Das könnte Ihnen auch gefallen
- Process Flow Diagram: Capacity AnalysisDokument3 SeitenProcess Flow Diagram: Capacity AnalysisDivyanshu AryaNoch keine Bewertungen
- Monthly Utilization CapacityDokument4 SeitenMonthly Utilization CapacitySWAPNILNoch keine Bewertungen
- Product Design Process: ProblemsDokument12 SeitenProduct Design Process: ProblemsSathvik IyerNoch keine Bewertungen
- Kaizen Basic No.2 ExerciseDokument5 SeitenKaizen Basic No.2 ExerciseShalamo SanbatoNoch keine Bewertungen
- Mes Stadium Design: BeamsDokument2 SeitenMes Stadium Design: BeamsANKESH SHRIVASTAVANoch keine Bewertungen
- Estimate & Staffing ModelDokument278 SeitenEstimate & Staffing ModelDipesh DayamaNoch keine Bewertungen
- CH 05Dokument77 SeitenCH 05Ronaldo ConventoNoch keine Bewertungen
- Daily Report: M Tower Project (4 Basement + 26 Storey Steel Office Building)Dokument5 SeitenDaily Report: M Tower Project (4 Basement + 26 Storey Steel Office Building)phyo7799Noch keine Bewertungen
- Procter & Gamble Global Geothermal Screening Study FINAL 9 Feb 2023Dokument56 SeitenProcter & Gamble Global Geothermal Screening Study FINAL 9 Feb 2023Mohammad Syahir JamaluddinNoch keine Bewertungen
- Slide Training 1 PDFDokument292 SeitenSlide Training 1 PDFSadia AfrinNoch keine Bewertungen
- Man PTTAC TA2021 - GR 520 - R1Dokument2 SeitenMan PTTAC TA2021 - GR 520 - R1มิตร อันมาNoch keine Bewertungen
- 03 Knowledge Sharing 7 QC ToolsDokument107 Seiten03 Knowledge Sharing 7 QC Toolsravi javaliNoch keine Bewertungen
- 15316pe2 Sugg Paper4 Nov08Dokument31 Seiten15316pe2 Sugg Paper4 Nov08harshrathore17579Noch keine Bewertungen
- Fast Response Process: Standardized Rapid Reaction To Quality IssuesDokument162 SeitenFast Response Process: Standardized Rapid Reaction To Quality IssuesSudhagarNoch keine Bewertungen
- Cma-Krishnaveni Upvc Profiles PDFDokument22 SeitenCma-Krishnaveni Upvc Profiles PDFtechnopreneurvizagNoch keine Bewertungen
- Why WhyDokument12 SeitenWhy WhySANJEEV KUMARNoch keine Bewertungen
- @CACell GST Super 60 Important Questions May23Dokument68 Seiten@CACell GST Super 60 Important Questions May23Hitesh AgaleNoch keine Bewertungen
- Ricemill ProjectDokument16 SeitenRicemill Projectbishnuds25Noch keine Bewertungen
- Pom Project 2123076 BDokument11 SeitenPom Project 2123076 BKuldeep GadhiaNoch keine Bewertungen
- Project Management TemplatesDokument23 SeitenProject Management Templatesshashikant.varpe1Noch keine Bewertungen
- Productivity Improvement Report Goal: DL Percentage Cost 43% To 35%Dokument4 SeitenProductivity Improvement Report Goal: DL Percentage Cost 43% To 35%Larzen de OcampoNoch keine Bewertungen
- MM Forgings MM Forgings: Auto AutoDokument22 SeitenMM Forgings MM Forgings: Auto Autorchawdhry123Noch keine Bewertungen
- Wet Ball Mill Penjelasan SingkatDokument10 SeitenWet Ball Mill Penjelasan SingkatBurhan HandoyoNoch keine Bewertungen
- Portfolio Management SampleDokument3 SeitenPortfolio Management SampleNishantha RupasingheNoch keine Bewertungen
- Case Study Polyproducts IncorporatedDokument7 SeitenCase Study Polyproducts IncorporatedNayyerShah0% (8)
- HKCEE PA Sorted by Topic 1991-2007-1Dokument95 SeitenHKCEE PA Sorted by Topic 1991-2007-1cheng jamieNoch keine Bewertungen
- For CII: ApplicationDokument4 SeitenFor CII: ApplicationVISHALNoch keine Bewertungen
- Current Condition - RRT Performance - Apr'11 To Dec'11 (TOC Orders)Dokument22 SeitenCurrent Condition - RRT Performance - Apr'11 To Dec'11 (TOC Orders)Manish GuptaNoch keine Bewertungen
- 0aeff7961f - Executive Summary: IR Cap - Live Execution Trade Details - 2022-10-12Dokument25 Seiten0aeff7961f - Executive Summary: IR Cap - Live Execution Trade Details - 2022-10-12Gabriel TorrejonNoch keine Bewertungen
- Horas MaquinaDokument7 SeitenHoras MaquinaDAVIDLUNA8Noch keine Bewertungen
- 7 Measures of Performance in Lean KPI Tool AdaptiveBMSDokument6 Seiten7 Measures of Performance in Lean KPI Tool AdaptiveBMSDIEGO2109Noch keine Bewertungen
- Loading Deck Steel StructureDokument35 SeitenLoading Deck Steel Structureindah faradilaNoch keine Bewertungen
- Valuation - Part I (April 5th, 2021)Dokument27 SeitenValuation - Part I (April 5th, 2021)AKASH SWAINNoch keine Bewertungen
- Depriciation Calculation Particulars Year 1 Year 2Dokument7 SeitenDepriciation Calculation Particulars Year 1 Year 2venkatmatsNoch keine Bewertungen
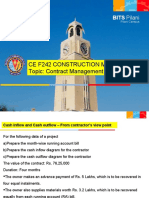
- Ce F242 Construction Management Topic: Contract Management: BITS PilaniDokument61 SeitenCe F242 Construction Management Topic: Contract Management: BITS PilaniAKASH SWAINNoch keine Bewertungen
- Valuation - April 22nd, 2021Dokument84 SeitenValuation - April 22nd, 2021AKASH SWAINNoch keine Bewertungen
- OR 2011 DoneDokument8 SeitenOR 2011 Donevivek singhNoch keine Bewertungen
- TVET Nated Paper 152040Dokument7 SeitenTVET Nated Paper 152040Tony MafaNoch keine Bewertungen
- Schaum's Outline of Principles of Accounting I, Fifth EditionVon EverandSchaum's Outline of Principles of Accounting I, Fifth EditionBewertung: 5 von 5 Sternen5/5 (3)
- Yellow Belt Lean Six Sigma Mini Project - Muhammad Tri RizkiDokument21 SeitenYellow Belt Lean Six Sigma Mini Project - Muhammad Tri RizkiMuhammad Tri RizkiNoch keine Bewertungen
- Section 1 Key QSHE Issues and Risks (Current or Forecast) : KPI Score (Append Every Month's Score Horizontally)Dokument4 SeitenSection 1 Key QSHE Issues and Risks (Current or Forecast) : KPI Score (Append Every Month's Score Horizontally)Syerifaizal Hj. MustaphaNoch keine Bewertungen
- Trading Yulcanizing: HlotorDokument77 SeitenTrading Yulcanizing: HlotorERIC T. VALIENTE100% (1)
- Standalone Financial Results, Limited Review Report For December 31, 2016 (Result)Dokument3 SeitenStandalone Financial Results, Limited Review Report For December 31, 2016 (Result)Shyam SunderNoch keine Bewertungen
- National Opening: Center Name Company Name Jaipur SBE FinserveDokument3 SeitenNational Opening: Center Name Company Name Jaipur SBE FinserveKanchan ManhasNoch keine Bewertungen
- XKPI Open 1.31Dokument28 SeitenXKPI Open 1.31Juan K SarmientoNoch keine Bewertungen
- Ap 3 Merge 3-1234Dokument4 SeitenAp 3 Merge 3-1234api-295670758Noch keine Bewertungen
- Unit-5 DepreciationDokument49 SeitenUnit-5 DepreciationKishan AdhikariNoch keine Bewertungen
- Excel For IS-tempDokument11 SeitenExcel For IS-tempsaikrishnailuriNoch keine Bewertungen
- Job Information: Job No Sheet No RevDokument4 SeitenJob Information: Job No Sheet No RevSuryakant MangajNoch keine Bewertungen
- Project Management Assignment (1) 7 SeptDokument15 SeitenProject Management Assignment (1) 7 Septsan sanNoch keine Bewertungen
- Network Model Aplikasi QM For WindowsDokument5 SeitenNetwork Model Aplikasi QM For WindowsJoven CastilloNoch keine Bewertungen
- Nem Annexure (Version 1)Dokument11 SeitenNem Annexure (Version 1)animesh88Noch keine Bewertungen
- 2018 GR 10 Test 1 MemoDokument3 Seiten2018 GR 10 Test 1 MemoSuraj SukhuNoch keine Bewertungen
- Aop DSBMMH Health InformationDokument35 SeitenAop DSBMMH Health InformationRocky MontañerNoch keine Bewertungen
- Ca Inter Cost Management Accounting Test 2 Unscheduled Solution 598020012022Dokument14 SeitenCa Inter Cost Management Accounting Test 2 Unscheduled Solution 598020012022Deppanshu KhandelwalNoch keine Bewertungen
- 2nd Stry - 2Dokument34 Seiten2nd Stry - 2Thaung Myint OoNoch keine Bewertungen
- Book 1Dokument6 SeitenBook 1Nicole A. BalaisNoch keine Bewertungen
- Manpower PlanningDokument5 SeitenManpower PlanningRiyaz RoshanNoch keine Bewertungen
- Economic and Financial Modelling with EViews: A Guide for Students and ProfessionalsVon EverandEconomic and Financial Modelling with EViews: A Guide for Students and ProfessionalsNoch keine Bewertungen
- CENG6206 Soil Dynamics ExerciseProblemDokument4 SeitenCENG6206 Soil Dynamics ExerciseProblemFekadu Wub100% (1)
- Manual Gratis Chery Tig GoDokument16 SeitenManual Gratis Chery Tig GoPaulo Arráiz100% (1)
- LDT9965 Dis WasherDokument70 SeitenLDT9965 Dis WasherJosé Airton TirakowskiNoch keine Bewertungen
- Factors That Affect The Quality of CommunicationDokument9 SeitenFactors That Affect The Quality of CommunicationWilliam Paras Inte100% (3)
- No35-Inclined Roof SystemDokument24 SeitenNo35-Inclined Roof SystemKitanovic NenadNoch keine Bewertungen
- NCERT Class 7 Geography WaterDokument9 SeitenNCERT Class 7 Geography Waterbalamurali_aNoch keine Bewertungen
- Confined Space Entry Permit ACC JamulDokument1 SeiteConfined Space Entry Permit ACC JamulathulpcucekNoch keine Bewertungen
- Parts Catalog: F Y 8 - 3 1 F X - 0 0 0Dokument86 SeitenParts Catalog: F Y 8 - 3 1 F X - 0 0 0julian gonzalezNoch keine Bewertungen
- EWF2703 TV EmersonDokument57 SeitenEWF2703 TV EmersonEriksson Miguel Tapia SolisNoch keine Bewertungen
- Hazard-Identification Dec 2015Dokument22 SeitenHazard-Identification Dec 2015Dumitru EninNoch keine Bewertungen
- Shaft Design Problem 10 - 12Dokument9 SeitenShaft Design Problem 10 - 12BernalynMalinaoNoch keine Bewertungen
- Ufgs 33 52 43.13Dokument40 SeitenUfgs 33 52 43.13Tendai Felex MadukeNoch keine Bewertungen
- Flexible Ac Transmission SystemDokument18 SeitenFlexible Ac Transmission SystemVinod Kumar VeeramreddyNoch keine Bewertungen
- 592-A2GA DesbloqueadoDokument27 Seiten592-A2GA DesbloqueadoVicktor GranadosNoch keine Bewertungen
- Stelzer Catalog PDFDokument12 SeitenStelzer Catalog PDFlhphong021191Noch keine Bewertungen
- Final Thesis DATADokument60 SeitenFinal Thesis DATAdahaletushar75Noch keine Bewertungen
- Metalco Valve TianjinDokument20 SeitenMetalco Valve TianjinsathishNoch keine Bewertungen
- RDSL 993K Z4D - Z4ZDokument11 SeitenRDSL 993K Z4D - Z4ZDAnielNoch keine Bewertungen
- PDRXDokument4 SeitenPDRXNeel AdwaniNoch keine Bewertungen
- Foundation Construction Challenges at 100 11th Avenue in Manhattan - Secant Pile Wall by Andrew Cushing, Et. Al.Dokument8 SeitenFoundation Construction Challenges at 100 11th Avenue in Manhattan - Secant Pile Wall by Andrew Cushing, Et. Al.Andrew CushingNoch keine Bewertungen
- Motherboard Specifications, K8N8X-LA (Diablo) HP Pavilion T650.be Desktop PC - HP Customer Care (United States - English)Dokument5 SeitenMotherboard Specifications, K8N8X-LA (Diablo) HP Pavilion T650.be Desktop PC - HP Customer Care (United States - English)jpntjpntNoch keine Bewertungen
- VORON2.2 ManualDokument120 SeitenVORON2.2 ManualSsZzliMmNoch keine Bewertungen
- Up-F-020 Solicitud de Admisión de Practicantes Ver-08Dokument108 SeitenUp-F-020 Solicitud de Admisión de Practicantes Ver-08MARCOS RODOLFO MALDONADO ZEVALLOSNoch keine Bewertungen
- People Soft Bundle Release Note 9 Bundle9Dokument29 SeitenPeople Soft Bundle Release Note 9 Bundle9rajiv_xguysNoch keine Bewertungen
- Steam Boiler Technology (2003)Dokument218 SeitenSteam Boiler Technology (2003)Majid Sattar100% (3)
- Cover Letter Mechanical Engineering Nondestructive TestingDokument1 SeiteCover Letter Mechanical Engineering Nondestructive TestingGagandeep SinghNoch keine Bewertungen
- VNX Unified Storage ManagementDokument3 SeitenVNX Unified Storage ManagementNicoleNoch keine Bewertungen
- Powered by QFD OnlineDokument1 SeitePowered by QFD OnlineNiswa RochimNoch keine Bewertungen
- C 1252 PDFDokument5 SeitenC 1252 PDFAgatha ShirleyNoch keine Bewertungen
- Extended End-Plate Stiffener PDFDokument2 SeitenExtended End-Plate Stiffener PDFaams_sNoch keine Bewertungen