Das könnte Ihnen auch gefallen
- Project Report 360 Degree Drilling MachineDokument11 SeitenProject Report 360 Degree Drilling MachineSumit Bijwe80% (5)
- ALL Experiments MT-2Dokument16 SeitenALL Experiments MT-2rahulyadav9944Noch keine Bewertungen
- Module 2Dokument15 SeitenModule 2mohammedgousmujahidNoch keine Bewertungen
- Motorized Benchh ViseDokument46 SeitenMotorized Benchh ViseAlmubeen83% (18)
- Basics of Milling Machine and Its RigidityDokument9 SeitenBasics of Milling Machine and Its RigidityshubhamNoch keine Bewertungen
- V Machining ConventionalDokument22 SeitenV Machining Conventionalroamer10Noch keine Bewertungen
- Metal Cutting ProcessesDokument67 SeitenMetal Cutting ProcessesAbhay SontakkeNoch keine Bewertungen
- Cutting Tool Applications Chapter 10: Boring Operations and MachinesDokument1 SeiteCutting Tool Applications Chapter 10: Boring Operations and MachinesVikas SharmaNoch keine Bewertungen
- Department of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)Dokument7 SeitenDepartment of Mechanical Engineering Answer Key - Iat-I Subject Name: Manufacturing Technology Year/Sem: II/III Subject Code: 17MECC04 Part-A Answer All The Questions (7x2 14 Marks)karthik jNoch keine Bewertungen
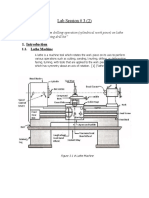
- LATHEDokument9 SeitenLATHEArun PrasadNoch keine Bewertungen
- ReportDokument28 SeitenReportRajesh kvNoch keine Bewertungen
- Lathe PDFDokument5 SeitenLathe PDFAugusto MonjardimNoch keine Bewertungen
- Buckling AnalysisDokument9 SeitenBuckling Analysischandravadiyaketan1504Noch keine Bewertungen
- Chucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheDokument14 SeitenChucks: Clamp Radial Symmetry Cylindrical Drill Bit Power Tool Bar Spindle LatheIrtaza Husnain100% (1)
- Group 7 MillingDokument128 SeitenGroup 7 MillingaaronvincedeguzmanNoch keine Bewertungen
- Imp Lab ManualDokument36 SeitenImp Lab ManualAnas MuhammedNoch keine Bewertungen
- IMP Lab Manual - Autumn 2019Dokument48 SeitenIMP Lab Manual - Autumn 2019ZANTHERNoch keine Bewertungen
- Class Notes ManufacturingDokument13 SeitenClass Notes ManufacturingRajangam VeeruchinnanNoch keine Bewertungen
- Design For MachiningDokument33 SeitenDesign For MachiningAnkit chauhanNoch keine Bewertungen
- WORKSHOP PRACTICE-B.Tech IIDokument46 SeitenWORKSHOP PRACTICE-B.Tech IIrawat7233abhayNoch keine Bewertungen
- Multi Point Cutting Tool Design PDFDokument73 SeitenMulti Point Cutting Tool Design PDFsrutiiNoch keine Bewertungen
- Planer SlotterDokument4 SeitenPlaner SlotterKishor PatilNoch keine Bewertungen
- Manufacturing Processes Lab I: Running A Lathe MachineDokument35 SeitenManufacturing Processes Lab I: Running A Lathe MachineSrinivas SrinivasgNoch keine Bewertungen
- Lathe ReportDokument16 SeitenLathe ReportMuhammad Aisamuddin88% (8)
- IME - Module 2 NotesDokument27 SeitenIME - Module 2 Noteskdshakuntala40Noch keine Bewertungen
- Machine WorskopDokument20 SeitenMachine WorskopnaemaNoch keine Bewertungen
- Design of FixturesDokument36 SeitenDesign of FixturesKarthik ACNoch keine Bewertungen
- Lathe Machine ReportDokument10 SeitenLathe Machine ReportJohn Paul DomingoNoch keine Bewertungen
- MSJF Mod-1Dokument20 SeitenMSJF Mod-1abithek03Noch keine Bewertungen
- Machine Tool Vibration and DampersDokument42 SeitenMachine Tool Vibration and DampersLuis NunesNoch keine Bewertungen
- For More Presentation Go To: Metal Cutting LatheDokument74 SeitenFor More Presentation Go To: Metal Cutting Lathebabu319Noch keine Bewertungen
- Machining: Machining Is Any of Various Processes in Which A Piece of RawDokument7 SeitenMachining: Machining Is Any of Various Processes in Which A Piece of RawAshwin KumarNoch keine Bewertungen
- The International Journal of Engineering and Science (The IJES)Dokument6 SeitenThe International Journal of Engineering and Science (The IJES)theijesNoch keine Bewertungen
- Machine Tool Vibration and DampersDokument42 SeitenMachine Tool Vibration and DampersGeofrey L PaulNoch keine Bewertungen
- MFT II Manual 2Dokument35 SeitenMFT II Manual 2Thulasi RamNoch keine Bewertungen
- Man Pro Lab Lab Exp No 6 - Introduction To Lathe OperationDokument8 SeitenMan Pro Lab Lab Exp No 6 - Introduction To Lathe OperationfotickNoch keine Bewertungen
- ENGINNERING WORKSHOP Research by VictorDokument12 SeitenENGINNERING WORKSHOP Research by VictorAmunnadi Victor chinazaNoch keine Bewertungen
- Unit - V: Manufacturing TechnologyDokument54 SeitenUnit - V: Manufacturing TechnologyIjanSahrudinNoch keine Bewertungen
- Lab 3Dokument6 SeitenLab 3Khurram SattarNoch keine Bewertungen
- Materi Presentasi ManufakturDokument4 SeitenMateri Presentasi ManufakturAquila Fadhila ArifiantiNoch keine Bewertungen
- Aircraft Material & Production - MANUALDokument45 SeitenAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Die PunchDokument67 SeitenDie PunchAbtahee RUETNoch keine Bewertungen
- Djj10033 Chapter 2Dokument30 SeitenDjj10033 Chapter 2YogenNoch keine Bewertungen
- Drilling & Related OperationsDokument11 SeitenDrilling & Related OperationsGonKilNoch keine Bewertungen
- TurningDokument6 SeitenTurningShivshankar Singh0% (1)
- KeyDokument16 SeitenKeyvedangNoch keine Bewertungen
- Machine Lab - ReportDokument11 SeitenMachine Lab - Reportsaiq kamranNoch keine Bewertungen
- Cam ViseDokument14 SeitenCam Visesundar_subash25Noch keine Bewertungen
- JJ 104 Workshop Technology 1 MillingDokument44 SeitenJJ 104 Workshop Technology 1 MillingHusaini Zamzury0% (1)
- Turning and Lathe Basics Training ObjectivesDokument8 SeitenTurning and Lathe Basics Training ObjectivesSowjanya VenigallaNoch keine Bewertungen
- Module 2Dokument10 SeitenModule 2Shamanth M BabuNoch keine Bewertungen
- MillingDokument54 SeitenMillingNelsan PatelNoch keine Bewertungen
- Design and Fabrication of Cam Vice ReportDokument40 SeitenDesign and Fabrication of Cam Vice ReportSendhilNathan67% (3)
- Module 1Dokument21 SeitenModule 1AzizNoch keine Bewertungen
- Bengkel ReportDokument5 SeitenBengkel ReportPaih DtNoch keine Bewertungen
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsVon EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsBewertung: 5 von 5 Sternen5/5 (1)
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingVon EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNoch keine Bewertungen
- Final Data Feb U AryDokument2 SeitenFinal Data Feb U AryRimarkZanoriaNoch keine Bewertungen
- Jan FebDokument4 SeitenJan FebRimarkZanoriaNoch keine Bewertungen
- Total 0 0 0.3 1.2Dokument2 SeitenTotal 0 0 0.3 1.2RimarkZanoriaNoch keine Bewertungen
- Otto & Diesel ProblemsDokument2 SeitenOtto & Diesel ProblemsRimarkZanoriaNoch keine Bewertungen
- Talk 1 SuccessDokument7 SeitenTalk 1 SuccessRimarkZanoriaNoch keine Bewertungen
- Journal NkoDokument49 SeitenJournal NkoRimarkZanoriaNoch keine Bewertungen
- Engine Type and ClassificationDokument57 SeitenEngine Type and ClassificationRimarkZanoria100% (1)
- Accredited by NAAC A++ Greenfields, Vaddeswaram-522502, Guntur District, Andrapradesh, INDIADokument4 SeitenAccredited by NAAC A++ Greenfields, Vaddeswaram-522502, Guntur District, Andrapradesh, INDIAGopinath GangadhariNoch keine Bewertungen
- Smart Drug Delivery SystemsDokument18 SeitenSmart Drug Delivery Systemsmamatha gNoch keine Bewertungen
- Lab FilmsDokument7 SeitenLab FilmsSantiago AliNoch keine Bewertungen
- Amazon - de Android TV BoxDokument1 SeiteAmazon - de Android TV BoxMirelaBurgic-SalihovicNoch keine Bewertungen
- LCD InterfacingDokument22 SeitenLCD InterfacingNanduNoch keine Bewertungen
- D75KXDokument28 SeitenD75KXDiego Duran MolinaNoch keine Bewertungen
- Product CodeDokument20 SeitenProduct CodeHEnajeNoch keine Bewertungen
- Mra Signatories 25Dokument11 SeitenMra Signatories 25Erick MoraNoch keine Bewertungen
- 320/330 Hydraulic Excavators: Technical PresentationDokument104 Seiten320/330 Hydraulic Excavators: Technical Presentationramon hidalgo100% (3)
- New Concept Lead Generation Strategic ArchitectDokument5 SeitenNew Concept Lead Generation Strategic ArchitectIt MobileNoch keine Bewertungen
- ABEn 145 - Tribunalo - Lab 4Dokument14 SeitenABEn 145 - Tribunalo - Lab 4Jaylou OpondaNoch keine Bewertungen
- IMP Q For End Sem ExaminationDokument2 SeitenIMP Q For End Sem Examinationzk8745817Noch keine Bewertungen
- Script Rotation V 1.8.1BETADokument122 SeitenScript Rotation V 1.8.1BETADuni AhmadNoch keine Bewertungen
- The Scrum Guide 2017 FRDokument21 SeitenThe Scrum Guide 2017 FRAlexandre BertolinoNoch keine Bewertungen
- 6 Basic Concepts of TQMDokument6 Seiten6 Basic Concepts of TQMRicardo BaesNoch keine Bewertungen
- Project Segway 3 WheelDokument26 SeitenProject Segway 3 WheelMohit ChetwaniNoch keine Bewertungen
- Pressure Lube Recip Technical Sales TrainingDokument30 SeitenPressure Lube Recip Technical Sales TrainingJNoch keine Bewertungen
- Matlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiDokument10 SeitenMatlab/Simulink Modeling of Sic Power Mosfets: Paolo Giammatteo, Concettina Buccella, Carlo CecatiDaniel Labiano AnduezaNoch keine Bewertungen
- Schematics 3250Dokument9 SeitenSchematics 3250pronomixNoch keine Bewertungen
- Restructuring of The Swedish National Grid Control Centres: Session 2004Dokument7 SeitenRestructuring of The Swedish National Grid Control Centres: Session 2004ramsesiNoch keine Bewertungen
- Design and Construction of A Heat Exchanger With TPMS StructureDokument4 SeitenDesign and Construction of A Heat Exchanger With TPMS StructureMary BolañosNoch keine Bewertungen
- MTS & MTO SenariousDokument4 SeitenMTS & MTO SenariousKoustubha Khare100% (1)
- APL V80 SP2-Readme enDokument16 SeitenAPL V80 SP2-Readme enGrant DouglasNoch keine Bewertungen
- Cordex HP 1.2kW: 1RU Integrated Shelf System With GMT DistributionDokument2 SeitenCordex HP 1.2kW: 1RU Integrated Shelf System With GMT DistributionJohn WikieNoch keine Bewertungen
- VP Operations Job DescriptionDokument2 SeitenVP Operations Job DescriptionAmol Ghemud100% (1)
- Assignment No.7 PDFDokument6 SeitenAssignment No.7 PDFAbdul HameedNoch keine Bewertungen
- MB-910 enDokument74 SeitenMB-910 enadrianoglopesNoch keine Bewertungen
- System 800xa 5.1 System PlanningDokument396 SeitenSystem 800xa 5.1 System PlanningThanhTung NguyenNoch keine Bewertungen
- Single Phasing Monitoring and Prevention System For 3-Phase Industrial LoadsDokument3 SeitenSingle Phasing Monitoring and Prevention System For 3-Phase Industrial LoadsEstiller KenNoch keine Bewertungen
- 15 Causes of Project FailureDokument3 Seiten15 Causes of Project FailureEyuael Solomon100% (2)