Das könnte Ihnen auch gefallen
- NC CNC and DNC SystemsDokument25 SeitenNC CNC and DNC SystemsVivek SinghNoch keine Bewertungen
- History of Automation: Sai AnjaneyaDokument29 SeitenHistory of Automation: Sai AnjaneyaSoftwares PlayNoch keine Bewertungen
- Introduction To ManufacturingDokument5 SeitenIntroduction To ManufacturingSalih Burak GÜLENNoch keine Bewertungen
- Manufacturing Processes For Engineering Materials, 4th Ed.: Kalpakjian - Schmid Prentice Hall, 2003Dokument14 SeitenManufacturing Processes For Engineering Materials, 4th Ed.: Kalpakjian - Schmid Prentice Hall, 2003Scott K.L LeeNoch keine Bewertungen
- Manufacturing Processes TableDokument10 SeitenManufacturing Processes TableJuan Sanchez GarzaNoch keine Bewertungen
- Manufacturing Processes: Instructor: T. Kesavadas (Prof. Kesh)Dokument23 SeitenManufacturing Processes: Instructor: T. Kesavadas (Prof. Kesh)tsoneriNoch keine Bewertungen
- Workshop Note1Dokument16 SeitenWorkshop Note1ashanNoch keine Bewertungen
- Steel Making IntroductionDokument17 SeitenSteel Making IntroductionHari sadu100% (2)
- 2 Casting FormingDokument56 Seiten2 Casting FormingSaba GheniNoch keine Bewertungen
- Manufacturing ProcessesDokument56 SeitenManufacturing Processesisco23Noch keine Bewertungen
- Cast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptDokument25 SeitenCast Irons: Ergün Keleşoğlu Yildiz Technical University Metallurgical & Materials Eng. DeptRidvan GecuNoch keine Bewertungen
- Manufacturing ProcessesDokument112 SeitenManufacturing ProcessesAMIT SHARMANoch keine Bewertungen
- Fabrication of Ductil Iron Pipes and Fittings MafusaDokument5 SeitenFabrication of Ductil Iron Pipes and Fittings MafusaAmar JabarNoch keine Bewertungen
- Nscguide2012 - e - 61-Flow Production Nippon SteelDokument2 SeitenNscguide2012 - e - 61-Flow Production Nippon SteelAgustine SetiawanNoch keine Bewertungen
- Cast Iron - IspatGuruDokument14 SeitenCast Iron - IspatGuruWalid Ben AmirNoch keine Bewertungen
- Cast Iron - IspatGuruDokument14 SeitenCast Iron - IspatGuruWalid Ben AmirNoch keine Bewertungen
- Cast Iron - IspatGuruDokument14 SeitenCast Iron - IspatGuruWalid Ben AmirNoch keine Bewertungen
- 1 Lecture01-230117-121737Dokument19 Seiten1 Lecture01-230117-121737Lahiru JananjayaNoch keine Bewertungen
- Ceramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!Dokument5 SeitenCeramic Materials: Introduction!: MCEN90014: Materials ! ! !dr. K. Xia! ! ! !1!hamalNoch keine Bewertungen
- Casting Visual InspectionDokument60 SeitenCasting Visual InspectionSaravanan SaranNoch keine Bewertungen
- Nippon Imp Diagramas de FlujoDokument4 SeitenNippon Imp Diagramas de FlujodiegoNoch keine Bewertungen
- On MetalDokument57 SeitenOn Metalkatyayani tiwariNoch keine Bewertungen
- Metallurgical Class OverviewDokument59 SeitenMetallurgical Class OverviewsyedfarazshafeeqNoch keine Bewertungen
- Iron and Steel Making ProcessDokument22 SeitenIron and Steel Making Processmaghfira100% (1)
- Casting 2 by Mech Zone PDFDokument13 SeitenCasting 2 by Mech Zone PDFPrashantKumarNoch keine Bewertungen
- Basalt Catalogue-CDokument4 SeitenBasalt Catalogue-Cdanny buiNoch keine Bewertungen
- Extract Pages From Metallurgy and Materials Engineering - S. Ramachandran Et Al. (Air Walk Publications, 2016)Dokument31 SeitenExtract Pages From Metallurgy and Materials Engineering - S. Ramachandran Et Al. (Air Walk Publications, 2016)Hunter NoVaNoch keine Bewertungen
- TimkenSteel Metallurgy - 6thgrade PDFDokument27 SeitenTimkenSteel Metallurgy - 6thgrade PDFSilverio AcuñaNoch keine Bewertungen
- Arc Induction FurnaceDokument1 SeiteArc Induction FurnaceMandeep DhillonNoch keine Bewertungen
- Pengenalan TBB 2019-26 Agt-SeptDokument103 SeitenPengenalan TBB 2019-26 Agt-SeptAngga GerradNoch keine Bewertungen
- Pohon Industri Baja NasionalDokument1 SeitePohon Industri Baja NasionalrossajnrNoch keine Bewertungen
- Flux, Iron, Coke Blast Furnace Pig Iron Solid SolidDokument18 SeitenFlux, Iron, Coke Blast Furnace Pig Iron Solid SolidMD. ZUBAIR ISLAMNoch keine Bewertungen
- Mitusha: Corrosion of Base Metals in ContactDokument1 SeiteMitusha: Corrosion of Base Metals in ContactAVINASHRAJNoch keine Bewertungen
- Metal Casting: (Metallurgy of Cast Iron)Dokument42 SeitenMetal Casting: (Metallurgy of Cast Iron)Venkatesan GanesanNoch keine Bewertungen
- Galvanic Corrosion ChartDokument1 SeiteGalvanic Corrosion Chartakalp1005Noch keine Bewertungen
- Copper Clad Steel Rod BrochureDokument8 SeitenCopper Clad Steel Rod Brochurepoci11Noch keine Bewertungen
- Cast Basalt Division: Steels LTDDokument8 SeitenCast Basalt Division: Steels LTDbonat07Noch keine Bewertungen
- Week 4 AE 2024 - FormingDokument38 SeitenWeek 4 AE 2024 - FormingJulian PostmaNoch keine Bewertungen
- Chapter 3: Process Descriptions And: Environmental AspectsDokument134 SeitenChapter 3: Process Descriptions And: Environmental AspectsPatricia BrandNoch keine Bewertungen
- Slabbrochure Baosteel PDFDokument36 SeitenSlabbrochure Baosteel PDFKetnipha SukwannawitNoch keine Bewertungen
- Wrought Iron: Prepared & Submitted byDokument14 SeitenWrought Iron: Prepared & Submitted bysujan shrestha100% (1)
- Wrought Iron: Prepared & Submitted byDokument14 SeitenWrought Iron: Prepared & Submitted bysujan shresthaNoch keine Bewertungen
- Steel Slag. Conversion of An Industrial Waste Material Into A Value Adding Asphalt IngredientDokument8 SeitenSteel Slag. Conversion of An Industrial Waste Material Into A Value Adding Asphalt IngredientMehdi FarrokhiNoch keine Bewertungen
- Materi Kuliah 4 PDFDokument19 SeitenMateri Kuliah 4 PDFarif menceroNoch keine Bewertungen
- Brass Rods - High Tensile Brass Rod, Forging Brass Rod, Free Cutting Brass Rod ManufacturerDokument6 SeitenBrass Rods - High Tensile Brass Rod, Forging Brass Rod, Free Cutting Brass Rod Manufacturerk4kuldeepNoch keine Bewertungen
- Ceramic Uses and ProcessesDokument22 SeitenCeramic Uses and ProcessesWang Zheng FengNoch keine Bewertungen
- HS CodesDokument2 SeitenHS CodesSauban JeelaniNoch keine Bewertungen
- T GRP Catalogue 28102021Dokument80 SeitenT GRP Catalogue 28102021Muhammad FadhilNoch keine Bewertungen
- M - I U - 1 C P: Anufacturing Processes NIT Asting RocessesDokument246 SeitenM - I U - 1 C P: Anufacturing Processes NIT Asting RocessesMahesh SalotagiNoch keine Bewertungen
- Advanced MaterialsDokument37 SeitenAdvanced Materialstiendung0919196302Noch keine Bewertungen
- Advanced MaterialsDokument37 SeitenAdvanced MaterialsNguyễn HoàngNoch keine Bewertungen
- Wall Colmonoy Surfacing Alloys Selector ChartDokument3 SeitenWall Colmonoy Surfacing Alloys Selector ChartAjimKe'enNoch keine Bewertungen
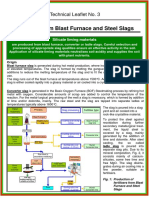
- Fertilisers From Blast Furnace and Steel Slags: Technical Leaflet No. 3Dokument4 SeitenFertilisers From Blast Furnace and Steel Slags: Technical Leaflet No. 3C SIKKANoch keine Bewertungen
- Potash Feldspar K2o Al2o3 6sio2Dokument1 SeitePotash Feldspar K2o Al2o3 6sio2Vikash AgarwalNoch keine Bewertungen
- Engg MaterialsEMP - L10Dokument34 SeitenEngg MaterialsEMP - L10Engr ZainNoch keine Bewertungen
- Metallographic Preparation of Cast Iron: Application NotesDokument6 SeitenMetallographic Preparation of Cast Iron: Application NotesmarianaNoch keine Bewertungen
- Cast IronDokument6 SeitenCast IronSegun TalabiNoch keine Bewertungen
- Project Report On Casting, Forging, Heat Treatment & MachiningDokument15 SeitenProject Report On Casting, Forging, Heat Treatment & MachiningVaibhav BhadouriaNoch keine Bewertungen
- Lead Charges For Various Materials: Machine Loading Manual LoadingDokument10 SeitenLead Charges For Various Materials: Machine Loading Manual LoadingChinmay PatilNoch keine Bewertungen
- LC-1 Digital Air/Fuel Ratio (Lambda) Sensor Controller ManualDokument12 SeitenLC-1 Digital Air/Fuel Ratio (Lambda) Sensor Controller ManualDeepank SachdevNoch keine Bewertungen
- Examples of Drag: Shape and Flow Form Drag Skin FrictionDokument8 SeitenExamples of Drag: Shape and Flow Form Drag Skin FrictionDeepank SachdevNoch keine Bewertungen
- LC-1 Digital Air/Fuel Ratio (Lambda) Sensor Controller ManualDokument12 SeitenLC-1 Digital Air/Fuel Ratio (Lambda) Sensor Controller ManualDeepank SachdevNoch keine Bewertungen
- Examples of Drag: Shape and Flow Form Drag Skin FrictionDokument8 SeitenExamples of Drag: Shape and Flow Form Drag Skin FrictionDeepank SachdevNoch keine Bewertungen
- Unit 2 - EntropyDokument37 SeitenUnit 2 - EntropyDeepank SachdevNoch keine Bewertungen
- Unit 2 - Second LawDokument32 SeitenUnit 2 - Second LawDeepank SachdevNoch keine Bewertungen
- Hero Honda Glamour Fmsci PDFDokument7 SeitenHero Honda Glamour Fmsci PDFDeepank Sachdev100% (1)
- University of Maine FSAE Engine TeamDokument6 SeitenUniversity of Maine FSAE Engine TeamDeepank SachdevNoch keine Bewertungen
- Training Calendar 2011Dokument44 SeitenTraining Calendar 2011riteshsamantray521383Noch keine Bewertungen
- FreeFEM DocumentationDokument746 SeitenFreeFEM DocumentationcordobeehNoch keine Bewertungen
- MIT6 858F14 Lec12 PDFDokument9 SeitenMIT6 858F14 Lec12 PDFSohuturon Fernando NapitupuluNoch keine Bewertungen
- Creating Quiz in Google ClassroomDokument39 SeitenCreating Quiz in Google ClassroomPyin Nyar Aung MyayNoch keine Bewertungen
- Setup Prometheus Monitoring On KubernetesDokument6 SeitenSetup Prometheus Monitoring On KubernetesAymenNoch keine Bewertungen
- Elwave ManualDokument109 SeitenElwave ManualNo Name100% (1)
- Checkpoint Sofaware Release WebDokument31 SeitenCheckpoint Sofaware Release WebjoumorNoch keine Bewertungen
- Departmental Models 641a UpgradeDokument13 SeitenDepartmental Models 641a UpgradeKrish NarajNoch keine Bewertungen
- Core Java Material 2Dokument199 SeitenCore Java Material 2raamsgoluguriNoch keine Bewertungen
- Lec6 QP IndexingDokument40 SeitenLec6 QP IndexingPrevizslaNoch keine Bewertungen
- Introduction To Data Mining - Rev PDFDokument1 SeiteIntroduction To Data Mining - Rev PDFlhy20283Noch keine Bewertungen
- Online Discussion: Enhancing Students' Critical Thinking SkillsDokument8 SeitenOnline Discussion: Enhancing Students' Critical Thinking SkillsThiba KrishnanNoch keine Bewertungen
- BTC Mining - Google AramaDokument1 SeiteBTC Mining - Google AramaSuli Mrmassb0% (1)
- PVCMC 0296 Us - tcm106 35825Dokument233 SeitenPVCMC 0296 Us - tcm106 35825enrique.riera7693Noch keine Bewertungen
- Regulator Temperatura E5 - C Users ManualDokument392 SeitenRegulator Temperatura E5 - C Users ManualFaulhaber AdrianNoch keine Bewertungen
- X BX+C 0: Quarter 1: SUMMATIVE TEST #1 (Quadratic Equation and Quadratic Inequality) Mathematics 9Dokument3 SeitenX BX+C 0: Quarter 1: SUMMATIVE TEST #1 (Quadratic Equation and Quadratic Inequality) Mathematics 9Guada LupeNoch keine Bewertungen
- Lexicology Coursebook (Nguyễn Mạnh Hùng)Dokument33 SeitenLexicology Coursebook (Nguyễn Mạnh Hùng)duongnguyen4105Noch keine Bewertungen
- COM465xP D00216 M XXENDokument108 SeitenCOM465xP D00216 M XXENKevin TeodorovNoch keine Bewertungen
- FAN Uc System B: 6T-ModelDokument389 SeitenFAN Uc System B: 6T-ModelSongsak TintakornNoch keine Bewertungen
- STORZ ENDOSKOPE Flexible Intubation Video Endoscope 11302BDX Instruction ManualDokument64 SeitenSTORZ ENDOSKOPE Flexible Intubation Video Endoscope 11302BDX Instruction Manualmetech8xNoch keine Bewertungen
- Fdp-Aiml 2019 PDFDokument20 SeitenFdp-Aiml 2019 PDFkrishna_marlaNoch keine Bewertungen
- GIGABYTE GA-H81M-DS2 Mainboard ManualDokument32 SeitenGIGABYTE GA-H81M-DS2 Mainboard Manualcr33pz1llaNoch keine Bewertungen
- Current Mode Bandgap ReferenceDokument22 SeitenCurrent Mode Bandgap ReferenceSovan GhoshNoch keine Bewertungen
- Annexure XII Technical and Functional Specification PDFDokument11 SeitenAnnexure XII Technical and Functional Specification PDFAndy_sumanNoch keine Bewertungen
- Australian Mining 4.0 v15anonymousEDfinal002Dokument21 SeitenAustralian Mining 4.0 v15anonymousEDfinal002Camila Araya maluendaNoch keine Bewertungen
- UMP-19030115710664-Zulhida Rahmi-Tugas Akhir Instrumen Evaluasi 2Dokument17 SeitenUMP-19030115710664-Zulhida Rahmi-Tugas Akhir Instrumen Evaluasi 2mikayla septiaNoch keine Bewertungen
- Prinect Metadimension Manual UsoDokument2 SeitenPrinect Metadimension Manual UsohdzsNoch keine Bewertungen
- Ds Futro x923Dokument6 SeitenDs Futro x923conmar5mNoch keine Bewertungen
- 2.4 GHZ Band Scanner With NRF24L01Dokument28 Seiten2.4 GHZ Band Scanner With NRF24L01Rafael LucasionistNoch keine Bewertungen
- Acceptable Use AgreementDokument2 SeitenAcceptable Use Agreementapi-325973069Noch keine Bewertungen