Das könnte Ihnen auch gefallen
- Pharmaceutical Quality Management System (QMS) Questions and AnswersVon EverandPharmaceutical Quality Management System (QMS) Questions and AnswersNoch keine Bewertungen
- Portfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesVon EverandPortfolio, Program, and Project Management in the Pharmaceutical and Biotechnology IndustriesPete HarpumNoch keine Bewertungen
- Robot Epson RC620+ Safety and Installation Manual (Revision 12)Dokument254 SeitenRobot Epson RC620+ Safety and Installation Manual (Revision 12)Produccion TAM100% (1)
- Fully Automated SystemDokument13 SeitenFully Automated Systemhemant tripathiNoch keine Bewertungen
- Romaco Aseptic Liquid Filling-EnDokument28 SeitenRomaco Aseptic Liquid Filling-EnSofiaProtopsaltiNoch keine Bewertungen
- Data Integrity and Compliance: A Primer for Medical Product ManufacturersVon EverandData Integrity and Compliance: A Primer for Medical Product ManufacturersNoch keine Bewertungen
- Validation Master Plan A Complete Guide - 2019 EditionVon EverandValidation Master Plan A Complete Guide - 2019 EditionNoch keine Bewertungen
- Automated Packaging Systems Autolabel Pi-4000 In-Line, Programmable, Thermal Transfer PrinterDokument2 SeitenAutomated Packaging Systems Autolabel Pi-4000 In-Line, Programmable, Thermal Transfer PrinterEdgar HoowerNoch keine Bewertungen
- VG Glatt PDFDokument14 SeitenVG Glatt PDFPankesin WonkaNoch keine Bewertungen
- 3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Dokument23 Seiten3 Performa P Basic Machines: 4.1.2 Optional Features and Equipment (See Section 5.2)Sangram KendreNoch keine Bewertungen
- Fette P2020 - FlyerDokument8 SeitenFette P2020 - FlyerGuven MarangozNoch keine Bewertungen
- Design QualificationDokument8 SeitenDesign Qualificationshamq13Noch keine Bewertungen
- Supplement - 6 T and HR OMSDokument28 SeitenSupplement - 6 T and HR OMSEduardio GutierrezNoch keine Bewertungen
- 0.2011 IMA Kilian R+D Concept PDFDokument37 Seiten0.2011 IMA Kilian R+D Concept PDFPaqui Miranda Gualda100% (1)
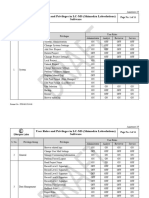
- 19 - User Roles and Privileges in LC-MS (Labsolutions)Dokument11 Seiten19 - User Roles and Privileges in LC-MS (Labsolutions)Dayanidhi dayaNoch keine Bewertungen
- Integritest 5 Instrument: Specifications SheetDokument8 SeitenIntegritest 5 Instrument: Specifications SheetMinh Sơn NguyễnNoch keine Bewertungen
- Tabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceDokument4 SeitenTabletting: Highly Evolved: Today's Tablet Presses Optimize Efficiency in Changeover, Operation, and MaintenanceJasmine ShaumiNoch keine Bewertungen
- CGMP Regulations of Sterile ProductsDokument33 SeitenCGMP Regulations of Sterile ProductsSukesh Potla75% (4)
- ISPE Paper On Glass - Robert HarrisonDokument5 SeitenISPE Paper On Glass - Robert HarrisonrobertharrisonNoch keine Bewertungen
- Template - OQ - 0001 - 01 - Operational Qualification TemplateDokument9 SeitenTemplate - OQ - 0001 - 01 - Operational Qualification TemplateSoon Kooi0% (1)
- Kitain Mikhail Clean RoomDokument39 SeitenKitain Mikhail Clean RoomshrinivastNoch keine Bewertungen
- AHU Block-V Rev 00 - 2023Dokument36 SeitenAHU Block-V Rev 00 - 2023Chirag S. PatelNoch keine Bewertungen
- ELMACH Packages India Pvt. LTD - EDokument3 SeitenELMACH Packages India Pvt. LTD - EYosses Sang NahkodaNoch keine Bewertungen
- GS Coating Equipment enDokument8 SeitenGS Coating Equipment enAkber LakhaniNoch keine Bewertungen
- U R T For A Supervisory Control and Data Acquisition (SCADA) Process Control SystemDokument66 SeitenU R T For A Supervisory Control and Data Acquisition (SCADA) Process Control SystemSurangaGNoch keine Bewertungen
- Recipe of Florfenicol ORS.Dokument7 SeitenRecipe of Florfenicol ORS.Bejoy KarimNoch keine Bewertungen
- A Review Article On Visual Inspection Program For Sterile Injectable Product 2018Dokument38 SeitenA Review Article On Visual Inspection Program For Sterile Injectable Product 2018Marcelo Sousa SilvaNoch keine Bewertungen
- ELMACH Packages India Pvt. LTD - EPI-2500Dokument3 SeitenELMACH Packages India Pvt. LTD - EPI-2500Yosses Sang Nahkoda100% (1)
- Lyophilization Competence06!11!2014 Tcm11 17173Dokument16 SeitenLyophilization Competence06!11!2014 Tcm11 17173JPensacolaNoch keine Bewertungen
- FOB2-3 TS - Technical Manual - Section 2 - Installation SpecificationsDokument10 SeitenFOB2-3 TS - Technical Manual - Section 2 - Installation SpecificationsmaghraouiNoch keine Bewertungen
- Guide To ExtrusionDokument26 SeitenGuide To ExtrusionThong Kin MunNoch keine Bewertungen
- Validation Terminology: Acme Laboratories LTD 29 MAY 2008Dokument47 SeitenValidation Terminology: Acme Laboratories LTD 29 MAY 2008DebashisNoch keine Bewertungen
- SOP Gloves TesterDokument15 SeitenSOP Gloves TesterDoan Chi ThienNoch keine Bewertungen
- Glad OSDDokument32 SeitenGlad OSDYose RizalNoch keine Bewertungen
- Bulk Hold Time Study 1657011635Dokument6 SeitenBulk Hold Time Study 1657011635Huỳnh Ngọc SángNoch keine Bewertungen
- 9 Steps To GMP Warehouse Mapping VaisalaDokument9 Seiten9 Steps To GMP Warehouse Mapping VaisalaAmol AdsulNoch keine Bewertungen
- Common Defects Observed During TabletingDokument9 SeitenCommon Defects Observed During Tabletingvenki_bee100% (1)
- PCF Excel VersionDokument2 SeitenPCF Excel VersionCarlos De Gracia NúñezNoch keine Bewertungen
- Technical Report No. 48 Moist Heat Sterilizer Systems: Design, CommissioningDokument6 SeitenTechnical Report No. 48 Moist Heat Sterilizer Systems: Design, CommissioningJo Ziza Sugiharto100% (1)
- Who Inspection Hormone Product Manufacturing Facilities 2008 PDFDokument15 SeitenWho Inspection Hormone Product Manufacturing Facilities 2008 PDFphamuyenthuNoch keine Bewertungen
- Aseptic ProcessingDokument13 SeitenAseptic Processingnsk79in@gmail.comNoch keine Bewertungen
- Smart Coater Technical Specification SheetDokument4 SeitenSmart Coater Technical Specification SheetAbhilash Narayanan100% (2)
- Life Cycle PV Approach PDADokument9 SeitenLife Cycle PV Approach PDAK.m. Ehsan Morshed RanaNoch keine Bewertungen
- Oq Faw1005Dokument66 SeitenOq Faw1005vijayns_250355172Noch keine Bewertungen
- Lorenzevalidator RcsDokument20 SeitenLorenzevalidator Rcsanon_297199630Noch keine Bewertungen
- I Am Chemical Engineer - MagazineDokument52 SeitenI Am Chemical Engineer - MagazineEdgardo Ed RamirezNoch keine Bewertungen
- ISPE - Aseptic Filling Line - NJChapterPaulMelamudPresDokument13 SeitenISPE - Aseptic Filling Line - NJChapterPaulMelamudPrespakdekroNoch keine Bewertungen
- Product Development Handout MA SolivenDokument84 SeitenProduct Development Handout MA SolivenJackielou MaquisoNoch keine Bewertungen
- VT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFDokument2 SeitenVT20L DRUVATHERM Laboratory Vacuum Shovel Dryer-201205 PDFKalpesh KhedekarNoch keine Bewertungen
- Effect of Force Feeder On Tablet Strength During CompressionDokument9 SeitenEffect of Force Feeder On Tablet Strength During CompressionJosé RojasNoch keine Bewertungen
- Approach To Technology Transfer Bob BeallDokument49 SeitenApproach To Technology Transfer Bob Beallabhijit_gothoskar6039Noch keine Bewertungen
- ISPE PQLI Guide Part 2 Product Realization QBDDokument233 SeitenISPE PQLI Guide Part 2 Product Realization QBDBraulio Muñoz GutierrezNoch keine Bewertungen
- Hold Time Study Protocol OF Cleaned Manufacturing Equipment Awaiting For UseDokument11 SeitenHold Time Study Protocol OF Cleaned Manufacturing Equipment Awaiting For UseMarwa AhmedNoch keine Bewertungen
- SOP For HPLC Shimadzu LabSolutionsDokument6 SeitenSOP For HPLC Shimadzu LabSolutionsfawaz khalilNoch keine Bewertungen
- Fuls Momecems Es Gori1Dokument43 SeitenFuls Momecems Es Gori1Salome QarchavaNoch keine Bewertungen
- Riddhi Pharma Machinery LTDDokument4 SeitenRiddhi Pharma Machinery LTDNeeraj MishraNoch keine Bewertungen
- Glatt Production of Solid DrugsDokument16 SeitenGlatt Production of Solid Drugsteatoom100% (4)
- Eneric: G G D DDokument75 SeitenEneric: G G D Dlalooprasad15Noch keine Bewertungen
- Urs PLMDokument17 SeitenUrs PLMMohammadIsmailNoch keine Bewertungen
- Trunnion CalculationDokument8 SeitenTrunnion CalculationPrashant ChauhanNoch keine Bewertungen
- DK7740A Wire CutDokument45 SeitenDK7740A Wire Cutdprdouglas100% (2)
- The Philippine Chemical Industry ProfileDokument7 SeitenThe Philippine Chemical Industry ProfileEddie Resurreccion Jr.Noch keine Bewertungen
- Shell Refrigeration Oils Portfolio BrochureDokument2 SeitenShell Refrigeration Oils Portfolio Brochureluismanuel.g10Noch keine Bewertungen
- Landau Ginzburg TheoryDokument16 SeitenLandau Ginzburg TheoryMalik SaifNoch keine Bewertungen
- HAZOP For Blasting ChamberDokument5 SeitenHAZOP For Blasting Chambersepri manerson sinaga0% (1)
- Theory of Elasticity - Timoshenko - Goodier PDFDokument263 SeitenTheory of Elasticity - Timoshenko - Goodier PDFAmey Sharma100% (1)
- Influence of Fly Ash On The Pore Structure and Shrinkage Characteristics of Metakaolin-Based Geopolymer Pastes and MortarsDokument10 SeitenInfluence of Fly Ash On The Pore Structure and Shrinkage Characteristics of Metakaolin-Based Geopolymer Pastes and MortarsMuhammad Riaz AhmadNoch keine Bewertungen
- Chromium Coated Piston Head Liner RingDokument56 SeitenChromium Coated Piston Head Liner RingtechfiNoch keine Bewertungen
- Vulcoferran 2194.20140129.en - TI.sy000152K00Dokument2 SeitenVulcoferran 2194.20140129.en - TI.sy000152K00domingo_carbajalNoch keine Bewertungen
- Metalsferrousandnonferrous 131023154745 Phpapp01Dokument29 SeitenMetalsferrousandnonferrous 131023154745 Phpapp01Prasad RaikarNoch keine Bewertungen
- F. Winterberg - Fusion-Fission-Fusion Fast Ignition Plasma FocusDokument11 SeitenF. Winterberg - Fusion-Fission-Fusion Fast Ignition Plasma FocusMutrexczNoch keine Bewertungen
- MIT7 - 05S20 - Pset8 BIOCHEMDokument9 SeitenMIT7 - 05S20 - Pset8 BIOCHEMRejoice chekesaNoch keine Bewertungen
- Separating Mixtures Particulate NatureDokument5 SeitenSeparating Mixtures Particulate NatureStruggl1ngNoch keine Bewertungen
- Concrete Aggregates: Standard Specification ForDokument2 SeitenConcrete Aggregates: Standard Specification ForanjadelyNoch keine Bewertungen
- Preventing Cavitation Damage in Liquid Ring PumpsDokument6 SeitenPreventing Cavitation Damage in Liquid Ring Pumpshimadri.banerji60Noch keine Bewertungen
- D156Dokument6 SeitenD156rea_capriksNoch keine Bewertungen
- FAQ Performance PipeDokument7 SeitenFAQ Performance PipeSalman AhmedNoch keine Bewertungen
- Assembly Instructions For Cable Gland: 121 Industrial General PurposeDokument2 SeitenAssembly Instructions For Cable Gland: 121 Industrial General PurposerhomadonaNoch keine Bewertungen
- Heat-Stable Salts and Amine Unit Performance: Ralph WeilandDokument4 SeitenHeat-Stable Salts and Amine Unit Performance: Ralph WeilandAzimzadeh FamNoch keine Bewertungen
- Au in C - HutchingsDokument8 SeitenAu in C - HutchingsLuis TolentinoNoch keine Bewertungen
- Exploration Approach of The South East, Constantine Basin Algeria PDFDokument10 SeitenExploration Approach of The South East, Constantine Basin Algeria PDFTargetofstunNoch keine Bewertungen
- Winter Fuel TrainingDokument42 SeitenWinter Fuel Trainingmazlina85Noch keine Bewertungen
- Thin CylinderDokument5 SeitenThin CylinderAngshuman BhardwajNoch keine Bewertungen
- BCS ClassificationDokument13 SeitenBCS ClassificationSandeep SainiNoch keine Bewertungen
- Lightning ProtectionDokument20 SeitenLightning Protectionsofyan_shah50% (2)
- The Art of Candle and SoapDokument126 SeitenThe Art of Candle and SoapMallory GuestNoch keine Bewertungen
- Angeles Mark P. Assignment No. 2Dokument2 SeitenAngeles Mark P. Assignment No. 2MARK ANGELESNoch keine Bewertungen
- Docu Tips-24972ukqualsgcebiologyas804224972Dokument52 SeitenDocu Tips-24972ukqualsgcebiologyas804224972Rafid HaqNoch keine Bewertungen
- Algorithms For Chemical Computations (Acs Symposium Series No 46)Dokument157 SeitenAlgorithms For Chemical Computations (Acs Symposium Series No 46)sairama786Noch keine Bewertungen