboNoch keine Bewertungen
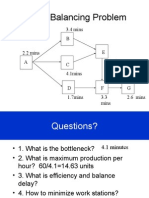
- Assembly Line Balancing - Positional Weight MethodDokument3 SeitenAssembly Line Balancing - Positional Weight Methodjgkonnully0% (1)
- Assembly Line BalancingDokument17 SeitenAssembly Line BalancingHarshad_S50% (2)
- Process Capability: 99.73% of parts lie within the 6 σ limitsDokument10 SeitenProcess Capability: 99.73% of parts lie within the 6 σ limitsrm_muruganNoch keine Bewertungen
- Traditipn Production Planning and ControlDokument16 SeitenTraditipn Production Planning and ControlpaulineNoch keine Bewertungen
- Six SigmaDokument27 SeitenSix SigmaArivudai NambiNoch keine Bewertungen
- Project Report On Maynard Operation Sequence TechniqueDokument9 SeitenProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNoch keine Bewertungen
- Mistake-Proofing (Poka-Yoke) : Presented To: Prof. Raj Mukundan Group Number-12Dokument25 SeitenMistake-Proofing (Poka-Yoke) : Presented To: Prof. Raj Mukundan Group Number-12resho87100% (1)
- Visual Factory ConceptDokument2 SeitenVisual Factory Concept91ifthiNoch keine Bewertungen
- Takt Time Cycle Time ThrougputDokument9 SeitenTakt Time Cycle Time ThrougputjiteshthakkarNoch keine Bewertungen
- Process Capability (CP, CPK) and Process Performance (PP, PPK) - What Is TheDokument10 SeitenProcess Capability (CP, CPK) and Process Performance (PP, PPK) - What Is Thepkj009Noch keine Bewertungen
- Lean - Standard WorkDokument9 SeitenLean - Standard WorkBalaji SNoch keine Bewertungen
- CP, CPK, CM, CMK, Control LimitsDokument5 SeitenCP, CPK, CM, CMK, Control LimitsBruno MauroNoch keine Bewertungen
- 07 Balancing Cycle Time and Takt TimeDokument2 Seiten07 Balancing Cycle Time and Takt Timelam nguyenNoch keine Bewertungen
- Section 9 (DFSS)Dokument24 SeitenSection 9 (DFSS)Eduardo Expósito EspinosaNoch keine Bewertungen
- ToyotaDokument7 SeitenToyotaHang NadimNoch keine Bewertungen
- Method Study: by Kunal PatelDokument28 SeitenMethod Study: by Kunal PatelPatel KunalNoch keine Bewertungen
- 4.2 Process CapacityDokument11 Seiten4.2 Process Capacitysaheb167Noch keine Bewertungen
- FEIGENBAUM + Ishikawa + TaguchiDokument7 SeitenFEIGENBAUM + Ishikawa + Taguchiaulia rakhmawatiNoch keine Bewertungen
- Nomograph-Binomial Distribution PDFDokument2 SeitenNomograph-Binomial Distribution PDFtbrackman99Noch keine Bewertungen
- What Is Oee?: Intro To LeanDokument3 SeitenWhat Is Oee?: Intro To LeanNelson VianaNoch keine Bewertungen
- TQM Seven Tool For MangementDokument33 SeitenTQM Seven Tool For MangementMuneeb JavaidNoch keine Bewertungen
- Cellular ManufacturingDokument25 SeitenCellular ManufacturingApoorv Mathur100% (1)
- Adoption of Six Sigma DMAIC To Reduce Cost of Poor QualityDokument26 SeitenAdoption of Six Sigma DMAIC To Reduce Cost of Poor QualityFikri Ilham100% (1)
- THE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFDokument26 SeitenTHE EFFECTIVENESS OF SIX SIGMA IN SERVICES SECTORS-libre PDFsarahNoch keine Bewertungen
- Single Minute Exchange of Dies College ProjectDokument99 SeitenSingle Minute Exchange of Dies College ProjectAkshay Shah50% (2)
- Lean Six Sigma Asq Road MapDokument2 SeitenLean Six Sigma Asq Road Maphj100% (4)
- Lean ManufacturingDokument5 SeitenLean ManufacturingruturrajNoch keine Bewertungen
- Continuous Improvement Tools Wi PDFDokument86 SeitenContinuous Improvement Tools Wi PDFRaul100% (1)
- Muda Mura Muri CompletoDokument9 SeitenMuda Mura Muri CompletoXochiquetzal AstudilloNoch keine Bewertungen
- Presentation About SIX SIGMA - DMADV ApproachDokument20 SeitenPresentation About SIX SIGMA - DMADV ApproachPiotr BartenbachNoch keine Bewertungen
- 6 Sigma Project Selection GuidelinesDokument7 Seiten6 Sigma Project Selection Guidelineschteo1976Noch keine Bewertungen
- Quality and System Management: Final Assignment Unit 1 Prof. Mrs. Areeba ZafarDokument20 SeitenQuality and System Management: Final Assignment Unit 1 Prof. Mrs. Areeba ZafarNabeel Afzal0% (1)
- Six Sigma in MotorolaDokument9 SeitenSix Sigma in MotorolanidhiNoch keine Bewertungen
- 9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFDokument6 Seiten9 Key Strategies To Minimize The Cost of Poor Quality - Insights PDFAlsayed DiabNoch keine Bewertungen
- Zuma Part1 Solutions+Dokument12 SeitenZuma Part1 Solutions+worldontopNoch keine Bewertungen
- Cusum Ewma TemplateDokument11 SeitenCusum Ewma TemplateDavid ArechagaNoch keine Bewertungen
- Six Sigma Quality Improvement at BD CompanyDokument10 SeitenSix Sigma Quality Improvement at BD CompanyJLuisCarterNoch keine Bewertungen
- Multivari CHARTSDokument16 SeitenMultivari CHARTSanujkumartyagi9275Noch keine Bewertungen
- Facility Layout - AteneonlineDokument32 SeitenFacility Layout - AteneonlineKashifgee6100% (1)
- Process AnalysisDokument10 SeitenProcess AnalysisNikeshKumarSinghNoch keine Bewertungen
- Minitab GuideDokument21 SeitenMinitab GuideBlazieNoch keine Bewertungen
- Applying Six Sigma at 3MDokument13 SeitenApplying Six Sigma at 3MdchNoch keine Bewertungen
- Examples Line BalancingDokument11 SeitenExamples Line Balancingapi-385643383% (6)
- Assignments-Mba Sem-Iii: Subject Code: QM0002Dokument17 SeitenAssignments-Mba Sem-Iii: Subject Code: QM0002Mithesh KumarNoch keine Bewertungen
- History of Lean ManufacturingDokument14 SeitenHistory of Lean ManufacturingVan Michael100% (2)
- Different Types of Time in ManufacturingDokument15 SeitenDifferent Types of Time in ManufacturingkazuNoch keine Bewertungen
- Design For Six Sigma & Robust Design of Products and Processes For QualityDokument36 SeitenDesign For Six Sigma & Robust Design of Products and Processes For Qualityshankarbt83100% (1)
- Lean Amazon Six Sigma Case StudyDokument5 SeitenLean Amazon Six Sigma Case StudyDavid Sebastin100% (2)
- SMED single minute exchange of die A Complete Guide - 2019 EditionVon EverandSMED single minute exchange of die A Complete Guide - 2019 EditionNoch keine Bewertungen
- Proposit Gen MathDokument9 SeitenProposit Gen MathAngelika AndresNoch keine Bewertungen
- Structural Robustness of Steel Framed BuildingsDokument0 SeitenStructural Robustness of Steel Framed BuildingsCristina VlaicuNoch keine Bewertungen
- TractatusDokument185 SeitenTractatusSattyaki BasuNoch keine Bewertungen
- Ôn HSG - P5-HandoutDokument4 SeitenÔn HSG - P5-HandoutMinh ChâuNoch keine Bewertungen
- Class IfDokument9 SeitenClass IfDavidRavenMoonNoch keine Bewertungen
- Mewaruniversity PH DDokument4 SeitenMewaruniversity PH Dpramoddutta100% (1)
- Manufacturing Process LabDokument9 SeitenManufacturing Process LabJing HengNoch keine Bewertungen
- Alternative ADHD TreatmentDokument3 SeitenAlternative ADHD TreatmentCindy VanegasNoch keine Bewertungen
- Sugar Decolorization Using Ion Exchange Resin in The Refining ProcessDokument4 SeitenSugar Decolorization Using Ion Exchange Resin in The Refining ProcessAnonymous k41BMGYDLNoch keine Bewertungen
- IU BIM Execution Plan TemplateDokument12 SeitenIU BIM Execution Plan TemplateAyman KandeelNoch keine Bewertungen
- Bartletts TestDokument67 SeitenBartletts TestRajendra KumarNoch keine Bewertungen
- Social Psychology-E BookDokument4 SeitenSocial Psychology-E BookShamilka Fernando60% (5)
- Interview Feedback FormDokument4 SeitenInterview Feedback FormRohit HNoch keine Bewertungen
- A Study On Customer Relationship Management Practices of Commercial Banks in Thanjavur DistrictDokument6 SeitenA Study On Customer Relationship Management Practices of Commercial Banks in Thanjavur DistrictarcherselevatorsNoch keine Bewertungen
- Chemistry 102 Experiment 8 ColorimetryDokument7 SeitenChemistry 102 Experiment 8 ColorimetryDaniel MedeirosNoch keine Bewertungen
- Weather Phenomena MatrixDokument4 SeitenWeather Phenomena MatrixsetolazarNoch keine Bewertungen
- Vessel Nozzle PDFDokument30 SeitenVessel Nozzle PDFEugenia LorenzaNoch keine Bewertungen
- Family Day by Day - The Guide To A Successful Family LifeDokument212 SeitenFamily Day by Day - The Guide To A Successful Family Lifeprajya100% (3)
- Alfred Nobel and The Nobel PrizesDokument17 SeitenAlfred Nobel and The Nobel PrizesElizabethDarcyNoch keine Bewertungen
- Jurutera August 2014Dokument28 SeitenJurutera August 2014Edison LimNoch keine Bewertungen
- Aavit 5 ADokument113 SeitenAavit 5 AAnonymous ok5UankNoch keine Bewertungen
- SAVol 8 June 2010 Indian Color Part 3Dokument272 SeitenSAVol 8 June 2010 Indian Color Part 3SaptarishisAstrology67% (3)
- Deloitte IT Governance SurveyDokument20 SeitenDeloitte IT Governance Surveymrehan2k2Noch keine Bewertungen
- Proj. DocumentationDokument47 SeitenProj. DocumentationBrian PaulNoch keine Bewertungen
- List of Astrology BooksDokument19 SeitenList of Astrology BooksChetan SharmaNoch keine Bewertungen
- Cics Abend CodesDokument9 SeitenCics Abend CodesGupta KanduriNoch keine Bewertungen
- Photo-Realistic 3D Model Extraction From Camera Array CaptureDokument11 SeitenPhoto-Realistic 3D Model Extraction From Camera Array CaptureJohn NaylorNoch keine Bewertungen