Das könnte Ihnen auch gefallen
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (73)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- House Rent ReceiptDokument1 SeiteHouse Rent ReceiptRevolutionizingAwareness100% (1)
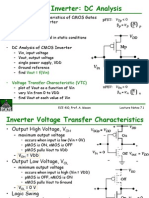
- CMOS Inverter: DC AnalysisDokument32 SeitenCMOS Inverter: DC Analysissreekanthreddy peram50% (2)
- TestingDokument13 SeitenTestingJayamani KrishnanNoch keine Bewertungen
- MOS TheoryDokument65 SeitenMOS Theorydharma_panga8217Noch keine Bewertungen
- Introduction to VLSI Testing: 李昆忠 Kuen-Jong LeeDokument41 SeitenIntroduction to VLSI Testing: 李昆忠 Kuen-Jong LeeAnamika PancholiNoch keine Bewertungen
- 2011 YieldDokument22 Seiten2011 YieldVitthal TalawarNoch keine Bewertungen
- Antenna Diode Vlsi Operation Positive ChargeDokument21 SeitenAntenna Diode Vlsi Operation Positive ChargeNegin HashemiNoch keine Bewertungen
- 2011 Me TrologyDokument38 Seiten2011 Me TrologyVitthal TalawarNoch keine Bewertungen
- PCB DocumentDokument8 SeitenPCB DocumentVitthal TalawarNoch keine Bewertungen
- Non Invering AmplifierDokument5 SeitenNon Invering AmplifierVitthal TalawarNoch keine Bewertungen
- General ITRS ReadMe For Interactive Files2011 PDFDokument1 SeiteGeneral ITRS ReadMe For Interactive Files2011 PDFVitthal TalawarNoch keine Bewertungen
- Recent Advances in Display Technologies: Dr. K. R. Sarma Adviser Technology Samtel GroupDokument43 SeitenRecent Advances in Display Technologies: Dr. K. R. Sarma Adviser Technology Samtel Groupyadvendra2011Noch keine Bewertungen
- Cell Design Issues: ReadingDokument22 SeitenCell Design Issues: ReadingVitthal TalawarNoch keine Bewertungen
- MOS TheoryDokument65 SeitenMOS Theorydharma_panga8217Noch keine Bewertungen
- Career: 50 Most Common Interview Questions in HR RoundDokument4 SeitenCareer: 50 Most Common Interview Questions in HR RoundMahesh PradhanNoch keine Bewertungen
- Layout of CMOS Analog CircuitsDokument0 SeitenLayout of CMOS Analog CircuitsarammartNoch keine Bewertungen
- India's Contribution To The Rest of The WorldDokument62 SeitenIndia's Contribution To The Rest of The Worldraj06740Noch keine Bewertungen
- EMIDokument11 SeitenEMIVitthal TalawarNoch keine Bewertungen
- Jananee JanmabhoomiDokument12 SeitenJananee JanmabhoomiVitthal Talawar100% (1)
- AjaxDokument14 SeitenAjaxVitthal TalawarNoch keine Bewertungen
- Comp Sta NesargiDokument2 SeitenComp Sta NesargiVitthal TalawarNoch keine Bewertungen
- InvoiceDokument2 SeitenInvoiceVitthal TalawarNoch keine Bewertungen
- English Class X Science Chapter19Dokument11 SeitenEnglish Class X Science Chapter19Vitthal TalawarNoch keine Bewertungen
- BasicsDokument21 SeitenBasicsTapasRoutNoch keine Bewertungen
- Resume VittalMMDokument4 SeitenResume VittalMMVitthal TalawarNoch keine Bewertungen
- DIPIETE ETmainDokument89 SeitenDIPIETE ETmainVitthal TalawarNoch keine Bewertungen
- JK TypeDokument3 SeitenJK TypeRusdianHasbiNoch keine Bewertungen
- MOSFETDokument28 SeitenMOSFETVitthal TalawarNoch keine Bewertungen
- Noise MarginsDokument12 SeitenNoise Marginsمحمد هائل شريتحNoch keine Bewertungen
- Ee 587 Soc Design & Test: Partha Pande School of Eecs Washington State University Pande@Eecs - Wsu.EduDokument30 SeitenEe 587 Soc Design & Test: Partha Pande School of Eecs Washington State University Pande@Eecs - Wsu.EdusanthiyadevNoch keine Bewertungen
- Testing&Testabilty Course PlanDokument5 SeitenTesting&Testabilty Course PlanLava Kumar BNoch keine Bewertungen
- DFT VisionDokument18 SeitenDFT VisionNaganithesh Ghattamaneni0% (1)
- Scan Insertion Assignment - 1Dokument17 SeitenScan Insertion Assignment - 1poojithas acharya100% (5)
- Design For Testability SyllabusDokument1 SeiteDesign For Testability SyllabusAshraf AliNoch keine Bewertungen
- Primer: IEEE STD 1149.1 (JTAG) TestabilityDokument130 SeitenPrimer: IEEE STD 1149.1 (JTAG) TestabilityteomondoNoch keine Bewertungen
- Asic Design Flow (PD Flow)Dokument34 SeitenAsic Design Flow (PD Flow)ShwethNoch keine Bewertungen
- Design For TestingDokument14 SeitenDesign For TestingJuan A OrtizNoch keine Bewertungen
- VLSI ModulesDokument28 SeitenVLSI Modulessai_karthik89Noch keine Bewertungen
- Test-Expert BrochureDokument6 SeitenTest-Expert Brochuremouloud hadbiiNoch keine Bewertungen
- Fundamentals of Digital Test and DFT: Vishwani D. AgrawalDokument85 SeitenFundamentals of Digital Test and DFT: Vishwani D. Agrawalsharad2208100% (1)
- Printed Circuit Board Assembly Test Process and Design For TestabilityDokument6 SeitenPrinted Circuit Board Assembly Test Process and Design For Testabilitymar taNoch keine Bewertungen
- Cmos & VlsiDokument42 SeitenCmos & VlsiLovey SalujaNoch keine Bewertungen
- Logic Synthesis 1 PavanKVDokument80 SeitenLogic Synthesis 1 PavanKVdk13071987100% (1)
- DESIGN FOR TEST (DFT) - DFT Interview QuestionsDokument2 SeitenDESIGN FOR TEST (DFT) - DFT Interview QuestionsNaganithesh GhattamaneniNoch keine Bewertungen
- Testing of Embedded System: Version 2 EE IIT, Kharagpur 1Dokument18 SeitenTesting of Embedded System: Version 2 EE IIT, Kharagpur 1Sunil PandeyNoch keine Bewertungen
- Design For Testability Design For Testability - Organization OrganizationDokument28 SeitenDesign For Testability Design For Testability - Organization OrganizationNeusilica school of VLSINoch keine Bewertungen
- Defect Based TestDokument14 SeitenDefect Based TestCiprian FloreaNoch keine Bewertungen
- Free ScaleDokument39 SeitenFree ScaleRavi VarmaNoch keine Bewertungen
- Curs DFT Intro 3Dokument76 SeitenCurs DFT Intro 3Oana-Mihaela DaracNoch keine Bewertungen
- Talus DesignDokument40 SeitenTalus DesignfredkumarNoch keine Bewertungen
- Vlsi TestingDokument51 SeitenVlsi TestingSriramNoch keine Bewertungen
- Et Ug PmbistDokument40 SeitenEt Ug PmbistNitish KumarNoch keine Bewertungen
- 1.1 Testability and Design For Test (DFT)Dokument29 Seiten1.1 Testability and Design For Test (DFT)spaulsNoch keine Bewertungen
- TSB DFT 006 AppnoteDokument45 SeitenTSB DFT 006 AppnoteNitish KumarNoch keine Bewertungen
- Design For Test (DFT) - 1Dokument101 SeitenDesign For Test (DFT) - 1Şøfţbóý HãřîNoch keine Bewertungen
- Dfta RefDokument445 SeitenDfta RefDeepak ChandaNoch keine Bewertungen
- Fpga QuestionsDokument10 SeitenFpga QuestionsSuji DarsanNoch keine Bewertungen
- Testing, Design For Testability: Mah, Aen EE271 Lecture 16 1Dokument28 SeitenTesting, Design For Testability: Mah, Aen EE271 Lecture 16 1suyog kalaniNoch keine Bewertungen