Das könnte Ihnen auch gefallen
- Graduate Course EE8407: Bin Wu ProfessorDokument40 SeitenGraduate Course EE8407: Bin Wu ProfessorDeepan0507Noch keine Bewertungen
- Mesuring InstrumentsDokument22 SeitenMesuring InstrumentssanjuNoch keine Bewertungen
- Process - 14 Arc Welding - MODULE 14Dokument52 SeitenProcess - 14 Arc Welding - MODULE 14sskiitbNoch keine Bewertungen
- Workshop Practice: Electric FittingDokument11 SeitenWorkshop Practice: Electric FittingibrahimNoch keine Bewertungen
- (L3) - (JLD 3.0) - EMI - 17th JulyDokument52 Seiten(L3) - (JLD 3.0) - EMI - 17th Julyyash singhNoch keine Bewertungen
- Physics Practical Set-BDokument35 SeitenPhysics Practical Set-BKeshab Chandra BihariNoch keine Bewertungen
- Lesson 2Dokument10 SeitenLesson 2Anore James IvanNoch keine Bewertungen
- Transformer Core and Clamp CurrentDokument6 SeitenTransformer Core and Clamp CurrentAbu Bakar Abid JatholNoch keine Bewertungen
- Prelim Lecture 1 - Introduction To ElectronicsDokument11 SeitenPrelim Lecture 1 - Introduction To Electronicscool kidNoch keine Bewertungen
- Prelim Lecture 1 - Introduction To ElectronicsDokument11 SeitenPrelim Lecture 1 - Introduction To Electronicscool kidNoch keine Bewertungen
- GR 12 Physics Notes Alternating CurrentDokument10 SeitenGR 12 Physics Notes Alternating Current16739Noch keine Bewertungen
- Satisfies For Typical: Pass ForsomecasesDokument19 SeitenSatisfies For Typical: Pass ForsomecasesDenizNoch keine Bewertungen
- AC-AC Converters - Pekik Argo DahonoDokument23 SeitenAC-AC Converters - Pekik Argo DahonoClaysius DewanataNoch keine Bewertungen
- Electrical MachineDokument50 SeitenElectrical MachineRana AdelNoch keine Bewertungen
- Ac Circuit Lec-1 NotesDokument11 SeitenAc Circuit Lec-1 NotesAhmad bhattiNoch keine Bewertungen
- Electrical Machines EE-260: Instructor: DR Mehmood AlamDokument30 SeitenElectrical Machines EE-260: Instructor: DR Mehmood AlamSaif Ur RehmanNoch keine Bewertungen
- Chapter1 PDFDokument65 SeitenChapter1 PDFAugustine JR RobertNoch keine Bewertungen
- 1.introduction WeldingDokument44 Seiten1.introduction WeldingP. M. ISAI VISAAHANNoch keine Bewertungen
- ELEC1207 Transistors Master2022Dokument138 SeitenELEC1207 Transistors Master2022Johny JongNoch keine Bewertungen
- Lecture Note 4, AC Voltage, TransformersDokument13 SeitenLecture Note 4, AC Voltage, TransformersSamuel PlescaNoch keine Bewertungen
- PQ ReviewDokument43 SeitenPQ ReviewsanjayNoch keine Bewertungen
- Experiment 1 KCL KVLDokument9 SeitenExperiment 1 KCL KVLRushil ShahNoch keine Bewertungen
- Electrical EngineeringDokument66 SeitenElectrical EngineeringSuTtA OPNoch keine Bewertungen
- Topic 6c Alternating CurrentDokument33 SeitenTopic 6c Alternating CurrentcoborotNoch keine Bewertungen
- Chapter 7Dokument28 SeitenChapter 7hamzaNoch keine Bewertungen
- Lecture 14Dokument16 SeitenLecture 14Muhammad Uzair KhalidNoch keine Bewertungen
- Transformer Testing FinalDokument22 SeitenTransformer Testing FinalSupervisor CCCNoch keine Bewertungen
- PV & PV-hybrid Design, VT 2021: Advanced Inverter TechnologiesDokument43 SeitenPV & PV-hybrid Design, VT 2021: Advanced Inverter TechnologiesPablo Omar Luz PedemonteNoch keine Bewertungen
- 2CSR255180R1255 ds201 b25 A30Dokument5 Seiten2CSR255180R1255 ds201 b25 A30Suki GalNoch keine Bewertungen
- EE0257 ch1 Lecture1Dokument5 SeitenEE0257 ch1 Lecture1donpeter06Noch keine Bewertungen
- 2 Physics of WeldingDokument28 Seiten2 Physics of WeldingSUMEETNoch keine Bewertungen
- Basic Electric Engineering Unit 1 Notes RGPVDokument11 SeitenBasic Electric Engineering Unit 1 Notes RGPVMufaddal HamidNoch keine Bewertungen
- Basic Electrical EngineeringDokument3 SeitenBasic Electrical Engineeringprajyant pathakNoch keine Bewertungen
- Elecrostyatic FieldDokument22 SeitenElecrostyatic Fieldmaria idreesNoch keine Bewertungen
- Transformer and Inductor Design Handbook Chapter 13Dokument45 SeitenTransformer and Inductor Design Handbook Chapter 13rajeshNoch keine Bewertungen
- ECE132 - EXP - 1 To 10Dokument103 SeitenECE132 - EXP - 1 To 10Deeptimaan Krishna JadaunNoch keine Bewertungen
- Unit 1 - Basic of Electrical and Electronics Engineering - WWW - Rgpvnotes.in PDFDokument12 SeitenUnit 1 - Basic of Electrical and Electronics Engineering - WWW - Rgpvnotes.in PDFpony722Noch keine Bewertungen
- EMC Considerations For DC Power DesignDokument25 SeitenEMC Considerations For DC Power DesignBenyamin Farzaneh AghajarieNoch keine Bewertungen
- PE Lecture 6Dokument25 SeitenPE Lecture 6ahmed el-sayedNoch keine Bewertungen
- Voltage Drop CalculationDokument27 SeitenVoltage Drop Calculationalimran.tec1Noch keine Bewertungen
- Phy 104 - 1 PDFDokument132 SeitenPhy 104 - 1 PDFVictor Afolabi100% (1)
- ELTK1200 Formula Sheet: Induced Voltage Power FactorDokument8 SeitenELTK1200 Formula Sheet: Induced Voltage Power FactorEdson GomesNoch keine Bewertungen
- U-1 FundasDokument100 SeitenU-1 FundasANILNoch keine Bewertungen
- Sync Generator Rotor Position EstimationDokument70 SeitenSync Generator Rotor Position EstimationMadhan raj VenkatachalamNoch keine Bewertungen
- Lab ManualDokument12 SeitenLab Manualtajuddinmd332Noch keine Bewertungen
- Circuits Lecture 1: Overview: 李宏毅 Hung-yi LeeDokument40 SeitenCircuits Lecture 1: Overview: 李宏毅 Hung-yi LeeGabriel Carl AlpuertoNoch keine Bewertungen
- ElectricalDokument49 SeitenElectricalSamNoch keine Bewertungen
- Current ElectricityDokument50 SeitenCurrent ElectricityAqeel HanifNoch keine Bewertungen
- Physics PracticalDokument14 SeitenPhysics PracticalAarushi SharmaNoch keine Bewertungen
- Transformer Lab ManualDokument68 SeitenTransformer Lab ManualRolando Cruz100% (1)
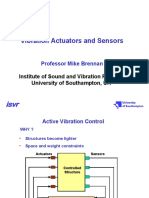
- Vibration Actuators and Sensors: Professor Mike BrennanDokument64 SeitenVibration Actuators and Sensors: Professor Mike BrennannareshNoch keine Bewertungen
- IB PHYSICS 11.2 Generating PowerDokument34 SeitenIB PHYSICS 11.2 Generating PowerJustCallMeLarryNoch keine Bewertungen
- Types of TransformersDokument27 SeitenTypes of Transformerskyaw winNoch keine Bewertungen
- Arus Listrik: Pertemuan Ke 5Dokument36 SeitenArus Listrik: Pertemuan Ke 5Bagus Abi PNoch keine Bewertungen
- Over Current RelayingDokument24 SeitenOver Current RelayingPrasant PradhanNoch keine Bewertungen
- Appendix IDokument5 SeitenAppendix ISƠN NGUYỄN NGỌC TRƯỜNGNoch keine Bewertungen
- Unit 1 - Basic Electrical and Electronics Engineering - WWW - Rgpvnotes.inDokument12 SeitenUnit 1 - Basic Electrical and Electronics Engineering - WWW - Rgpvnotes.inabc asasNoch keine Bewertungen
- Phase Angle Differences What They Mean and How To Use Them For OperationsDokument27 SeitenPhase Angle Differences What They Mean and How To Use Them For OperationsAnzar ShaikhNoch keine Bewertungen
- ES7 - AC I V Plus DC Power Suppply Intro - 09may21Dokument13 SeitenES7 - AC I V Plus DC Power Suppply Intro - 09may21Sri RamanNoch keine Bewertungen
- Safety Requirements For Welding Job at Confined SpacesDokument6 SeitenSafety Requirements For Welding Job at Confined SpacesBHARANINoch keine Bewertungen
- Bloxide®: An Aluminum-Base Weldable PrimerDokument1 SeiteBloxide®: An Aluminum-Base Weldable PrimerBHARANINoch keine Bewertungen
- Defects Free Welds Process Control Is The Key, WebinarDokument1 SeiteDefects Free Welds Process Control Is The Key, WebinarBHARANINoch keine Bewertungen
- Overview of Welding Technology& NDT (F)Dokument1 SeiteOverview of Welding Technology& NDT (F)BHARANINoch keine Bewertungen
- Lamellar TearingDokument8 SeitenLamellar TearingBHARANINoch keine Bewertungen
- DOI: 10.1515/amm-2016-0198Dokument8 SeitenDOI: 10.1515/amm-2016-0198BHARANINoch keine Bewertungen
- Consumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsDokument13 SeitenConsumables For Welding of (Very) High Strength Steels - Mechanical Properties of Weldments in As-Welded and Stress-Relieved ApplicationsBHARANINoch keine Bewertungen
- Weatherford Welding EngineerDokument1 SeiteWeatherford Welding EngineerBHARANINoch keine Bewertungen
- Optimum Weld - Metal Strength For High Strength: Ship Structure CommitteeDokument129 SeitenOptimum Weld - Metal Strength For High Strength: Ship Structure CommitteeBHARANINoch keine Bewertungen
- Effects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsDokument8 SeitenEffects of Heat Control On The Stress Build Up During High-Strength Steel Welding Under Defined Restraint ConditionsBHARANINoch keine Bewertungen
- J. Pieprzyca, Z. Kudliński, T. MerderDokument7 SeitenJ. Pieprzyca, Z. Kudliński, T. MerderBHARANINoch keine Bewertungen
- Classifications: For 560mpa Low Temperature Service Steel (1.5% Ni)Dokument1 SeiteClassifications: For 560mpa Low Temperature Service Steel (1.5% Ni)BHARANINoch keine Bewertungen
- Recent Advances in Artificial Cracks For NDT Development and QualificationDokument10 SeitenRecent Advances in Artificial Cracks For NDT Development and QualificationBHARANINoch keine Bewertungen
- Thirst For KN Wledge: Professional Development and CompetenceDokument5 SeitenThirst For KN Wledge: Professional Development and CompetenceBHARANINoch keine Bewertungen
- Quench Hardening and Tempering Behaviour of A Low Carbon SteelDokument3 SeitenQuench Hardening and Tempering Behaviour of A Low Carbon SteelBHARANINoch keine Bewertungen
- Eversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00Dokument4 SeitenEversendai Offshore RMC Fze: Welding & Allied Processess Consumables Specification Doc Ref: Fcaw Rev: 00BHARANINoch keine Bewertungen
- Job Description - Scaffolding SupervisorDokument1 SeiteJob Description - Scaffolding SupervisorBHARANINoch keine Bewertungen
- Welding TMCP Steels PDFDokument7 SeitenWelding TMCP Steels PDFBHARANINoch keine Bewertungen
- Welder Certificate Back SideDokument1 SeiteWelder Certificate Back SideBHARANINoch keine Bewertungen
- Welding Research: Weld Cooling Rates and Heat-Affected Zone Hardness in A Carbon SteelDokument9 SeitenWelding Research: Weld Cooling Rates and Heat-Affected Zone Hardness in A Carbon SteelBHARANINoch keine Bewertungen
- 017-TKY - Weld Deposit SketchDokument4 Seiten017-TKY - Weld Deposit SketchBHARANINoch keine Bewertungen
- Phase Diagram & Heat TreatmentDokument16 SeitenPhase Diagram & Heat TreatmentBHARANI100% (1)
- Assure MaxDokument25 SeitenAssure MaxBHARANINoch keine Bewertungen
- Figure 1 - Impact Locations For Repair ProcedureDokument1 SeiteFigure 1 - Impact Locations For Repair ProcedureBHARANINoch keine Bewertungen
- Day Shift Evo and SuplyDokument4 SeitenDay Shift Evo and SuplyBHARANINoch keine Bewertungen
- BS 4-1 Specification For Hot-Rolled Sections (Beams and Colu PDFDokument20 SeitenBS 4-1 Specification For Hot-Rolled Sections (Beams and Colu PDFBHARANINoch keine Bewertungen
- Reactor Types and Their Industrial ApplicationsDokument33 SeitenReactor Types and Their Industrial Applicationstacos1705100% (6)
- CompoundsDokument36 SeitenCompoundsphuongdiepNoch keine Bewertungen
- Synthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceDokument11 SeitenSynthesis of New Kind of Macroporous Polyvinyl-Alcohol Formaldehyde Based Sponges and Its Water Superabsorption PerformanceJohan SukweenadhiNoch keine Bewertungen
- Alccofine 1108SRDokument2 SeitenAlccofine 1108SRLaxmana PrasadNoch keine Bewertungen
- Phws f1k1 ManualDokument18 SeitenPhws f1k1 ManualJuli FitriyantoNoch keine Bewertungen
- KDK College of Engineering, Nagpur Mechanical Department Session 2020-21Dokument12 SeitenKDK College of Engineering, Nagpur Mechanical Department Session 2020-21Chandani KannakeNoch keine Bewertungen
- Piping Problems With SolutionDokument5 SeitenPiping Problems With Solutionganapathi_54Noch keine Bewertungen
- STD PipingDokument51 SeitenSTD PipingRodrigo Iván Latorre AlmirallNoch keine Bewertungen
- 0570 ChemistryDokument38 Seiten0570 ChemistryLornah LucyNoch keine Bewertungen
- High-Energy Cathode Materials (Li Mno Limo) For Lithium-Ion BatteriesDokument13 SeitenHigh-Energy Cathode Materials (Li Mno Limo) For Lithium-Ion BatteriesEYERUSALEM TADESSENoch keine Bewertungen
- Sinomarin (R)Dokument3 SeitenSinomarin (R)mesaimeerNoch keine Bewertungen
- FastenersDokument178 SeitenFastenersthulasi_krishna100% (6)
- Senior CapstoneDokument6 SeitenSenior Capstoneapi-313278667Noch keine Bewertungen
- EC-Lecture Notes PDFDokument114 SeitenEC-Lecture Notes PDFGouthamNoch keine Bewertungen
- List of HW RecyclersDokument11 SeitenList of HW RecyclersUnitedWork ServiceNoch keine Bewertungen
- Ingles Ensayo Causa Efecto DesnutricxionDokument2 SeitenIngles Ensayo Causa Efecto DesnutricxionBrayan Murphy Crespo EspinozaNoch keine Bewertungen
- Aphron Invasion Control System (ICS)Dokument8 SeitenAphron Invasion Control System (ICS)LoganBohannonNoch keine Bewertungen
- Effect of at Home Bleaching With Different Thickeners and Aging On Physical Properties of A NanocompositeDokument10 SeitenEffect of at Home Bleaching With Different Thickeners and Aging On Physical Properties of A NanocompositeDelyana Fitria DewiNoch keine Bewertungen
- Concrete Mix DesignDokument12 SeitenConcrete Mix DesignWilliam ProvidoNoch keine Bewertungen
- Production Chokes Flow Line Accessories and Manifold Skid Packages PDFDokument16 SeitenProduction Chokes Flow Line Accessories and Manifold Skid Packages PDFRicardo Paz SoldanNoch keine Bewertungen
- Effects of Rearing Density On Growth Digestive ConDokument57 SeitenEffects of Rearing Density On Growth Digestive ConAldris Anuar Geliz DiazNoch keine Bewertungen
- Design and Analysis of Gas Turbine Combustion Chamber For Producer Gas AsDokument5 SeitenDesign and Analysis of Gas Turbine Combustion Chamber For Producer Gas AsPhạm Công ÁnhNoch keine Bewertungen
- Horizontal Laminar Flow HoodDokument3 SeitenHorizontal Laminar Flow HoodRichard Balicat Jr.Noch keine Bewertungen
- Mndy ParchiDokument858 SeitenMndy ParchiPAN SERVICESNoch keine Bewertungen
- Biosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesDokument25 SeitenBiosorption of Heavy Metals: Department of Biotechnology and Environmental SciencesYen BumNoch keine Bewertungen
- Trends and Evolution of Thread Lifting - PDO Vs PLLA Vs PCL (Type)Dokument6 SeitenTrends and Evolution of Thread Lifting - PDO Vs PLLA Vs PCL (Type)Anonymous LnWIBo1G100% (1)
- Bi0 310 Bacteria Lab ReportDokument11 SeitenBi0 310 Bacteria Lab ReportChiletso PhiriNoch keine Bewertungen
- Leader Achiever Test Series (Allen Digital)Dokument4 SeitenLeader Achiever Test Series (Allen Digital)Arpita SahuNoch keine Bewertungen
- Stress Relief Boreback BoxDokument3 SeitenStress Relief Boreback BoxDaisuke Numata100% (1)
- Ingersoll Rand UP6!25!125 Operators ManualDokument34 SeitenIngersoll Rand UP6!25!125 Operators ManualChris LittleNoch keine Bewertungen