Das könnte Ihnen auch gefallen
- DRS Laser Users Guide 790309-0706Dokument145 SeitenDRS Laser Users Guide 790309-0706FedericoCNoch keine Bewertungen
- 2009 NC New Top InstallDokument21 Seiten2009 NC New Top InstallFedericoCNoch keine Bewertungen
- 790280-1009 Measure-X FastStart GuideDokument117 Seiten790280-1009 Measure-X FastStart GuideFedericoCNoch keine Bewertungen
- 6538Dokument2 Seiten6538FedericoCNoch keine Bewertungen
- DFMA TipsDokument81 SeitenDFMA TipsFedericoCNoch keine Bewertungen
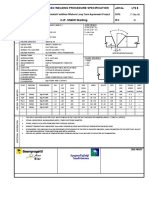
- Wps Saldatura A T GMAW SteelDokument4 SeitenWps Saldatura A T GMAW SteelFedericoCNoch keine Bewertungen
- Wps Saldatura A T GTAW AluminiumDokument3 SeitenWps Saldatura A T GTAW AluminiumFedericoCNoch keine Bewertungen
- 1.1.1.1.1 Costo Del Materiale: Formule ForgiaturaDokument2 Seiten1.1.1.1.1 Costo Del Materiale: Formule ForgiaturaFedericoCNoch keine Bewertungen
- Wps SmawDokument1 SeiteWps SmawFedericoC67% (3)
- Shoe Dog: A Memoir by the Creator of NikeVon EverandShoe Dog: A Memoir by the Creator of NikeBewertung: 4.5 von 5 Sternen4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeVon EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeBewertung: 4 von 5 Sternen4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceVon EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceBewertung: 4 von 5 Sternen4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Von EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Bewertung: 4 von 5 Sternen4/5 (98)
- Grit: The Power of Passion and PerseveranceVon EverandGrit: The Power of Passion and PerseveranceBewertung: 4 von 5 Sternen4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingVon EverandThe Little Book of Hygge: Danish Secrets to Happy LivingBewertung: 3.5 von 5 Sternen3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerVon EverandThe Emperor of All Maladies: A Biography of CancerBewertung: 4.5 von 5 Sternen4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItVon EverandNever Split the Difference: Negotiating As If Your Life Depended On ItBewertung: 4.5 von 5 Sternen4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyVon EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyBewertung: 3.5 von 5 Sternen3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealVon EverandOn Fire: The (Burning) Case for a Green New DealBewertung: 4 von 5 Sternen4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureVon EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureBewertung: 4.5 von 5 Sternen4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryVon EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryBewertung: 3.5 von 5 Sternen3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnVon EverandTeam of Rivals: The Political Genius of Abraham LincolnBewertung: 4.5 von 5 Sternen4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaVon EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaBewertung: 4.5 von 5 Sternen4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersVon EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersBewertung: 4.5 von 5 Sternen4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaVon EverandThe Unwinding: An Inner History of the New AmericaBewertung: 4 von 5 Sternen4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreVon EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreBewertung: 4 von 5 Sternen4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Von EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Bewertung: 4.5 von 5 Sternen4.5/5 (121)
- Her Body and Other Parties: StoriesVon EverandHer Body and Other Parties: StoriesBewertung: 4 von 5 Sternen4/5 (821)
- Planetto Tooltech: The Press Tool PeopleDokument28 SeitenPlanetto Tooltech: The Press Tool PeopleShalon MeloNoch keine Bewertungen
- 2019 Rolleri Bending Hammerle Bystronic IntDokument19 Seiten2019 Rolleri Bending Hammerle Bystronic IntSladjana TrninicNoch keine Bewertungen
- 50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessDokument4 Seiten50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessZul FakriNoch keine Bewertungen
- Cross Reference To NADCA Standards & Guidelines PDFDokument2 SeitenCross Reference To NADCA Standards & Guidelines PDFEd IthNoch keine Bewertungen
- Klingspor's Woodworking Shop Volume 125 CatalogDokument92 SeitenKlingspor's Woodworking Shop Volume 125 CatalogKlingspor's Woodworking Shop80% (5)
- XLO Ex-Cell-O Milling Machine Manual20140204Dokument34 SeitenXLO Ex-Cell-O Milling Machine Manual20140204Karin AndersonNoch keine Bewertungen
- Machine-Shop-2 Curriculum ChedDokument3 SeitenMachine-Shop-2 Curriculum ChedMark Niño Javier100% (1)
- BS 5135 Welding of Ferrtic SteelDokument54 SeitenBS 5135 Welding of Ferrtic SteelRajan Steeve100% (1)
- Aluminium Alloy en Aw 6063 Material Data Sheet AlumincoDokument1 SeiteAluminium Alloy en Aw 6063 Material Data Sheet AlumincoVinayak ImadiNoch keine Bewertungen
- Foundry CourseDokument62 SeitenFoundry CoursePradip Gupta0% (1)
- Chapter 6 - Metal WorkDokument27 SeitenChapter 6 - Metal WorkIjal HaizalNoch keine Bewertungen
- Mold Plates: Mold Base Industries, IncDokument4 SeitenMold Plates: Mold Base Industries, IncoszemNoch keine Bewertungen
- CatalogDokument46 SeitenCataloglangtu2011Noch keine Bewertungen
- B-64694en-2 0i-f Plus 加工中心操作 英文 ...Dokument230 SeitenB-64694en-2 0i-f Plus 加工中心操作 英文 ...trúc Tong0% (1)
- Forging Part by Reverse EngineeringDokument1 SeiteForging Part by Reverse EngineeringRabia ZulqarnainNoch keine Bewertungen
- Mechanical Technology Gr11 Learner's GuideDokument310 SeitenMechanical Technology Gr11 Learner's GuideFuture Managers Pty Ltd79% (29)
- Betp 1323 - Lab Sheet - Rolling and Spot WeldingDokument4 SeitenBetp 1323 - Lab Sheet - Rolling and Spot Weldingsimson60% (5)
- A Sherline Factory Tour: (Click On Photo For Larger Image.)Dokument13 SeitenA Sherline Factory Tour: (Click On Photo For Larger Image.)Anonymous hos8odNoch keine Bewertungen
- Bollhoff Helicoil Plus 2Dokument49 SeitenBollhoff Helicoil Plus 2Ace Industrial SuppliesNoch keine Bewertungen
- Is Iso 2415 2004 PDFDokument27 SeitenIs Iso 2415 2004 PDFdschauhanunisparesNoch keine Bewertungen
- Supraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilDokument2 SeitenSupraform S315-700 MC / EN10149-2 S315-700 MC: Hot Rolled High Strength Low Alloy Structural Steel CoilHugo RodriguezNoch keine Bewertungen
- Module 5 Design of Components With Forging ConsiderationDokument34 SeitenModule 5 Design of Components With Forging ConsiderationMaheshNoch keine Bewertungen
- Pipe Thread DiameterDokument3 SeitenPipe Thread DiameterNabil RamehNoch keine Bewertungen
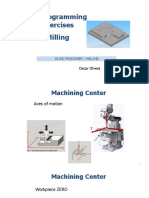
- 10 CNC Prog Exerc - Milling PDFDokument29 Seiten10 CNC Prog Exerc - Milling PDFMaritza RuizNoch keine Bewertungen
- Types of Cutting DiesDokument4 SeitenTypes of Cutting DiesrheahabyennNoch keine Bewertungen
- Tensão Dente EngrenagemDokument48 SeitenTensão Dente EngrenagemdesetekNoch keine Bewertungen
- Nicofer Alloy625 PDFDokument13 SeitenNicofer Alloy625 PDFbigsteve9088Noch keine Bewertungen
- Tolerances Tables PDFDokument16 SeitenTolerances Tables PDFmelvin ekboteNoch keine Bewertungen
- MultigrindfDokument2 SeitenMultigrindfCristian Arturo Duran SilvaNoch keine Bewertungen
- BestHomemadeTools PDFDokument187 SeitenBestHomemadeTools PDFpavel ionescu80% (5)